Download as pdf or txt
You might also like
- TWI Case Study Model AnswerDocument11 pagesTWI Case Study Model AnswerKrito HdezNo ratings yet
- 1az Fe Engine ManualDocument2 pages1az Fe Engine ManualCristiam Quispe57% (7)
- Toshiba Ome Works Case AssignmentDocument7 pagesToshiba Ome Works Case AssignmentVarun Rawat100% (1)
- Chapter 4 Process AnalysisDocument6 pagesChapter 4 Process Analysispbpotter43100% (1)
- Pizza GameDocument20 pagesPizza GamePedro Rodrigues0% (1)
- Toyota KR Engine - HTMLDocument4 pagesToyota KR Engine - HTMLAyu Anggitri Hesti Widiyastuti0% (1)
- Toyota 2rz Engine Wiring DiagramDocument3 pagesToyota 2rz Engine Wiring DiagramJhonathan Enrrique Mazo0% (4)
- Case Study 2 QuestionsDocument2 pagesCase Study 2 Questionsfinnetina100% (1)
- Hyundai Ioniq Media Plan DeckDocument52 pagesHyundai Ioniq Media Plan DeckSerenaNo ratings yet
- Tugas Problem 3,6,7,8 Scheduling Operation Kelompok 2Document6 pagesTugas Problem 3,6,7,8 Scheduling Operation Kelompok 2Denny SibueaNo ratings yet
- Pom Imp QuestionsDocument7 pagesPom Imp QuestionsramsastryNo ratings yet
- Or Assignment 2Document2 pagesOr Assignment 2Siddesh SNo ratings yet
- Assignment / Tugasan EBQM3103 Pengurusan Kualiti Menyeluruh September 2023Document13 pagesAssignment / Tugasan EBQM3103 Pengurusan Kualiti Menyeluruh September 2023Aerein SylvesterNo ratings yet
- Lagos Business School Group 4 MockDocument4 pagesLagos Business School Group 4 MockHumphrey OsaigbeNo ratings yet
- 16MB708 Question Bank - ORMDocument8 pages16MB708 Question Bank - ORMFaizan UllahNo ratings yet
- Productivity Improvement Through Lean Manufacturing ToolsDocument23 pagesProductivity Improvement Through Lean Manufacturing ToolsSatadeep Datta0% (1)
- 792f4practice Assignment - Control ChartsDocument7 pages792f4practice Assignment - Control Chartsakanchaagarwal12047970% (1)
- Cecimar Jherwyn Paola RaymarkDocument5 pagesCecimar Jherwyn Paola RaymarkMichael Aaron GacutanNo ratings yet
- CAPS Lab ManualDocument11 pagesCAPS Lab Manualsamarthp552No ratings yet
- MG311 ExamDocument4 pagesMG311 ExamTetzNo ratings yet
- IE 386 Lab Slides 9 - Time StudyDocument21 pagesIE 386 Lab Slides 9 - Time Studyislam sharafNo ratings yet
- Sequencing ProblemsDocument2 pagesSequencing ProblemsMonojit Konar100% (1)
- Final Assessment Test - November 2016: Course: - Class NBR(S) : Slot: Time: Three Hours Max. Marks: 100Document3 pagesFinal Assessment Test - November 2016: Course: - Class NBR(S) : Slot: Time: Three Hours Max. Marks: 100ak164746No ratings yet
- Individual Assignment MGT3053 1121Document5 pagesIndividual Assignment MGT3053 1121Megat FaizzNo ratings yet
- Tutorial 1 QuestionsDocument7 pagesTutorial 1 QuestionsXuejing YangNo ratings yet
- A Supply Chain Case StudyDocument11 pagesA Supply Chain Case StudyManoj KumarNo ratings yet
- Exercise StudentDocument3 pagesExercise StudentHazim RahmanNo ratings yet
- MT 2 w01 604 SolnDocument10 pagesMT 2 w01 604 SolnHARSHIT SINGHNo ratings yet
- IMS APEX Manual Final LOCODocument64 pagesIMS APEX Manual Final LOCOMarjorie Dulay Dumol100% (1)
- Breaking Through SolutionDocument16 pagesBreaking Through SolutionMustafa GhaleiwNo ratings yet
- Krajewski Ism Ch16Document32 pagesKrajewski Ism Ch16Diego Andres Vasquez50% (2)
- Personnel Expenses: Salaries and Wages: Yr of Operation 1 2 3 4Document6 pagesPersonnel Expenses: Salaries and Wages: Yr of Operation 1 2 3 4Mithilesh PamnaniNo ratings yet
- Production SchedulingDocument5 pagesProduction SchedulingElbert Leo AstilleroNo ratings yet
- Final Assessment Test (FAT) - May 2017: Course: - Class NBR(S) : / Slot: Time: Three Hours Max. Marks: 100Document4 pagesFinal Assessment Test (FAT) - May 2017: Course: - Class NBR(S) : / Slot: Time: Three Hours Max. Marks: 100ak164746No ratings yet
- ExerciseDocument3 pagesExercisemayo ABIOYENo ratings yet
- Term Project SimulationDocument13 pagesTerm Project Simulationpimco12No ratings yet
- Trening Obrazac FISAF InternationalDocument1 pageTrening Obrazac FISAF InternationalAnonymous eulYQdkUNo ratings yet
- Numerical - Industry EngineeringDocument2 pagesNumerical - Industry EngineeringNajiya shakiraNo ratings yet
- Introduction To F E Analysis Using ABAQUS: 3rd Year Project - Weeks 3 and 4 May 29, 2011Document18 pagesIntroduction To F E Analysis Using ABAQUS: 3rd Year Project - Weeks 3 and 4 May 29, 2011Dhanuja GreenyNo ratings yet
- VM2C Final RoundDocument17 pagesVM2C Final Roundnchuong13122007No ratings yet
- Operations Research: B.E. (Mechanical Engineering) Sixth Semester (C.B.S.)Document4 pagesOperations Research: B.E. (Mechanical Engineering) Sixth Semester (C.B.S.)Rutuja KNo ratings yet
- Trening Obrazac FISAF InternationalDocument1 pageTrening Obrazac FISAF InternationalMontyNo ratings yet
- 002 2017 4 b-WORKBOOK-QMIDocument250 pages002 2017 4 b-WORKBOOK-QMIYoo TeeNo ratings yet
- Pro e GuideDocument111 pagesPro e GuideRajesh KumarNo ratings yet
- Conjoint Analysis 0Document22 pagesConjoint Analysis 0VishrutNo ratings yet
- Sequencing and SchedulingDocument15 pagesSequencing and Schedulingb23018No ratings yet
- Trening Obrazac FISAF InternationalDocument1 pageTrening Obrazac FISAF InternationalMontyNo ratings yet
- Mean TestDocument7 pagesMean TestsayleeNo ratings yet
- Pizza or Chappatti Making MachineDocument16 pagesPizza or Chappatti Making MachineAlex HailuNo ratings yet
- Exercise 6 (Utility Approach)Document2 pagesExercise 6 (Utility Approach)Lenard SantiagoNo ratings yet
- Pom Project 2123076 BDocument11 pagesPom Project 2123076 BKuldeep GadhiaNo ratings yet
- Group Technology: Pgdie 41Document31 pagesGroup Technology: Pgdie 41Saikat SahaNo ratings yet
- Meagal Stelplast: Steering A New PathDocument7 pagesMeagal Stelplast: Steering A New PathArjun JoshiNo ratings yet
- Mqa Presentation ReportDocument10 pagesMqa Presentation ReportIrfan AshiqNo ratings yet
- Takt Time Shared MachinesDocument4 pagesTakt Time Shared MachinesEsbeidy Sanchez Franco100% (1)
- Class TestDocument1 pageClass TestBalveer GodaraNo ratings yet
- Final Term PaperDocument7 pagesFinal Term PaperIbrahim IbrahimchNo ratings yet
- Conjoint AnalysisDocument22 pagesConjoint AnalysisNeeraj PanchalNo ratings yet
- Theory of Constraints Lab Experiments (Report)Document10 pagesTheory of Constraints Lab Experiments (Report)Mahmoud KassabNo ratings yet
- 2.6 Process Planning Class 2 IEMDocument22 pages2.6 Process Planning Class 2 IEMCharan DcNo ratings yet
- Mba ZG522 Ec-3r First Sem 2023-2024Document5 pagesMba ZG522 Ec-3r First Sem 2023-20242023ht74518No ratings yet
- Selcuk Et Al 1Document26 pagesSelcuk Et Al 1Antobilang AntobilangNo ratings yet
- Blitz Process FlowDocument6 pagesBlitz Process FlowPrashant DhayalNo ratings yet
- Critical Path Method (CPM)Document9 pagesCritical Path Method (CPM)Chaudhary Zaeem WajahatNo ratings yet
- Economic and Financial Modelling with EViews: A Guide for Students and ProfessionalsFrom EverandEconomic and Financial Modelling with EViews: A Guide for Students and ProfessionalsNo ratings yet
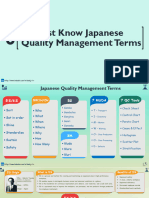
- 6 Must Know Japanese Quality Management ConceptsDocument8 pages6 Must Know Japanese Quality Management Conceptsvinc 98No ratings yet
- Romi KM Overview Dec2022 - CompressedDocument133 pagesRomi KM Overview Dec2022 - Compressedvinc 98No ratings yet
- 16 Major Loss from Operation (TQM)Document7 pages16 Major Loss from Operation (TQM)vinc 98No ratings yet
- Romi Dosdonts Aiapps For Research May2023Document70 pagesRomi Dosdonts Aiapps For Research May2023vinc 98No ratings yet
- Romi 5 Businessprocess Paradigmshifts 10jun2023Document109 pagesRomi 5 Businessprocess Paradigmshifts 10jun2023vinc 98No ratings yet
- Going Beyond Triviality: The Toyota Production System-Lean Manufacturing Beyond Muda and KaizenDocument11 pagesGoing Beyond Triviality: The Toyota Production System-Lean Manufacturing Beyond Muda and Kaizenvinc 98No ratings yet
- Principles of Managerial AccountingDocument126 pagesPrinciples of Managerial AccountingPedro Guillermo Martínez Fernández100% (1)
- Horizontal Timeline ChartDocument4 pagesHorizontal Timeline Chartvinc 98No ratings yet
- UntitledDocument24 pagesUntitledvinc 98No ratings yet
- Contry Contry - Abb Contry - Code Y1990 Y1995 Y2000 Y2005Document6 pagesContry Contry - Abb Contry - Code Y1990 Y1995 Y2000 Y2005vinc 98No ratings yet
- Country Information ISA Area (km2) Cntry Cntry - Abb Cntry - Code Y2000 Y2005 Y2010Document16 pagesCountry Information ISA Area (km2) Cntry Cntry - Abb Cntry - Code Y2000 Y2005 Y2010vinc 98No ratings yet
- Sort-Set-Shine-Standardize-Sustain: Improve Your Workplace Environment With 5SDocument2 pagesSort-Set-Shine-Standardize-Sustain: Improve Your Workplace Environment With 5Svinc 98No ratings yet
- Change Management For Hospital Through Stepwise ApproachDocument50 pagesChange Management For Hospital Through Stepwise Approachvinc 98No ratings yet
- 9.8. Implementation of CountermeasureDocument14 pages9.8. Implementation of Countermeasurevinc 98No ratings yet
- 9.3. Kaizen ImplementationDocument29 pages9.3. Kaizen Implementationvinc 98No ratings yet
- 9.8. Identification of CountermeasureDocument15 pages9.8. Identification of Countermeasurevinc 98No ratings yet
- 9.2. Basic Concept 5S-KaizenDocument33 pages9.2. Basic Concept 5S-Kaizenvinc 98No ratings yet
- Gci 2019 Whitepaper enDocument27 pagesGci 2019 Whitepaper envinc 98No ratings yet
- NEI White Paper The Future Is NowDocument16 pagesNEI White Paper The Future Is Nowvinc 98No ratings yet
- Editable Icons: You Can Resize These Icons Keeping The Quality. You Can Change The Stroke and Fill ColorDocument133 pagesEditable Icons: You Can Resize These Icons Keeping The Quality. You Can Change The Stroke and Fill Colorvinc 98No ratings yet
- Keiretsu OS Presentation - FinalDocument27 pagesKeiretsu OS Presentation - FinalJaison JosephNo ratings yet
- BMWDocument4 pagesBMWGabriel MihaiNo ratings yet
- Ford Vs ToyotaDocument36 pagesFord Vs ToyotaRaghaw MundhraNo ratings yet
- # Short Cases - SCMDocument16 pages# Short Cases - SCMArthur AquamanNo ratings yet
- Company Stats JapanDocument195 pagesCompany Stats Japansourabh6chakrabort-1No ratings yet
- 15 Best Cars For College StudentsDocument23 pages15 Best Cars For College StudentsItz Oluwatobiloba MosesNo ratings yet
- Auto Components Initiating July 2015Document134 pagesAuto Components Initiating July 2015Khush GosraniNo ratings yet
- Case Study No.2 Analysis On Toyota's Operations ManagementDocument3 pagesCase Study No.2 Analysis On Toyota's Operations Managementzarah mae aday50% (2)
- Assignment 29011Document3 pagesAssignment 29011anky54321No ratings yet
- Toyota All AvanzaDocument6 pagesToyota All AvanzamakbruriNo ratings yet
- Toyota TQM Report PDFDocument19 pagesToyota TQM Report PDFMonazza mobin100% (1)
- Leppon Filter Rate List W.E.F - 03!05!2023Document8 pagesLeppon Filter Rate List W.E.F - 03!05!2023loyality bewafaiNo ratings yet
- Modifikacii HP 3Document5 pagesModifikacii HP 3pankituna5487No ratings yet
- Assignment 1: Submitted byDocument20 pagesAssignment 1: Submitted byayan ahmedNo ratings yet
- Case Study For Engineering ProblemDocument37 pagesCase Study For Engineering ProblemAfiq AfifeNo ratings yet
- Alternator Hairpin List: No Picture Oem# Solid# Specification Application Model 1Document5 pagesAlternator Hairpin List: No Picture Oem# Solid# Specification Application Model 1SufyanAbushaalaNo ratings yet
- Global Crisis ManagementDocument8 pagesGlobal Crisis ManagementSantanu Thomas DeyNo ratings yet
- Price-List 20231102 083327 0000Document1 pagePrice-List 20231102 083327 0000gege nurdiansyahNo ratings yet
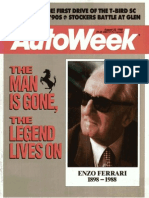
- Aug. 22, 1988 Autoweek - The Death of Enzo FerrariDocument64 pagesAug. 22, 1988 Autoweek - The Death of Enzo FerrariAutoweekUSANo ratings yet
- Pricelist Toyota April 2020Document2 pagesPricelist Toyota April 2020Bagus SuhartoNo ratings yet
- Lessons From Hybrid Car Innovation For Clean TechnologiesDocument16 pagesLessons From Hybrid Car Innovation For Clean TechnologiesJarvis100% (1)
- File Handler 1Document9 pagesFile Handler 1Dragan MirceaNo ratings yet
- Pricelist Terbaru Toyota Tanjung KarangDocument1 pagePricelist Terbaru Toyota Tanjung KarangRobby LoebisNo ratings yet
- Denso Starter 200808Document21 pagesDenso Starter 200808kbron1962No ratings yet
- The General Tyre and Rubber Company of Pakistan-2Document43 pagesThe General Tyre and Rubber Company of Pakistan-2bhundofcbmNo ratings yet