Download as docx, pdf, or txt
You might also like
- WaterproofingDocument2 pagesWaterproofingyusz780% (2)
- Sheet Metal Design HandbookDocument9 pagesSheet Metal Design Handbooktrujillo4769No ratings yet
- Design and Calculations of Piercing & Blanking DieDocument89 pagesDesign and Calculations of Piercing & Blanking DieVipul MetaNo ratings yet
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Sheet Metal DesignDocument33 pagesSheet Metal DesignNanda Sagar100% (3)
- Sheet Metal FormingDocument5 pagesSheet Metal FormingScribdd3r100% (2)
- Presentation On Sheet Metal DesignDocument27 pagesPresentation On Sheet Metal Designniloy_67No ratings yet
- Sheet Metal WorkingDocument10 pagesSheet Metal WorkingBhupendhar HarshawardanNo ratings yet
- 7 Cutting PDFDocument27 pages7 Cutting PDFAshwani KumarNo ratings yet
- Sheet Metal FormingDocument16 pagesSheet Metal FormingSabur Mythin Abdul AzeesNo ratings yet
- Machining by CuttingDocument4 pagesMachining by CuttingSiddhi JainNo ratings yet
- Sheet Metal Design-Handbook-Rev3 PDFDocument12 pagesSheet Metal Design-Handbook-Rev3 PDFtnchsg100% (1)
- Sheet Metal OperationsDocument27 pagesSheet Metal OperationsbmvinayNo ratings yet
- Sheet Metal BasicsDocument16 pagesSheet Metal BasicsvittlevishnuNo ratings yet
- DiesDocument80 pagesDiesRajyalakshmi.G50% (2)
- Course Conducted For PgditdDocument30 pagesCourse Conducted For Pgditdਹਰਪ੍ਰੀਤ ਸਿੰਘNo ratings yet
- Tool Engg..ex..5Document10 pagesTool Engg..ex..5Sidpara DeepNo ratings yet
- Sheet Metal Forming PDFDocument9 pagesSheet Metal Forming PDFRakhesh Manchi100% (1)
- Stamping Design GuidelineDocument13 pagesStamping Design GuidelineVikram Borkhediya100% (1)
- Design and Fabrication of Offset Die Synopsis: MetalDocument4 pagesDesign and Fabrication of Offset Die Synopsis: MetalAnonymous j0aO95fgNo ratings yet
- Unit IV 180208091907Document153 pagesUnit IV 180208091907tamilselvan nNo ratings yet
- Chapter 5Document15 pagesChapter 5GemedaNo ratings yet
- BTI1133 Ch16Document82 pagesBTI1133 Ch16ACC SHNo ratings yet
- Module 4Document62 pagesModule 4Sachin SharmaNo ratings yet
- Cutting With BroachDocument5 pagesCutting With BroachJori Kristian RidayatNo ratings yet
- Chapter 4 (Sheet Metal Fabrication) With VideoDocument71 pagesChapter 4 (Sheet Metal Fabrication) With VideoSamrat BhattaraiNo ratings yet
- Bending ProcessDocument32 pagesBending ProcessdfdsNo ratings yet
- Design Study of Progressive Tool DesignDocument34 pagesDesign Study of Progressive Tool Designsudheer9289% (9)
- B.Naresh Kumar Workshop - WordDocument61 pagesB.Naresh Kumar Workshop - WordJyotshna DaamagatlaNo ratings yet
- Press & Press WorkDocument7 pagesPress & Press Workapi-19822628No ratings yet
- Dfma NotesDocument39 pagesDfma NotesKritesh GuptaNo ratings yet
- Sheet Metal Form Vinay 1226927986919169 9Document83 pagesSheet Metal Form Vinay 1226927986919169 9Nhan LeNo ratings yet
- 47885104333Document2 pages47885104333puritywanyonyi90No ratings yet
- Industrial Internship ReportDocument37 pagesIndustrial Internship ReportShubham AaskeNo ratings yet
- CH03. Sheet Metal ProcessesDocument73 pagesCH03. Sheet Metal Processeshizanorhuda100% (1)
- Workshop Project JUNE 2013 Sheet Metal Shop: Group 1Document13 pagesWorkshop Project JUNE 2013 Sheet Metal Shop: Group 1AdarshAgrawalaNo ratings yet
- Shearing MachineDocument36 pagesShearing MachineAntehun MekonnenNo ratings yet
- Blanking and PiercingDocument5 pagesBlanking and PiercingPratap VeerNo ratings yet
- Sheet Metal WorkingDocument23 pagesSheet Metal WorkingAlrino Dwi PrasetyoNo ratings yet
- 2017im148, PTD Assignment 6 & 7Document8 pages2017im148, PTD Assignment 6 & 7rehmatali11121314No ratings yet
- Sheet Metal WorkingDocument23 pagesSheet Metal WorkingSujit MishraNo ratings yet
- U1e Sheet Metal 1Document23 pagesU1e Sheet Metal 1vatsalya 185No ratings yet
- Plastc ProcessingDocument23 pagesPlastc Processinghodmech scenashikNo ratings yet
- BTI1133 Ch24Document51 pagesBTI1133 Ch24ACC SHNo ratings yet
- BendingDocument8 pagesBendingShal DxtNo ratings yet
- Central Workshop Manual For Mechanical Workshop CourseDocument60 pagesCentral Workshop Manual For Mechanical Workshop Courseankitbugalia56No ratings yet
- 2017im148, PTD Assignment 6 & 7Document8 pages2017im148, PTD Assignment 6 & 7rehmatali11121314No ratings yet
- Burnishing Is A Process by Which A Smooth Hard Tool (UsingDocument9 pagesBurnishing Is A Process by Which A Smooth Hard Tool (UsingΒασίλης ΜπουντιούκοςNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Elementary Course in Woodwork: Designed for use in high and technical schools, with one hundred and thirty-four illustrations: First EditionFrom EverandElementary Course in Woodwork: Designed for use in high and technical schools, with one hundred and thirty-four illustrations: First EditionNo ratings yet
- Class ThreeDocument85 pagesClass ThreeTemari futureNo ratings yet
- KeboDocument1 pageKeboTemari futureNo ratings yet
- Section 1 Project SpecDocument8 pagesSection 1 Project SpecTemari futureNo ratings yet
- Circuit 2 Assignment G2Document6 pagesCircuit 2 Assignment G2Temari futureNo ratings yet
- Sr. No Name of Unit Plot No Mobile No Requirment TradeDocument11 pagesSr. No Name of Unit Plot No Mobile No Requirment TradeTauseef PatelNo ratings yet
- A480 PDFDocument22 pagesA480 PDFwiNo ratings yet
- SRI-Installation Anchor-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBIDocument9 pagesSRI-Installation Anchor-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBIDito NarendraNo ratings yet
- Syngas and Hydrogen Combustion in GTDocument45 pagesSyngas and Hydrogen Combustion in GTAnonymous 1Z2HqLVbrNo ratings yet
- SRS-UK Classic A4Document2 pagesSRS-UK Classic A4Jacinto alvaresNo ratings yet
- Effluent Treatment PlantDocument67 pagesEffluent Treatment PlantSWATHI ACHARNo ratings yet
- Formwork & Scaffolding Material-2-20Document19 pagesFormwork & Scaffolding Material-2-20belal545No ratings yet
- Scarfing Steel Slabs TechniqueDocument9 pagesScarfing Steel Slabs TechniquecamableNo ratings yet
- The Rev Olutionar Y Tooling Sy Stem: CatalogueDocument32 pagesThe Rev Olutionar Y Tooling Sy Stem: CatalogueluzelarNo ratings yet
- Drop Line 2016Document1 pageDrop Line 2016Ismael ArciniegasNo ratings yet
- WoodTech Touchwood InteriorDocument2 pagesWoodTech Touchwood InteriorHimanshu PanchalNo ratings yet
- Particle Size Reduction I. Size ReductionDocument5 pagesParticle Size Reduction I. Size ReductionKristine SecoyaNo ratings yet
- P20 Steel Plate Tool SteelDocument4 pagesP20 Steel Plate Tool SteelSama UmateNo ratings yet
- 1 1 Technical Specification of Acid Storage Tank Ra - 2022 10 11 18 00 42Document2 pages1 1 Technical Specification of Acid Storage Tank Ra - 2022 10 11 18 00 42Dilip PatilNo ratings yet
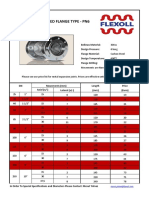
- Flexoll Price ListDocument10 pagesFlexoll Price ListRibhi HamdanNo ratings yet
- Corrugated Iron Sheets For Electrocoagulation of SDocument7 pagesCorrugated Iron Sheets For Electrocoagulation of SFernando MendezNo ratings yet
- ChE 3202 - Conventional and Non Conventional MethodsDocument8 pagesChE 3202 - Conventional and Non Conventional MethodsWingel LullabyNo ratings yet
- Weldeability Offshore SteelDocument12 pagesWeldeability Offshore Steelcarrotiron100% (1)
- Technical English 1 - Exam PrepDocument10 pagesTechnical English 1 - Exam PrepYiNo ratings yet
- BN - 3803 Hexalobular Socket Countersunk Flat Head Screws Fully ThreadedDocument2 pagesBN - 3803 Hexalobular Socket Countersunk Flat Head Screws Fully ThreadedMSD ENGRNo ratings yet
- Is 4431Document19 pagesIs 4431Nav TalukdarNo ratings yet
- VK - LiteratureDocument7 pagesVK - LiteratureArunNo ratings yet
- TDF - Assignment DesignDocument5 pagesTDF - Assignment DesignAyu Sekar TunjungNo ratings yet
- IGCSE Chemistry Section 4 Lesson 3Document64 pagesIGCSE Chemistry Section 4 Lesson 3maayurirNo ratings yet
- Lathe Machine Lab ReportDocument5 pagesLathe Machine Lab ReportEdgar ThorpeNo ratings yet
- PDF Din 976 - CompressDocument7 pagesPDF Din 976 - CompresskrisNo ratings yet
- Cathodic Protection Corrosion Control and PreventionDocument67 pagesCathodic Protection Corrosion Control and PreventionRully KurniawanNo ratings yet
- T 842 PG 233-238 PDFDocument6 pagesT 842 PG 233-238 PDFJossimar PerezNo ratings yet
- Joint Designs For Ultrasonic WeldingDocument4 pagesJoint Designs For Ultrasonic WeldingitslowNo ratings yet