
1 s2.0 S0262176201803965 Main
1 s2.0 S0262176201803965 Main
You might also like
- Chapter 4 SolutionsDocument34 pagesChapter 4 Solutionskdd1218w100% (1)
- Military Engineering Services Estimating Data 07Document148 pagesMilitary Engineering Services Estimating Data 07anandabalaji67% (6)
- Installation Operation Maintenance Mission 2500 Supreme PDFDocument16 pagesInstallation Operation Maintenance Mission 2500 Supreme PDFRAHULNo ratings yet
- Challenge of Stern Tube Bearings and Seals)Document6 pagesChallenge of Stern Tube Bearings and Seals)Vito DigeoNo ratings yet
- Major Process Equipment Maintenance and RepairFrom EverandMajor Process Equipment Maintenance and RepairRating: 4 out of 5 stars4/5 (4)
- Six Steps To Successful Repair of GT ComponentsDocument13 pagesSix Steps To Successful Repair of GT ComponentsThanapaet RittirutNo ratings yet
- Motor Bearing Failure Analysis by Vibration MonitoringDocument180 pagesMotor Bearing Failure Analysis by Vibration MonitoringGeert Henk Wijnants100% (1)
- Vibration EngineeringDocument30 pagesVibration Engineeringclient laspoñaNo ratings yet
- Vibration in Pumps PDFDocument5 pagesVibration in Pumps PDFNTRNo ratings yet
- Damping in BearingDocument4 pagesDamping in BearingRavi Kishore BNo ratings yet
- Hydralics Aeroquip - Swivle - JointsDocument20 pagesHydralics Aeroquip - Swivle - JointssunnyartboyNo ratings yet
- Aade 11 Ntce 75 PDFDocument8 pagesAade 11 Ntce 75 PDFrinshonsanNo ratings yet
- Bad Actor Defect EliminationDocument28 pagesBad Actor Defect EliminationMunazar HussainNo ratings yet
- Modern Engineering For Design of Liquid (225-325)Document101 pagesModern Engineering For Design of Liquid (225-325)Misha's Kitchen And OtherNo ratings yet
- Appendix A - Why Bearings FailDocument9 pagesAppendix A - Why Bearings FailHaitham MohammadNo ratings yet
- John Crane Bearings LR Success Story April2016Document2 pagesJohn Crane Bearings LR Success Story April2016ABCD123655No ratings yet
- Transformer Bushings and Oil LeaksDocument7 pagesTransformer Bushings and Oil LeaksdeltaNo ratings yet
- Gear Windage: A Review: Carol N. EastwickDocument6 pagesGear Windage: A Review: Carol N. EastwickR Prabhu SekarNo ratings yet
- FMM Expt No 14, 15Document3 pagesFMM Expt No 14, 15pilnikhil96No ratings yet
- Fishbone Article Pumps and SystemsDocument4 pagesFishbone Article Pumps and SystemsGabriel PintoNo ratings yet
- WearRingClearance CentrifugalPumpDocument3 pagesWearRingClearance CentrifugalPumpAyipNo ratings yet
- Bearing Investigation: Extract From The Railway Technical Handbook, Volume 1, Chapter 6, Page 122 To 135Document16 pagesBearing Investigation: Extract From The Railway Technical Handbook, Volume 1, Chapter 6, Page 122 To 135oliveira1305No ratings yet
- 02: Grease Required: Service BulletinDocument3 pages02: Grease Required: Service Bulletinabhibho12345No ratings yet
- BearingsDocument1 pageBearingsRăzvan IordacheNo ratings yet
- Improve API and ASME Centrifugal Pumps ReliabilityDocument4 pagesImprove API and ASME Centrifugal Pumps ReliabilityKumar VinayNo ratings yet
- Coiled Tubing Services Manual: DowellDocument11 pagesCoiled Tubing Services Manual: DowellsadiNo ratings yet
- Vertical Pumps: Section Page #Document22 pagesVertical Pumps: Section Page #kara_25No ratings yet
- Toshiba's Belt Tension Motor Tech NoteDocument3 pagesToshiba's Belt Tension Motor Tech NoteAbhinav PrabhuNo ratings yet
- Selecting Bearing Systems P&S - TMEIC - FINAL - No - AdsDocument3 pagesSelecting Bearing Systems P&S - TMEIC - FINAL - No - AdsThejaswiniNo ratings yet
- Fta102 Crude Oil PipelineDocument6 pagesFta102 Crude Oil PipelineChérif GrabaNo ratings yet
- Bearing Vibration Analysis in Labview PDFDocument11 pagesBearing Vibration Analysis in Labview PDFAli ShanNo ratings yet
- 1.1.1 AdvantagesDocument8 pages1.1.1 AdvantagesSarah KamilNo ratings yet
- The New Firewall Forward Camshaft: PointDocument1 pageThe New Firewall Forward Camshaft: PointAndri OdeNo ratings yet
- Shop Balancing of Turbomachinery Rotors by John N: Mechanical Equipment TechnologistDocument4 pagesShop Balancing of Turbomachinery Rotors by John N: Mechanical Equipment Technologistjuancgr77No ratings yet
- Diesel Engine Oil Consumption: Service Engineering BulletinDocument2 pagesDiesel Engine Oil Consumption: Service Engineering Bulletindalla.s0975No ratings yet
- UTLAPPE Slow Rolling Turbine Best PracticeDocument10 pagesUTLAPPE Slow Rolling Turbine Best PracticeAleem QureshiNo ratings yet
- FSG Ss 003 eDocument2 pagesFSG Ss 003 eduongbk24 luu quang duongNo ratings yet
- Motor TechNotes Belt TensionDocument3 pagesMotor TechNotes Belt TensionramoebpNo ratings yet
- Apron Reconditioning - FlyerDocument1 pageApron Reconditioning - FlyerAmmar MalikNo ratings yet
- Thrust Bearing Failure Prevention & AnalysisDocument7 pagesThrust Bearing Failure Prevention & AnalysisJ.T. NoneyaNo ratings yet
- Crane Slewing Gear Maintenance and Rocking Tests: GreasingDocument3 pagesCrane Slewing Gear Maintenance and Rocking Tests: GreasingAtlante Global TransportNo ratings yet
- How To Avoid Problems With Your Fan FE 500Document8 pagesHow To Avoid Problems With Your Fan FE 500Javier VespaNo ratings yet
- Pumps Rotordynamics PDFDocument16 pagesPumps Rotordynamics PDFDiego PugaNo ratings yet
- Problem With Disk Pack CouplingDocument4 pagesProblem With Disk Pack CouplingMiguelNo ratings yet
- Study of Shaft Position in Gas Turbine Journal BearingDocument7 pagesStudy of Shaft Position in Gas Turbine Journal Bearingarindam misraNo ratings yet
- Journal Bearing VibrationDocument6 pagesJournal Bearing VibrationEmanuel Bruno Santos100% (2)
- ML BearingsDocument5 pagesML BearingsedgarafonsecaNo ratings yet
- Kent Cams Fitting and Timing InstructionsDocument2 pagesKent Cams Fitting and Timing InstructionsPeter QuinnNo ratings yet
- F. Rotor Head Maintenance: Fig. 5-44 Notch Damage Comparison of Metal and FiberglassDocument5 pagesF. Rotor Head Maintenance: Fig. 5-44 Notch Damage Comparison of Metal and FiberglassAhmed EltemsahNo ratings yet
- Bearing Arragements For Cement Industry FansDocument6 pagesBearing Arragements For Cement Industry FansAnonymous H3I29yjNo ratings yet
- AN Ngineering: Fan Installation, Operation & MaintenanceDocument8 pagesAN Ngineering: Fan Installation, Operation & MaintenanceAvery OppegardNo ratings yet
- Gear Units ForDocument6 pagesGear Units Forryangle07No ratings yet
- Basic Mechanical Seal Installation: By: Dewi Tri HandayaniDocument9 pagesBasic Mechanical Seal Installation: By: Dewi Tri HandayaniPermana DediNo ratings yet
- Bromhead - A Simple Ring Shear ApparatusDocument3 pagesBromhead - A Simple Ring Shear ApparatusDaniel Felipe Rodriguez RamirezNo ratings yet
- SPE 110234 Overview of Beam Pump OperationsDocument11 pagesSPE 110234 Overview of Beam Pump Operationsmanuel cabarcasNo ratings yet
- General FEEDER InformationDocument16 pagesGeneral FEEDER InformationFacsolNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- 2. Forsthoffer's Rotating Equipment Handbooks: PumpsFrom Everand2. Forsthoffer's Rotating Equipment Handbooks: PumpsRating: 1 out of 5 stars1/5 (1)
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsFrom EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsRating: 5 out of 5 stars5/5 (1)
- MEC653 ODL Test 2-Mac 2022Document14 pagesMEC653 ODL Test 2-Mac 2022Muhammad Zuhairy jabarNo ratings yet
- Cracked Rotor Bars in Electric MotorsDocument4 pagesCracked Rotor Bars in Electric MotorsRajal PatelNo ratings yet
- Manometer - EMA200Document2 pagesManometer - EMA200vijayitechNo ratings yet
- Revision Sheet-8 Electric DipoleDocument2 pagesRevision Sheet-8 Electric DipoleArjun GuptaNo ratings yet
- Battery Management Systems of Electric and Hybrid Electric VehiclesDocument148 pagesBattery Management Systems of Electric and Hybrid Electric VehiclesFranco Angelo Regencia100% (2)
- Problem of Applications of ODE PDFDocument16 pagesProblem of Applications of ODE PDFsebastian hoyosNo ratings yet
- Data Sheet F-1000 - 1600A - Rev.200817Document4 pagesData Sheet F-1000 - 1600A - Rev.200817MokhtarNo ratings yet
- Fiitjee PDT Courseware FTRE - 8th Moving To 9th-PHY-ColourDocument10 pagesFiitjee PDT Courseware FTRE - 8th Moving To 9th-PHY-ColourYASHNo ratings yet
- 5V/-12V/-15V or Adjustable, High-Efficiency, Low I Inverting DC-to-DC ControllersDocument16 pages5V/-12V/-15V or Adjustable, High-Efficiency, Low I Inverting DC-to-DC ControllersManikanta Sai KumarNo ratings yet
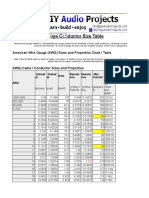
- Cable TableDocument9 pagesCable TableFedilino P. FornollesNo ratings yet
- What Are The Reasons For Reverse Power To Occur in Generators While RunningDocument4 pagesWhat Are The Reasons For Reverse Power To Occur in Generators While Runningwaleed mohi100% (1)
- Micro SteppingDocument4 pagesMicro SteppingDobai SzilardNo ratings yet
- Daily Meter Reading AK FY'20Document78 pagesDaily Meter Reading AK FY'20Rahul SaraswatNo ratings yet
- Two-Wire Hall-Effect Switch APS11500: Description Features and BenefitsDocument22 pagesTwo-Wire Hall-Effect Switch APS11500: Description Features and Benefitsmario230991No ratings yet
- United States PatentDocument7 pagesUnited States PatentZavorra ZavorratoNo ratings yet
- 15-1915-08e3-Hempaline Defend 630 (Cure 72)Document28 pages15-1915-08e3-Hempaline Defend 630 (Cure 72)ashishpearlNo ratings yet
- Dimensional Analysis and Similarity in Fluid Mechanics 1St Edition Nord Eddine Sad Chemloul Author Full ChapterDocument67 pagesDimensional Analysis and Similarity in Fluid Mechanics 1St Edition Nord Eddine Sad Chemloul Author Full Chapteralla.adams464100% (13)
- MoleDocument30 pagesMoleHelenora Mae LapenaNo ratings yet
- Astm D4253Document20 pagesAstm D4253anjas_tsNo ratings yet
- M1311 60 HZ AIM 12-14-WEB PDFDocument84 pagesM1311 60 HZ AIM 12-14-WEB PDFRonald ReynNo ratings yet
- 05 - Report Appendix N - 2017 Subtransmission System - Contingency ResultsDocument9 pages05 - Report Appendix N - 2017 Subtransmission System - Contingency ResultsasemNo ratings yet
- Konsep Dasar Termodinamika: Agus Haryanto Februari 2010Document39 pagesKonsep Dasar Termodinamika: Agus Haryanto Februari 2010chitoz175No ratings yet
- KTG (Objective HCV V-2) 04.01.22Document2 pagesKTG (Objective HCV V-2) 04.01.22Quark classes kanpurNo ratings yet
- Arteche CT Trfmvi enDocument40 pagesArteche CT Trfmvi enAshutosh SharmaNo ratings yet
- WSC 1st Sem NSQF FinalDocument118 pagesWSC 1st Sem NSQF FinalGowtham Nagarajan100% (1)
- Experiment 1: Basic Measurement: Experimental Physics FFA 1121Document6 pagesExperiment 1: Basic Measurement: Experimental Physics FFA 1121SitiNurShafiqahOthmanNo ratings yet
- Pondicherry University, Syllabus For Ug Physics Course (From 2017-2018 Onwards)Document1 pagePondicherry University, Syllabus For Ug Physics Course (From 2017-2018 Onwards)purushothamanNo ratings yet





















































































Download as pdf or txt
You might also like
- Chapter 4 SolutionsDocument34 pagesChapter 4 Solutionskdd1218w100% (1)
- Military Engineering Services Estimating Data 07Document148 pagesMilitary Engineering Services Estimating Data 07anandabalaji67% (6)
- Installation Operation Maintenance Mission 2500 Supreme PDFDocument16 pagesInstallation Operation Maintenance Mission 2500 Supreme PDFRAHULNo ratings yet
- Challenge of Stern Tube Bearings and Seals)Document6 pagesChallenge of Stern Tube Bearings and Seals)Vito DigeoNo ratings yet
- Major Process Equipment Maintenance and RepairFrom EverandMajor Process Equipment Maintenance and RepairRating: 4 out of 5 stars4/5 (4)
- Six Steps To Successful Repair of GT ComponentsDocument13 pagesSix Steps To Successful Repair of GT ComponentsThanapaet RittirutNo ratings yet
- Motor Bearing Failure Analysis by Vibration MonitoringDocument180 pagesMotor Bearing Failure Analysis by Vibration MonitoringGeert Henk Wijnants100% (1)
- Vibration EngineeringDocument30 pagesVibration Engineeringclient laspoñaNo ratings yet
- Vibration in Pumps PDFDocument5 pagesVibration in Pumps PDFNTRNo ratings yet
- Damping in BearingDocument4 pagesDamping in BearingRavi Kishore BNo ratings yet
- Hydralics Aeroquip - Swivle - JointsDocument20 pagesHydralics Aeroquip - Swivle - JointssunnyartboyNo ratings yet
- Aade 11 Ntce 75 PDFDocument8 pagesAade 11 Ntce 75 PDFrinshonsanNo ratings yet
- Bad Actor Defect EliminationDocument28 pagesBad Actor Defect EliminationMunazar HussainNo ratings yet
- Modern Engineering For Design of Liquid (225-325)Document101 pagesModern Engineering For Design of Liquid (225-325)Misha's Kitchen And OtherNo ratings yet
- Appendix A - Why Bearings FailDocument9 pagesAppendix A - Why Bearings FailHaitham MohammadNo ratings yet
- John Crane Bearings LR Success Story April2016Document2 pagesJohn Crane Bearings LR Success Story April2016ABCD123655No ratings yet
- Transformer Bushings and Oil LeaksDocument7 pagesTransformer Bushings and Oil LeaksdeltaNo ratings yet
- Gear Windage: A Review: Carol N. EastwickDocument6 pagesGear Windage: A Review: Carol N. EastwickR Prabhu SekarNo ratings yet
- FMM Expt No 14, 15Document3 pagesFMM Expt No 14, 15pilnikhil96No ratings yet
- Fishbone Article Pumps and SystemsDocument4 pagesFishbone Article Pumps and SystemsGabriel PintoNo ratings yet
- WearRingClearance CentrifugalPumpDocument3 pagesWearRingClearance CentrifugalPumpAyipNo ratings yet
- Bearing Investigation: Extract From The Railway Technical Handbook, Volume 1, Chapter 6, Page 122 To 135Document16 pagesBearing Investigation: Extract From The Railway Technical Handbook, Volume 1, Chapter 6, Page 122 To 135oliveira1305No ratings yet
- 02: Grease Required: Service BulletinDocument3 pages02: Grease Required: Service Bulletinabhibho12345No ratings yet
- BearingsDocument1 pageBearingsRăzvan IordacheNo ratings yet
- Improve API and ASME Centrifugal Pumps ReliabilityDocument4 pagesImprove API and ASME Centrifugal Pumps ReliabilityKumar VinayNo ratings yet
- Coiled Tubing Services Manual: DowellDocument11 pagesCoiled Tubing Services Manual: DowellsadiNo ratings yet
- Vertical Pumps: Section Page #Document22 pagesVertical Pumps: Section Page #kara_25No ratings yet
- Toshiba's Belt Tension Motor Tech NoteDocument3 pagesToshiba's Belt Tension Motor Tech NoteAbhinav PrabhuNo ratings yet
- Selecting Bearing Systems P&S - TMEIC - FINAL - No - AdsDocument3 pagesSelecting Bearing Systems P&S - TMEIC - FINAL - No - AdsThejaswiniNo ratings yet
- Fta102 Crude Oil PipelineDocument6 pagesFta102 Crude Oil PipelineChérif GrabaNo ratings yet
- Bearing Vibration Analysis in Labview PDFDocument11 pagesBearing Vibration Analysis in Labview PDFAli ShanNo ratings yet
- 1.1.1 AdvantagesDocument8 pages1.1.1 AdvantagesSarah KamilNo ratings yet
- The New Firewall Forward Camshaft: PointDocument1 pageThe New Firewall Forward Camshaft: PointAndri OdeNo ratings yet
- Shop Balancing of Turbomachinery Rotors by John N: Mechanical Equipment TechnologistDocument4 pagesShop Balancing of Turbomachinery Rotors by John N: Mechanical Equipment Technologistjuancgr77No ratings yet
- Diesel Engine Oil Consumption: Service Engineering BulletinDocument2 pagesDiesel Engine Oil Consumption: Service Engineering Bulletindalla.s0975No ratings yet
- UTLAPPE Slow Rolling Turbine Best PracticeDocument10 pagesUTLAPPE Slow Rolling Turbine Best PracticeAleem QureshiNo ratings yet
- FSG Ss 003 eDocument2 pagesFSG Ss 003 eduongbk24 luu quang duongNo ratings yet
- Motor TechNotes Belt TensionDocument3 pagesMotor TechNotes Belt TensionramoebpNo ratings yet
- Apron Reconditioning - FlyerDocument1 pageApron Reconditioning - FlyerAmmar MalikNo ratings yet
- Thrust Bearing Failure Prevention & AnalysisDocument7 pagesThrust Bearing Failure Prevention & AnalysisJ.T. NoneyaNo ratings yet
- Crane Slewing Gear Maintenance and Rocking Tests: GreasingDocument3 pagesCrane Slewing Gear Maintenance and Rocking Tests: GreasingAtlante Global TransportNo ratings yet
- How To Avoid Problems With Your Fan FE 500Document8 pagesHow To Avoid Problems With Your Fan FE 500Javier VespaNo ratings yet
- Pumps Rotordynamics PDFDocument16 pagesPumps Rotordynamics PDFDiego PugaNo ratings yet
- Problem With Disk Pack CouplingDocument4 pagesProblem With Disk Pack CouplingMiguelNo ratings yet
- Study of Shaft Position in Gas Turbine Journal BearingDocument7 pagesStudy of Shaft Position in Gas Turbine Journal Bearingarindam misraNo ratings yet
- Journal Bearing VibrationDocument6 pagesJournal Bearing VibrationEmanuel Bruno Santos100% (2)
- ML BearingsDocument5 pagesML BearingsedgarafonsecaNo ratings yet
- Kent Cams Fitting and Timing InstructionsDocument2 pagesKent Cams Fitting and Timing InstructionsPeter QuinnNo ratings yet
- F. Rotor Head Maintenance: Fig. 5-44 Notch Damage Comparison of Metal and FiberglassDocument5 pagesF. Rotor Head Maintenance: Fig. 5-44 Notch Damage Comparison of Metal and FiberglassAhmed EltemsahNo ratings yet
- Bearing Arragements For Cement Industry FansDocument6 pagesBearing Arragements For Cement Industry FansAnonymous H3I29yjNo ratings yet
- AN Ngineering: Fan Installation, Operation & MaintenanceDocument8 pagesAN Ngineering: Fan Installation, Operation & MaintenanceAvery OppegardNo ratings yet
- Gear Units ForDocument6 pagesGear Units Forryangle07No ratings yet
- Basic Mechanical Seal Installation: By: Dewi Tri HandayaniDocument9 pagesBasic Mechanical Seal Installation: By: Dewi Tri HandayaniPermana DediNo ratings yet
- Bromhead - A Simple Ring Shear ApparatusDocument3 pagesBromhead - A Simple Ring Shear ApparatusDaniel Felipe Rodriguez RamirezNo ratings yet
- SPE 110234 Overview of Beam Pump OperationsDocument11 pagesSPE 110234 Overview of Beam Pump Operationsmanuel cabarcasNo ratings yet
- General FEEDER InformationDocument16 pagesGeneral FEEDER InformationFacsolNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- 2. Forsthoffer's Rotating Equipment Handbooks: PumpsFrom Everand2. Forsthoffer's Rotating Equipment Handbooks: PumpsRating: 1 out of 5 stars1/5 (1)
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsFrom EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsRating: 5 out of 5 stars5/5 (1)
- MEC653 ODL Test 2-Mac 2022Document14 pagesMEC653 ODL Test 2-Mac 2022Muhammad Zuhairy jabarNo ratings yet
- Cracked Rotor Bars in Electric MotorsDocument4 pagesCracked Rotor Bars in Electric MotorsRajal PatelNo ratings yet
- Manometer - EMA200Document2 pagesManometer - EMA200vijayitechNo ratings yet
- Revision Sheet-8 Electric DipoleDocument2 pagesRevision Sheet-8 Electric DipoleArjun GuptaNo ratings yet
- Battery Management Systems of Electric and Hybrid Electric VehiclesDocument148 pagesBattery Management Systems of Electric and Hybrid Electric VehiclesFranco Angelo Regencia100% (2)
- Problem of Applications of ODE PDFDocument16 pagesProblem of Applications of ODE PDFsebastian hoyosNo ratings yet
- Data Sheet F-1000 - 1600A - Rev.200817Document4 pagesData Sheet F-1000 - 1600A - Rev.200817MokhtarNo ratings yet
- Fiitjee PDT Courseware FTRE - 8th Moving To 9th-PHY-ColourDocument10 pagesFiitjee PDT Courseware FTRE - 8th Moving To 9th-PHY-ColourYASHNo ratings yet
- 5V/-12V/-15V or Adjustable, High-Efficiency, Low I Inverting DC-to-DC ControllersDocument16 pages5V/-12V/-15V or Adjustable, High-Efficiency, Low I Inverting DC-to-DC ControllersManikanta Sai KumarNo ratings yet
- Cable TableDocument9 pagesCable TableFedilino P. FornollesNo ratings yet
- What Are The Reasons For Reverse Power To Occur in Generators While RunningDocument4 pagesWhat Are The Reasons For Reverse Power To Occur in Generators While Runningwaleed mohi100% (1)
- Micro SteppingDocument4 pagesMicro SteppingDobai SzilardNo ratings yet
- Daily Meter Reading AK FY'20Document78 pagesDaily Meter Reading AK FY'20Rahul SaraswatNo ratings yet
- Two-Wire Hall-Effect Switch APS11500: Description Features and BenefitsDocument22 pagesTwo-Wire Hall-Effect Switch APS11500: Description Features and Benefitsmario230991No ratings yet
- United States PatentDocument7 pagesUnited States PatentZavorra ZavorratoNo ratings yet
- 15-1915-08e3-Hempaline Defend 630 (Cure 72)Document28 pages15-1915-08e3-Hempaline Defend 630 (Cure 72)ashishpearlNo ratings yet
- Dimensional Analysis and Similarity in Fluid Mechanics 1St Edition Nord Eddine Sad Chemloul Author Full ChapterDocument67 pagesDimensional Analysis and Similarity in Fluid Mechanics 1St Edition Nord Eddine Sad Chemloul Author Full Chapteralla.adams464100% (13)
- MoleDocument30 pagesMoleHelenora Mae LapenaNo ratings yet
- Astm D4253Document20 pagesAstm D4253anjas_tsNo ratings yet
- M1311 60 HZ AIM 12-14-WEB PDFDocument84 pagesM1311 60 HZ AIM 12-14-WEB PDFRonald ReynNo ratings yet
- 05 - Report Appendix N - 2017 Subtransmission System - Contingency ResultsDocument9 pages05 - Report Appendix N - 2017 Subtransmission System - Contingency ResultsasemNo ratings yet
- Konsep Dasar Termodinamika: Agus Haryanto Februari 2010Document39 pagesKonsep Dasar Termodinamika: Agus Haryanto Februari 2010chitoz175No ratings yet
- KTG (Objective HCV V-2) 04.01.22Document2 pagesKTG (Objective HCV V-2) 04.01.22Quark classes kanpurNo ratings yet
- Arteche CT Trfmvi enDocument40 pagesArteche CT Trfmvi enAshutosh SharmaNo ratings yet
- WSC 1st Sem NSQF FinalDocument118 pagesWSC 1st Sem NSQF FinalGowtham Nagarajan100% (1)
- Experiment 1: Basic Measurement: Experimental Physics FFA 1121Document6 pagesExperiment 1: Basic Measurement: Experimental Physics FFA 1121SitiNurShafiqahOthmanNo ratings yet
- Pondicherry University, Syllabus For Ug Physics Course (From 2017-2018 Onwards)Document1 pagePondicherry University, Syllabus For Ug Physics Course (From 2017-2018 Onwards)purushothamanNo ratings yet