Download as pdf or txt
You might also like
- Astesj 060147Document38 pagesAstesj 060147Aba LamdbaNo ratings yet
- Energy 2012 46 (2012) 442-450Document11 pagesEnergy 2012 46 (2012) 442-450Frank Rafael Quesada EspinosaNo ratings yet
- Conceptual Design of A Separation Process For Higher Alcohols Made Bycatalytic Condensation of Ethanol 2090 4568 1000134Document9 pagesConceptual Design of A Separation Process For Higher Alcohols Made Bycatalytic Condensation of Ethanol 2090 4568 1000134shridharNo ratings yet
- Progress and Future of Biodiesel Synthesis - Advancements in Oil Extraction and Conversion TechnologiesDocument33 pagesProgress and Future of Biodiesel Synthesis - Advancements in Oil Extraction and Conversion TechnologiesAyan DattaNo ratings yet
- Fuel Ethanol Production From Sugarcane ADocument16 pagesFuel Ethanol Production From Sugarcane ASIVAKUMAR APPAVUNo ratings yet
- Guerrero Munoz 2018 PDFDocument8 pagesGuerrero Munoz 2018 PDFIzzat ZakwanNo ratings yet
- SawyerrOkudoh2019 IntJEnergyEconPolicyDocument13 pagesSawyerrOkudoh2019 IntJEnergyEconPolicyHj JayatheerthaNo ratings yet
- Biofuels TransportationDocument30 pagesBiofuels Transportationmeo.nhamhiemNo ratings yet
- A Critical Review On The Two Stage Biohythane Production and Its Via 2022 FuDocument22 pagesA Critical Review On The Two Stage Biohythane Production and Its Via 2022 FuNurul Fatin UmairahNo ratings yet
- Mathematical Model For Commercial Production of Bio-Gas From Sewage Water and Kitchen WasteDocument8 pagesMathematical Model For Commercial Production of Bio-Gas From Sewage Water and Kitchen Wasteadeel rafiqNo ratings yet
- Biodiesel Production From Vegetable OilDocument7 pagesBiodiesel Production From Vegetable OilHamza FerkousNo ratings yet
- Comparison of Renewable Diesel vs. BiodieselDocument6 pagesComparison of Renewable Diesel vs. BiodieselmbrancovNo ratings yet
- 1-s2.0-S0016236122003143-mainDocument11 pages1-s2.0-S0016236122003143-mainkakooo233No ratings yet
- 1 s2.0 S0306261909001688 Main.12Document10 pages1 s2.0 S0306261909001688 Main.12luuphuongNo ratings yet
- 1 s2.0 S0956053X21005031 MainDocument12 pages1 s2.0 S0956053X21005031 MainsafsyahNo ratings yet
- Applied Energy: Dilip Khatiwada, Bharadwaj K. Venkata, Semida Silveira, Francis X. JohnsonDocument13 pagesApplied Energy: Dilip Khatiwada, Bharadwaj K. Venkata, Semida Silveira, Francis X. JohnsonAdemar EstradaNo ratings yet
- Divya Tandon and Nivedita SharmaDocument13 pagesDivya Tandon and Nivedita SharmaDianaElenaNo ratings yet
- Techno-Economic Analysis of Producing GlacialDocument16 pagesTechno-Economic Analysis of Producing GlacialPragadeeshNo ratings yet
- Biofuel and Bioproduct Environmental Sustainability AnalysisDocument6 pagesBiofuel and Bioproduct Environmental Sustainability Analysiskangkang1286No ratings yet
- ChERD Biobutanol 2020Document12 pagesChERD Biobutanol 2020minh leNo ratings yet
- Walterborgesdeoliveira2011 PDFDocument11 pagesWalterborgesdeoliveira2011 PDFJairo ArenasNo ratings yet
- Slow Vs Fat PyrolysisDocument32 pagesSlow Vs Fat PyrolysisGargee YadavNo ratings yet
- 1 s2.0 S2352550924001131 MainDocument20 pages1 s2.0 S2352550924001131 MainSavaNo ratings yet
- The Characteristics of Bioethanol Fuel Made of Vegetable Raw MaterialsDocument7 pagesThe Characteristics of Bioethanol Fuel Made of Vegetable Raw MaterialsChinwuba Samuel EbukaNo ratings yet
- Techno-Economic Analysis of Biofuel Production Via Bio-Oil Zeolite Upgrading: An Evaluation of Two Catalyst Regeneration SystemsDocument13 pagesTechno-Economic Analysis of Biofuel Production Via Bio-Oil Zeolite Upgrading: An Evaluation of Two Catalyst Regeneration SystemsyuppeNo ratings yet
- Aviation Fuel Derived From Waste PlasticsDocument6 pagesAviation Fuel Derived From Waste PlasticsBebeyNo ratings yet
- Renewable Energy: Vincent Amanor-Boadu, Peter H. Pfromm, Richard NelsonDocument7 pagesRenewable Energy: Vincent Amanor-Boadu, Peter H. Pfromm, Richard NelsonTeresa MataNo ratings yet
- Wernet - 2010 - The Environmental Importance of Energy Use in Chemical ProductionDocument12 pagesWernet - 2010 - The Environmental Importance of Energy Use in Chemical ProductionPaula Daniela Andrade SànchezNo ratings yet
- 1 s2.0 S0016236121018093 MainDocument14 pages1 s2.0 S0016236121018093 MainMari SelvamNo ratings yet
- Biogas Production-A Review On Composition, Fuel Properties, Feed Stock and Principles of Anaerobic DigestionDocument13 pagesBiogas Production-A Review On Composition, Fuel Properties, Feed Stock and Principles of Anaerobic DigestionTrần Thanh SơnNo ratings yet
- 502-Article Text-1543-1-10-20210205Document13 pages502-Article Text-1543-1-10-20210205Chelsea Andrei DelgraNo ratings yet
- Transesterification Reaction and ComparativeDocument13 pagesTransesterification Reaction and ComparativeKa HinaNo ratings yet
- Catalysis Science TechnologyDocument12 pagesCatalysis Science Technologyherry prasetyoNo ratings yet
- 2021 Sahooetal FuelsDocument23 pages2021 Sahooetal FuelsFood CatNo ratings yet
- BioethanolProduction AnOverviewDocument24 pagesBioethanolProduction AnOverviewSummer NightNo ratings yet
- Renewable Bio-Jet Fuel Production For Aviation A Review PDFDocument16 pagesRenewable Bio-Jet Fuel Production For Aviation A Review PDFPiyush Sinha100% (1)
- How Does Technology Pathway Choice Influence Economic Viability and Environmental Impacts of Lignocellulosic Biorefineries?Document19 pagesHow Does Technology Pathway Choice Influence Economic Viability and Environmental Impacts of Lignocellulosic Biorefineries?Karthik RajendranNo ratings yet
- 1 s2.0 S2211926416304982 MainDocument11 pages1 s2.0 S2211926416304982 Mainde22No ratings yet
- Biofuel Life-Cycle AnalysisDocument41 pagesBiofuel Life-Cycle AnalysisGoritro RuruNo ratings yet
- Ijet V3i6p18Document9 pagesIjet V3i6p18International Journal of Engineering and TechniquesNo ratings yet
- High Value Propylene Glycol From Low Value BiodiesDocument10 pagesHigh Value Propylene Glycol From Low Value BiodiesChanduSaiHemanthNo ratings yet
- 1 s2.0 S0016236122028460 MainDocument14 pages1 s2.0 S0016236122028460 MainBernard SNo ratings yet
- Sewage Sludge To Bio-Fuel A Review On The Sustainable Approach of Transforming Sewage Waste To Alternative Fuel PDFDocument25 pagesSewage Sludge To Bio-Fuel A Review On The Sustainable Approach of Transforming Sewage Waste To Alternative Fuel PDFPiyush SinhaNo ratings yet
- Second Generation Biofuels: High-Efficiency Microalgae For Biodiesel ProductionDocument24 pagesSecond Generation Biofuels: High-Efficiency Microalgae For Biodiesel ProductionCharlesDayanNo ratings yet
- Renewable Energy: Xiaolei Zhang, Song Yan, Rajeshwar D. Tyagi, Rao Y. SurampalliDocument12 pagesRenewable Energy: Xiaolei Zhang, Song Yan, Rajeshwar D. Tyagi, Rao Y. SurampalliArif HidayatNo ratings yet
- Economic and Environmental Assessment of Agro-Energy Wood Biomass Supply ChainsDocument14 pagesEconomic and Environmental Assessment of Agro-Energy Wood Biomass Supply ChainsArangocjNo ratings yet
- Jie Yang, Zhong Xin, Quan (Sophia) He, Kenneth Corscadden, Haibo Niu TDocument21 pagesJie Yang, Zhong Xin, Quan (Sophia) He, Kenneth Corscadden, Haibo Niu TNeyda TapanesNo ratings yet
- 1 s2.0 S0306261919312346 MainDocument21 pages1 s2.0 S0306261919312346 MainmahsaNo ratings yet
- 10 1016@j Jbiotec 2019 12 010Document19 pages10 1016@j Jbiotec 2019 12 010Gem XonNo ratings yet
- Article 2 ADocument13 pagesArticle 2 AFJosue MalaveHNo ratings yet
- Journal of Cleaner ProductionDocument19 pagesJournal of Cleaner Production3100121005007No ratings yet
- 1 s2.0 S0960852415000978 MainDocument9 pages1 s2.0 S0960852415000978 MainSuleman AhmadNo ratings yet
- Kant As 2015Document14 pagesKant As 2015Dulce Rocío MotaNo ratings yet
- Thermochemical Biomass Gasification A Review of The Current Status of The TechnologyDocument27 pagesThermochemical Biomass Gasification A Review of The Current Status of The TechnologyHafif DafiqurrohmanNo ratings yet
- Performance Evaluation of Biodiesel - Ethanol-Diesel Blends As Fuel in A Single Cylinder Diesel EngineDocument10 pagesPerformance Evaluation of Biodiesel - Ethanol-Diesel Blends As Fuel in A Single Cylinder Diesel Engineabd elheq zeguerrouNo ratings yet
- Innovation Outlook: Renewable MethanolFrom EverandInnovation Outlook: Renewable MethanolNo ratings yet
- 1 s2.0 S1364032117310936 MainDocument19 pages1 s2.0 S1364032117310936 Mainfarah al-sudaniNo ratings yet
- Comparative Evaluation of GHG Emissions From The Use of MiscanthusDocument12 pagesComparative Evaluation of GHG Emissions From The Use of MiscanthusThanaporn JirawatthanapongNo ratings yet
- Environmental and Economic Analysis of Power Generation in a Thermophilic Biogas PlantDocument11 pagesEnvironmental and Economic Analysis of Power Generation in a Thermophilic Biogas PlantmfernandezkvNo ratings yet
- Nitric Acid Plants NA2000Document7 pagesNitric Acid Plants NA2000AbhijitNo ratings yet
- DNV Os C101Document148 pagesDNV Os C101AbhijitNo ratings yet
- BorkowskiD VolatageFrequencyDocument13 pagesBorkowskiD VolatageFrequencyAbhijitNo ratings yet
- Gas TurbineDocument1 pageGas TurbineAbhijitNo ratings yet
- MEBS6006 Part 2 Lecture 5Document46 pagesMEBS6006 Part 2 Lecture 5AbhijitNo ratings yet
- CompressorDocument1 pageCompressorAbhijitNo ratings yet
- 05 - Trane - Green PowerpointDocument12 pages05 - Trane - Green PowerpointAbhijitNo ratings yet
- FormulasDocument3 pagesFormulasAbhijitNo ratings yet
- Chapter 6 - IC EnginesDocument12 pagesChapter 6 - IC EnginesAbhijitNo ratings yet
- ATEX GuideDocument44 pagesATEX GuideAbhijitNo ratings yet
- Steam TurbineDocument9 pagesSteam TurbineAbhijitNo ratings yet
- Availability vs. Reliability vs. Maintainability - What's The Difference - Infraspeak BlogDocument9 pagesAvailability vs. Reliability vs. Maintainability - What's The Difference - Infraspeak BlogAbhijitNo ratings yet
- SEW Eurodrive Explosion Proof GearmotorsDocument15 pagesSEW Eurodrive Explosion Proof GearmotorsAbhijitNo ratings yet
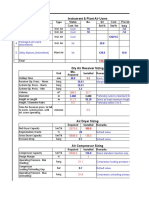
- No. Description Type Status No. Int Cont Process Req't Cont / Int Barg SM /H SM /HDocument4 pagesNo. Description Type Status No. Int Cont Process Req't Cont / Int Barg SM /H SM /HAbhijitNo ratings yet
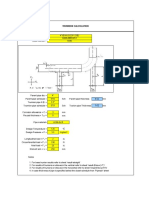
- Trunnion Calcualtion SheetDocument22 pagesTrunnion Calcualtion SheetAbhijit50% (2)
- Guarantee Test of Fac-5: 53138230 Vizag GT 098 L3K1Document20 pagesGuarantee Test of Fac-5: 53138230 Vizag GT 098 L3K1AbhijitNo ratings yet
- Date RPM Mol WT Cdu-Ii Mode (HS/LS) Comp. Power Turbine PowerDocument11 pagesDate RPM Mol WT Cdu-Ii Mode (HS/LS) Comp. Power Turbine PowerAbhijitNo ratings yet
- Renewable and Sustainable Energy Reviews: Ibrahim I. Enagi, K.A. Al-Attab, Z.A. ZainalDocument13 pagesRenewable and Sustainable Energy Reviews: Ibrahim I. Enagi, K.A. Al-Attab, Z.A. ZainalPhyo ThihabookNo ratings yet
- European Marketscan: European Products ($/MT) ICE FuturesDocument10 pagesEuropean Marketscan: European Products ($/MT) ICE FuturesWallace YankotyNo ratings yet
- PSO Participating OutletsDocument1 pagePSO Participating OutletsH&M TRADERS INTERNATIONALNo ratings yet
- Biodiesel Production From AlgaeDocument3 pagesBiodiesel Production From AlgaeRiskahMappileNo ratings yet
- Gas Slip FormDocument1 pageGas Slip FormBjmp Lucena MaledormNo ratings yet
- List of CPCB Approved Waste Oil Re-ProcessorsDocument45 pagesList of CPCB Approved Waste Oil Re-Processorsalive2flirtNo ratings yet
- TOCK - 10JBB - BTLarticle - OwnlayoutDocument28 pagesTOCK - 10JBB - BTLarticle - OwnlayoutazNo ratings yet
- Improvemet of Gasoline Production: April 2014Document15 pagesImprovemet of Gasoline Production: April 2014احمد حمید کارسول عزیزNo ratings yet
- Canada'S Offshore Oil and Natural Gas Industry in Nova ScotiaDocument2 pagesCanada'S Offshore Oil and Natural Gas Industry in Nova ScotiaReza AsakerehNo ratings yet
- Technical Data Sheet Filter Element - Optimicron® Diesel: SpecificationsDocument1 pageTechnical Data Sheet Filter Element - Optimicron® Diesel: SpecificationsEpriyadi Als100% (1)
- 7.2. Reactions of Alkenes and AlcoholsDocument5 pages7.2. Reactions of Alkenes and Alcoholsshraddhabakshi12No ratings yet
- Bulan BioDieselDocument15 pagesBulan BioDieselSam LuaNo ratings yet
- Appendix A12: List of The Recorded CNG Mother StationsDocument2 pagesAppendix A12: List of The Recorded CNG Mother StationsarapublicationNo ratings yet
- Maximization of Diesel ProductionDocument9 pagesMaximization of Diesel ProductionPriya NarayanNo ratings yet
- International Energy Prices and Latin America LPG MarketsDocument39 pagesInternational Energy Prices and Latin America LPG Marketsbirna_01No ratings yet
- 3rd Sem Syllabus EnergyDocument4 pages3rd Sem Syllabus EnergyManoj PepiNo ratings yet
- BMI Malaysia Oil 26 Gas Report Q12016 PDFDocument130 pagesBMI Malaysia Oil 26 Gas Report Q12016 PDFjai chaudhari100% (1)
- Iraq 2018 Eiti Report enDocument131 pagesIraq 2018 Eiti Report enRoozbehotecNo ratings yet
- Bahan Bakar Dan PembakaranDocument53 pagesBahan Bakar Dan PembakaranBayu Purnama RidjadiNo ratings yet
- NGVA-Europe VehicleCatalogue 2019Document11 pagesNGVA-Europe VehicleCatalogue 2019András TóthNo ratings yet
- Technologies For Direct Production of Flexible H2 - CO PDFDocument10 pagesTechnologies For Direct Production of Flexible H2 - CO PDFTeeranun NakyaiNo ratings yet
- Chapter 5 Crude Oils (Classification and Properties)Document25 pagesChapter 5 Crude Oils (Classification and Properties)Abdurabu AL-MontaserNo ratings yet
- ADM and Biofuels Brochure LoresDocument16 pagesADM and Biofuels Brochure LoresHidayat SukarniNo ratings yet
- How Fossil Fuels Are FormedDocument6 pagesHow Fossil Fuels Are FormedLehaz KakakhelNo ratings yet
- Tawanai BrochureDocument2 pagesTawanai BrochureFaisalNo ratings yet
- Diesel Engine Advantages and Disadvantages Versus Spark-Ignition EnginesDocument2 pagesDiesel Engine Advantages and Disadvantages Versus Spark-Ignition Enginessumitb2010No ratings yet
- Essay Bahasa InggrisDocument4 pagesEssay Bahasa InggrisDine OlisviaNo ratings yet
- Weichai CNG WP12NG EngineDocument2 pagesWeichai CNG WP12NG EnginevikzefgNo ratings yet
- Fuels & Combustion: Combustion Basics Types of FuelDocument63 pagesFuels & Combustion: Combustion Basics Types of FuelAsmara MurniNo ratings yet
- SIAUT Fuel Injection Systems-GasolineDocument37 pagesSIAUT Fuel Injection Systems-GasolineQ3ndriim R3xhajjNo ratings yet