
Cap 13
Cap 13
You might also like
- ACER Hast Sample Question Booklet 2023Document56 pagesACER Hast Sample Question Booklet 2023Edu4Evr195% (20)
- Project Report On Lime Stone Powder (Grinding)Document4 pagesProject Report On Lime Stone Powder (Grinding)EIRI Board of Consultants and PublishersNo ratings yet
- MassMin 2004 PDFDocument740 pagesMassMin 2004 PDFFelipe Espinoza Cortés100% (2)
- Unit Operations of MiningDocument24 pagesUnit Operations of MiningRonald Altamirano Barrantes83% (6)
- Unesco - Eolss Sample Chapters: Underground Mining Methods and EquipmentDocument8 pagesUnesco - Eolss Sample Chapters: Underground Mining Methods and EquipmentMayaraCarvalhoNo ratings yet
- Mining Assignment 2Document10 pagesMining Assignment 2Anu UjinNo ratings yet
- Opencast Mining MethodDocument7 pagesOpencast Mining MethodjaypadoleNo ratings yet
- New Tunnel Boring MachineDocument7 pagesNew Tunnel Boring Machinealvaroaac4100% (1)
- 1 s2.0 S1674775515000864 Main PDFDocument10 pages1 s2.0 S1674775515000864 Main PDFkatta_sridharNo ratings yet
- Stages of Mining: Development and ExploitationDocument35 pagesStages of Mining: Development and ExploitationM.ilham.CNo ratings yet
- Surface and Underground Mining TechnologDocument148 pagesSurface and Underground Mining Technologpankaj kumar100% (1)
- Unit Operations in MiningDocument10 pagesUnit Operations in MiningNaveenNo ratings yet
- Pillars. During The Hand-Loading Period, The Process Consisted of Five Sequential and Labor-Intensive UnitDocument29 pagesPillars. During The Hand-Loading Period, The Process Consisted of Five Sequential and Labor-Intensive UnitZeph roxNo ratings yet
- Introduction of Directional Drilling in Oil & Gas Indutry - WikipediaDocument5 pagesIntroduction of Directional Drilling in Oil & Gas Indutry - WikipediaFaiz AhmadNo ratings yet
- 45 Barton-Et-Al On Design Tunnel SupportDocument22 pages45 Barton-Et-Al On Design Tunnel Supportponta10No ratings yet
- Benchmark Drill and Blast and Mechanical Excavation Advance Rates For Underground Hard-Rock Mine DevelopmentDocument23 pagesBenchmark Drill and Blast and Mechanical Excavation Advance Rates For Underground Hard-Rock Mine DevelopmentkiranismNo ratings yet
- Measuring Blast Movement To Reduce Ore Loss and DilutionDocument11 pagesMeasuring Blast Movement To Reduce Ore Loss and DilutionwileduingNo ratings yet
- A Review of Operations Research in Mine PlanningDocument24 pagesA Review of Operations Research in Mine PlanningMari Navia LezanaNo ratings yet
- The Drilling SystemDocument4 pagesThe Drilling SystemMuhammad ArslanNo ratings yet
- Designing Shotcrete As Primary Support in TunnelsDocument6 pagesDesigning Shotcrete As Primary Support in TunnelsAnonymous VkzquW39No ratings yet
- A Heuristic Approach For in Pit Crusher and Conveyor System S Time and Location Problem in Large Open Pit MiningDocument22 pagesA Heuristic Approach For in Pit Crusher and Conveyor System S Time and Location Problem in Large Open Pit MiningMorteza ParichehNo ratings yet
- Benchmark Drill and Blast and Mechanical Excavation Advance Rate For Underground Hard-Rock Mine DevelopmentDocument24 pagesBenchmark Drill and Blast and Mechanical Excavation Advance Rate For Underground Hard-Rock Mine DevelopmentJuniorMendoza97100% (1)
- Abrasiveness Assessment For Hard Rock Drilling: Geomechanik Und Tunnelbau February 2008Document17 pagesAbrasiveness Assessment For Hard Rock Drilling: Geomechanik Und Tunnelbau February 2008Jorge LujanNo ratings yet
- Optimizing The Open Pit-To-underground Mining TransitionDocument13 pagesOptimizing The Open Pit-To-underground Mining TransitionChan QuangNo ratings yet
- 3879 6849 1 PBDocument5 pages3879 6849 1 PBAli BasmaciNo ratings yet
- Spe/Iadc 79915 Gyrostab Project: The Missing Link Azimuth and Inclination Mastered With New Principles For Standard Rotary BhasDocument11 pagesSpe/Iadc 79915 Gyrostab Project: The Missing Link Azimuth and Inclination Mastered With New Principles For Standard Rotary BhasJohnSmithNo ratings yet
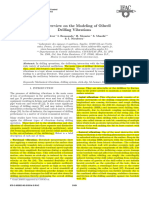
- An Overview On The Modeling of Oilwell Drilling VibrationsDocument6 pagesAn Overview On The Modeling of Oilwell Drilling Vibrationssobhan mohammadiNo ratings yet
- Unit Operation of MiningDocument29 pagesUnit Operation of MiningKevin Casanova MartínezNo ratings yet
- Analytical Design of An Underwater Construction Robot On The Slope With AnDocument21 pagesAnalytical Design of An Underwater Construction Robot On The Slope With An31Hanif ArdhioNo ratings yet
- High Performance Ground Prediction Ahead of TBMs - The NeTTUN System "TULIPS"Document10 pagesHigh Performance Ground Prediction Ahead of TBMs - The NeTTUN System "TULIPS"ThomasCamusNo ratings yet
- Information: A. About The Rockmass SiteDocument26 pagesInformation: A. About The Rockmass SiteGilang RamadanNo ratings yet
- Evaluacíón de La Abrasividad en Roca DuraDocument17 pagesEvaluacíón de La Abrasividad en Roca Duraeder edison flores velasquezNo ratings yet
- Deep Ocean Mining Technology DevelopmentDocument6 pagesDeep Ocean Mining Technology DevelopmentBalaji GanesanNo ratings yet
- Rock Mechanics Phase - IDocument16 pagesRock Mechanics Phase - IDatalytics GlobalNo ratings yet
- EM202357MAR510ENGGDocument9 pagesEM202357MAR510ENGGRosalie BachillerNo ratings yet
- Soft Ground NATM - David LeesDocument9 pagesSoft Ground NATM - David Leesmilan_popovic_2No ratings yet
- Journal of Rock Mechanics and Geotechnical Engineering: Zhiqiang Liu, Yiping MengDocument10 pagesJournal of Rock Mechanics and Geotechnical Engineering: Zhiqiang Liu, Yiping MengRicardo RojasNo ratings yet
- 6 Articulo - Cost Analysis of Material Handling Systems in Open Pit Mining Case Study On An Iron Ore Prefeasibility StudyDocument42 pages6 Articulo - Cost Analysis of Material Handling Systems in Open Pit Mining Case Study On An Iron Ore Prefeasibility StudyCristian Santivañez Milla100% (1)
- Application of Highwall Mining System To Recover Residual Coal in End-WallsDocument8 pagesApplication of Highwall Mining System To Recover Residual Coal in End-WallsHalim Fauzan EdherNo ratings yet
- Crushing Technology Write Up1008Document5 pagesCrushing Technology Write Up1008LOKENDRA91100% (1)
- Rapid Excavationand Tunneling TechniquesDocument9 pagesRapid Excavationand Tunneling Techniquescelso0007No ratings yet
- Design of Tunnel Support - 1995 - BartonDocument23 pagesDesign of Tunnel Support - 1995 - Bartondafo407No ratings yet
- Cost Analysis of Material Handling Systems in Open Pit MiningDocument19 pagesCost Analysis of Material Handling Systems in Open Pit MiningNikola SimicNo ratings yet
- Engineering Geology RelatednessDocument37 pagesEngineering Geology RelatednessTamrat MekonnenNo ratings yet
- 2 Mining Stages and OperationsDocument3 pages2 Mining Stages and OperationsdavidNo ratings yet
- History of The ROVs - Chap 2Document4 pagesHistory of The ROVs - Chap 2Dilane DjousseNo ratings yet
- Spe 111125 MSDocument5 pagesSpe 111125 MSClyde San VicenteNo ratings yet
- Question Bank Mining Eng. PTR 324 2019 2020Document6 pagesQuestion Bank Mining Eng. PTR 324 2019 2020Marco PlaysNo ratings yet
- 2009 IPCC Morrison and LourelDocument13 pages2009 IPCC Morrison and LourelArnold Chavez AtalayaNo ratings yet
- Paper ISRM 2006 Crusher Chamber (PCavieres & CPardo)Document10 pagesPaper ISRM 2006 Crusher Chamber (PCavieres & CPardo)wagnercopernicoNo ratings yet
- International Journal of Mining Science and TechnologyDocument6 pagesInternational Journal of Mining Science and TechnologyPradhith KattaNo ratings yet
- Monte Carlo Simulation As A Tool For Tunneling PDFDocument7 pagesMonte Carlo Simulation As A Tool For Tunneling PDFalireza_utNo ratings yet
- 275 - Evolution of Small Hole Drilling MethodsDocument18 pages275 - Evolution of Small Hole Drilling MethodsPercy CasaniNo ratings yet
- Benchmark Drill and Blast and Mechanical ExcavatioDocument24 pagesBenchmark Drill and Blast and Mechanical ExcavatioEduardo Mena100% (1)
- ChannelTunnel RETC 1989Document20 pagesChannelTunnel RETC 1989AnithaNo ratings yet
- Advanced Drilling SystemsDocument7 pagesAdvanced Drilling SystemsPyaso YoboneNo ratings yet
- spe 124932 ms光纤应变与缠绕角度关系Document15 pagesspe 124932 ms光纤应变与缠绕角度关系su feiyuNo ratings yet
- Instruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsFrom EverandInstruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Angry PlanetDocument3 pagesAngry PlanetANEL JIMENA ALCANTARA ZELADANo ratings yet
- Lesson 1 HomeworkDocument2 pagesLesson 1 HomeworkANEL JIMENA ALCANTARA ZELADANo ratings yet
- HOMEWORKDocument2 pagesHOMEWORKANEL JIMENA ALCANTARA ZELADANo ratings yet
- Practice EnglishDocument14 pagesPractice EnglishANEL JIMENA ALCANTARA ZELADANo ratings yet
- SD BFDocument45 pagesSD BFrizkandnova11No ratings yet
- O NCL: XSF HFT 4 4) )Document6 pagesO NCL: XSF HFT 4 4) )rohit vishwakarmaNo ratings yet
- Big IV BorneoDocument194 pagesBig IV BorneoMuliandhy_Baranta_G100% (1)
- Energies: Comparison of Technologies For CO Capture From Cement Production-Part 1: Technical EvaluationDocument33 pagesEnergies: Comparison of Technologies For CO Capture From Cement Production-Part 1: Technical EvaluationAlbert hikerNo ratings yet
- Sublevel Caving - A Fresh Look at This Bulk Mining MethodDocument10 pagesSublevel Caving - A Fresh Look at This Bulk Mining MethodLuis Flores SabandoNo ratings yet
- 32 EM GreenTechDocument45 pages32 EM GreenTechMark Lester RealNo ratings yet
- 'Biomass Conversion TechnologiesDocument7 pages'Biomass Conversion TechnologiesIrfan ShaikNo ratings yet
- Wet Type Electrostatic Precipitator Technology For Industrial and Power ApplicationsDocument8 pagesWet Type Electrostatic Precipitator Technology For Industrial and Power Applicationssrajl94No ratings yet
- Bucket Elevator Catalog Engg ManualDocument43 pagesBucket Elevator Catalog Engg ManualRodel RentaNo ratings yet
- Mining Brochure enDocument16 pagesMining Brochure entinhxdNo ratings yet
- Energy Transition and The Power of Hydrogen To Achieve Net ZeroDocument10 pagesEnergy Transition and The Power of Hydrogen To Achieve Net Zeromsantosu000No ratings yet
- Tugas Pertemuan 7 - Gasal 23-24Document5 pagesTugas Pertemuan 7 - Gasal 23-24Feri Adi SaputraNo ratings yet
- Data Anomaly in Mining Statistics of India: Molly Chattopadhyay and Anupam LahiriDocument11 pagesData Anomaly in Mining Statistics of India: Molly Chattopadhyay and Anupam LahiriRicardoNo ratings yet
- TNB Handbook: Prepared By: COE Investor RelationsDocument35 pagesTNB Handbook: Prepared By: COE Investor Relationsmuhd faizNo ratings yet
- Fora 400Document4 pagesFora 400PeterWayNo ratings yet
- 3 - Calculations - Lecture 3Document42 pages3 - Calculations - Lecture 3Ayush ModiNo ratings yet
- Chapter 4 Underground Coal MiningDocument58 pagesChapter 4 Underground Coal Miningrishav baishyaNo ratings yet
- Aluminium PDFDocument325 pagesAluminium PDFDeepakNo ratings yet
- Stocks of NIFTY 50: Name Sector Current Price One Year High One Year Low Average Nse Code BSE CodeDocument1 pageStocks of NIFTY 50: Name Sector Current Price One Year High One Year Low Average Nse Code BSE CodeSanjay SoniNo ratings yet
- Mineral and Power Resources ShortDocument4 pagesMineral and Power Resources Shortsukritsarkar27No ratings yet
- Raw Mix Design-Dalmia Cement LimitedDocument2 pagesRaw Mix Design-Dalmia Cement LimitedNihar Ranjan Tripathy50% (2)
- Energy Conservation in Sugar IndustryDocument6 pagesEnergy Conservation in Sugar IndustryakhilNo ratings yet
- Steam Engine Research PaperDocument7 pagesSteam Engine Research Paperthrbvkvkg50% (2)
- Companhia Siderúrgica Do Pecém Ceará (Brazil) : New Greenfield Cokemaking PlantDocument4 pagesCompanhia Siderúrgica Do Pecém Ceará (Brazil) : New Greenfield Cokemaking PlantJuanNo ratings yet
- Jindal Steel Product-CatalogueDocument32 pagesJindal Steel Product-CatalogueRaadesh83% (6)
- List of Mines in IndiaDocument4 pagesList of Mines in IndiaNAMISH MAHAKULNo ratings yet
- Designed For Dependability. Proven To Perform.: Fuller Airslide Conveying TechnologyDocument6 pagesDesigned For Dependability. Proven To Perform.: Fuller Airslide Conveying TechnologyAdman PerdomoNo ratings yet
- SASB Iron and Steel Producers Standard en GBDocument24 pagesSASB Iron and Steel Producers Standard en GBAnkit IyerNo ratings yet



























































































Download as pdf or txt
You might also like
- ACER Hast Sample Question Booklet 2023Document56 pagesACER Hast Sample Question Booklet 2023Edu4Evr195% (20)
- Project Report On Lime Stone Powder (Grinding)Document4 pagesProject Report On Lime Stone Powder (Grinding)EIRI Board of Consultants and PublishersNo ratings yet
- MassMin 2004 PDFDocument740 pagesMassMin 2004 PDFFelipe Espinoza Cortés100% (2)
- Unit Operations of MiningDocument24 pagesUnit Operations of MiningRonald Altamirano Barrantes83% (6)
- Unesco - Eolss Sample Chapters: Underground Mining Methods and EquipmentDocument8 pagesUnesco - Eolss Sample Chapters: Underground Mining Methods and EquipmentMayaraCarvalhoNo ratings yet
- Mining Assignment 2Document10 pagesMining Assignment 2Anu UjinNo ratings yet
- Opencast Mining MethodDocument7 pagesOpencast Mining MethodjaypadoleNo ratings yet
- New Tunnel Boring MachineDocument7 pagesNew Tunnel Boring Machinealvaroaac4100% (1)
- 1 s2.0 S1674775515000864 Main PDFDocument10 pages1 s2.0 S1674775515000864 Main PDFkatta_sridharNo ratings yet
- Stages of Mining: Development and ExploitationDocument35 pagesStages of Mining: Development and ExploitationM.ilham.CNo ratings yet
- Surface and Underground Mining TechnologDocument148 pagesSurface and Underground Mining Technologpankaj kumar100% (1)
- Unit Operations in MiningDocument10 pagesUnit Operations in MiningNaveenNo ratings yet
- Pillars. During The Hand-Loading Period, The Process Consisted of Five Sequential and Labor-Intensive UnitDocument29 pagesPillars. During The Hand-Loading Period, The Process Consisted of Five Sequential and Labor-Intensive UnitZeph roxNo ratings yet
- Introduction of Directional Drilling in Oil & Gas Indutry - WikipediaDocument5 pagesIntroduction of Directional Drilling in Oil & Gas Indutry - WikipediaFaiz AhmadNo ratings yet
- 45 Barton-Et-Al On Design Tunnel SupportDocument22 pages45 Barton-Et-Al On Design Tunnel Supportponta10No ratings yet
- Benchmark Drill and Blast and Mechanical Excavation Advance Rates For Underground Hard-Rock Mine DevelopmentDocument23 pagesBenchmark Drill and Blast and Mechanical Excavation Advance Rates For Underground Hard-Rock Mine DevelopmentkiranismNo ratings yet
- Measuring Blast Movement To Reduce Ore Loss and DilutionDocument11 pagesMeasuring Blast Movement To Reduce Ore Loss and DilutionwileduingNo ratings yet
- A Review of Operations Research in Mine PlanningDocument24 pagesA Review of Operations Research in Mine PlanningMari Navia LezanaNo ratings yet
- The Drilling SystemDocument4 pagesThe Drilling SystemMuhammad ArslanNo ratings yet
- Designing Shotcrete As Primary Support in TunnelsDocument6 pagesDesigning Shotcrete As Primary Support in TunnelsAnonymous VkzquW39No ratings yet
- A Heuristic Approach For in Pit Crusher and Conveyor System S Time and Location Problem in Large Open Pit MiningDocument22 pagesA Heuristic Approach For in Pit Crusher and Conveyor System S Time and Location Problem in Large Open Pit MiningMorteza ParichehNo ratings yet
- Benchmark Drill and Blast and Mechanical Excavation Advance Rate For Underground Hard-Rock Mine DevelopmentDocument24 pagesBenchmark Drill and Blast and Mechanical Excavation Advance Rate For Underground Hard-Rock Mine DevelopmentJuniorMendoza97100% (1)
- Abrasiveness Assessment For Hard Rock Drilling: Geomechanik Und Tunnelbau February 2008Document17 pagesAbrasiveness Assessment For Hard Rock Drilling: Geomechanik Und Tunnelbau February 2008Jorge LujanNo ratings yet
- Optimizing The Open Pit-To-underground Mining TransitionDocument13 pagesOptimizing The Open Pit-To-underground Mining TransitionChan QuangNo ratings yet
- 3879 6849 1 PBDocument5 pages3879 6849 1 PBAli BasmaciNo ratings yet
- Spe/Iadc 79915 Gyrostab Project: The Missing Link Azimuth and Inclination Mastered With New Principles For Standard Rotary BhasDocument11 pagesSpe/Iadc 79915 Gyrostab Project: The Missing Link Azimuth and Inclination Mastered With New Principles For Standard Rotary BhasJohnSmithNo ratings yet
- An Overview On The Modeling of Oilwell Drilling VibrationsDocument6 pagesAn Overview On The Modeling of Oilwell Drilling Vibrationssobhan mohammadiNo ratings yet
- Unit Operation of MiningDocument29 pagesUnit Operation of MiningKevin Casanova MartínezNo ratings yet
- Analytical Design of An Underwater Construction Robot On The Slope With AnDocument21 pagesAnalytical Design of An Underwater Construction Robot On The Slope With An31Hanif ArdhioNo ratings yet
- High Performance Ground Prediction Ahead of TBMs - The NeTTUN System "TULIPS"Document10 pagesHigh Performance Ground Prediction Ahead of TBMs - The NeTTUN System "TULIPS"ThomasCamusNo ratings yet
- Information: A. About The Rockmass SiteDocument26 pagesInformation: A. About The Rockmass SiteGilang RamadanNo ratings yet
- Evaluacíón de La Abrasividad en Roca DuraDocument17 pagesEvaluacíón de La Abrasividad en Roca Duraeder edison flores velasquezNo ratings yet
- Deep Ocean Mining Technology DevelopmentDocument6 pagesDeep Ocean Mining Technology DevelopmentBalaji GanesanNo ratings yet
- Rock Mechanics Phase - IDocument16 pagesRock Mechanics Phase - IDatalytics GlobalNo ratings yet
- EM202357MAR510ENGGDocument9 pagesEM202357MAR510ENGGRosalie BachillerNo ratings yet
- Soft Ground NATM - David LeesDocument9 pagesSoft Ground NATM - David Leesmilan_popovic_2No ratings yet
- Journal of Rock Mechanics and Geotechnical Engineering: Zhiqiang Liu, Yiping MengDocument10 pagesJournal of Rock Mechanics and Geotechnical Engineering: Zhiqiang Liu, Yiping MengRicardo RojasNo ratings yet
- 6 Articulo - Cost Analysis of Material Handling Systems in Open Pit Mining Case Study On An Iron Ore Prefeasibility StudyDocument42 pages6 Articulo - Cost Analysis of Material Handling Systems in Open Pit Mining Case Study On An Iron Ore Prefeasibility StudyCristian Santivañez Milla100% (1)
- Application of Highwall Mining System To Recover Residual Coal in End-WallsDocument8 pagesApplication of Highwall Mining System To Recover Residual Coal in End-WallsHalim Fauzan EdherNo ratings yet
- Crushing Technology Write Up1008Document5 pagesCrushing Technology Write Up1008LOKENDRA91100% (1)
- Rapid Excavationand Tunneling TechniquesDocument9 pagesRapid Excavationand Tunneling Techniquescelso0007No ratings yet
- Design of Tunnel Support - 1995 - BartonDocument23 pagesDesign of Tunnel Support - 1995 - Bartondafo407No ratings yet
- Cost Analysis of Material Handling Systems in Open Pit MiningDocument19 pagesCost Analysis of Material Handling Systems in Open Pit MiningNikola SimicNo ratings yet
- Engineering Geology RelatednessDocument37 pagesEngineering Geology RelatednessTamrat MekonnenNo ratings yet
- 2 Mining Stages and OperationsDocument3 pages2 Mining Stages and OperationsdavidNo ratings yet
- History of The ROVs - Chap 2Document4 pagesHistory of The ROVs - Chap 2Dilane DjousseNo ratings yet
- Spe 111125 MSDocument5 pagesSpe 111125 MSClyde San VicenteNo ratings yet
- Question Bank Mining Eng. PTR 324 2019 2020Document6 pagesQuestion Bank Mining Eng. PTR 324 2019 2020Marco PlaysNo ratings yet
- 2009 IPCC Morrison and LourelDocument13 pages2009 IPCC Morrison and LourelArnold Chavez AtalayaNo ratings yet
- Paper ISRM 2006 Crusher Chamber (PCavieres & CPardo)Document10 pagesPaper ISRM 2006 Crusher Chamber (PCavieres & CPardo)wagnercopernicoNo ratings yet
- International Journal of Mining Science and TechnologyDocument6 pagesInternational Journal of Mining Science and TechnologyPradhith KattaNo ratings yet
- Monte Carlo Simulation As A Tool For Tunneling PDFDocument7 pagesMonte Carlo Simulation As A Tool For Tunneling PDFalireza_utNo ratings yet
- 275 - Evolution of Small Hole Drilling MethodsDocument18 pages275 - Evolution of Small Hole Drilling MethodsPercy CasaniNo ratings yet
- Benchmark Drill and Blast and Mechanical ExcavatioDocument24 pagesBenchmark Drill and Blast and Mechanical ExcavatioEduardo Mena100% (1)
- ChannelTunnel RETC 1989Document20 pagesChannelTunnel RETC 1989AnithaNo ratings yet
- Advanced Drilling SystemsDocument7 pagesAdvanced Drilling SystemsPyaso YoboneNo ratings yet
- spe 124932 ms光纤应变与缠绕角度关系Document15 pagesspe 124932 ms光纤应变与缠绕角度关系su feiyuNo ratings yet
- Instruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsFrom EverandInstruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Angry PlanetDocument3 pagesAngry PlanetANEL JIMENA ALCANTARA ZELADANo ratings yet
- Lesson 1 HomeworkDocument2 pagesLesson 1 HomeworkANEL JIMENA ALCANTARA ZELADANo ratings yet
- HOMEWORKDocument2 pagesHOMEWORKANEL JIMENA ALCANTARA ZELADANo ratings yet
- Practice EnglishDocument14 pagesPractice EnglishANEL JIMENA ALCANTARA ZELADANo ratings yet
- SD BFDocument45 pagesSD BFrizkandnova11No ratings yet
- O NCL: XSF HFT 4 4) )Document6 pagesO NCL: XSF HFT 4 4) )rohit vishwakarmaNo ratings yet
- Big IV BorneoDocument194 pagesBig IV BorneoMuliandhy_Baranta_G100% (1)
- Energies: Comparison of Technologies For CO Capture From Cement Production-Part 1: Technical EvaluationDocument33 pagesEnergies: Comparison of Technologies For CO Capture From Cement Production-Part 1: Technical EvaluationAlbert hikerNo ratings yet
- Sublevel Caving - A Fresh Look at This Bulk Mining MethodDocument10 pagesSublevel Caving - A Fresh Look at This Bulk Mining MethodLuis Flores SabandoNo ratings yet
- 32 EM GreenTechDocument45 pages32 EM GreenTechMark Lester RealNo ratings yet
- 'Biomass Conversion TechnologiesDocument7 pages'Biomass Conversion TechnologiesIrfan ShaikNo ratings yet
- Wet Type Electrostatic Precipitator Technology For Industrial and Power ApplicationsDocument8 pagesWet Type Electrostatic Precipitator Technology For Industrial and Power Applicationssrajl94No ratings yet
- Bucket Elevator Catalog Engg ManualDocument43 pagesBucket Elevator Catalog Engg ManualRodel RentaNo ratings yet
- Mining Brochure enDocument16 pagesMining Brochure entinhxdNo ratings yet
- Energy Transition and The Power of Hydrogen To Achieve Net ZeroDocument10 pagesEnergy Transition and The Power of Hydrogen To Achieve Net Zeromsantosu000No ratings yet
- Tugas Pertemuan 7 - Gasal 23-24Document5 pagesTugas Pertemuan 7 - Gasal 23-24Feri Adi SaputraNo ratings yet
- Data Anomaly in Mining Statistics of India: Molly Chattopadhyay and Anupam LahiriDocument11 pagesData Anomaly in Mining Statistics of India: Molly Chattopadhyay and Anupam LahiriRicardoNo ratings yet
- TNB Handbook: Prepared By: COE Investor RelationsDocument35 pagesTNB Handbook: Prepared By: COE Investor Relationsmuhd faizNo ratings yet
- Fora 400Document4 pagesFora 400PeterWayNo ratings yet
- 3 - Calculations - Lecture 3Document42 pages3 - Calculations - Lecture 3Ayush ModiNo ratings yet
- Chapter 4 Underground Coal MiningDocument58 pagesChapter 4 Underground Coal Miningrishav baishyaNo ratings yet
- Aluminium PDFDocument325 pagesAluminium PDFDeepakNo ratings yet
- Stocks of NIFTY 50: Name Sector Current Price One Year High One Year Low Average Nse Code BSE CodeDocument1 pageStocks of NIFTY 50: Name Sector Current Price One Year High One Year Low Average Nse Code BSE CodeSanjay SoniNo ratings yet
- Mineral and Power Resources ShortDocument4 pagesMineral and Power Resources Shortsukritsarkar27No ratings yet
- Raw Mix Design-Dalmia Cement LimitedDocument2 pagesRaw Mix Design-Dalmia Cement LimitedNihar Ranjan Tripathy50% (2)
- Energy Conservation in Sugar IndustryDocument6 pagesEnergy Conservation in Sugar IndustryakhilNo ratings yet
- Steam Engine Research PaperDocument7 pagesSteam Engine Research Paperthrbvkvkg50% (2)
- Companhia Siderúrgica Do Pecém Ceará (Brazil) : New Greenfield Cokemaking PlantDocument4 pagesCompanhia Siderúrgica Do Pecém Ceará (Brazil) : New Greenfield Cokemaking PlantJuanNo ratings yet
- Jindal Steel Product-CatalogueDocument32 pagesJindal Steel Product-CatalogueRaadesh83% (6)
- List of Mines in IndiaDocument4 pagesList of Mines in IndiaNAMISH MAHAKULNo ratings yet
- Designed For Dependability. Proven To Perform.: Fuller Airslide Conveying TechnologyDocument6 pagesDesigned For Dependability. Proven To Perform.: Fuller Airslide Conveying TechnologyAdman PerdomoNo ratings yet
- SASB Iron and Steel Producers Standard en GBDocument24 pagesSASB Iron and Steel Producers Standard en GBAnkit IyerNo ratings yet