Download as pdf or txt
You might also like
- Sample Size CalculationDocument101 pagesSample Size CalculationFaNo ratings yet
- Degradation Effects On Industrial Gas Turbines - Rainer KruzDocument7 pagesDegradation Effects On Industrial Gas Turbines - Rainer KruzhrsotherNo ratings yet
- Compressor WashingDocument5 pagesCompressor Washingsamil68100% (1)
- Compressor WashingDocument10 pagesCompressor Washingsamil68100% (1)
- Yuzhijin 2014Document6 pagesYuzhijin 2014jorgeNo ratings yet
- Compressor Washing PerformanceDocument4 pagesCompressor Washing PerformanceAshraf UddinNo ratings yet
- Compressor WashingDocument7 pagesCompressor Washingsamil68100% (1)
- Efficient Opération of N Ha Plant at Reduced RatesDocument16 pagesEfficient Opération of N Ha Plant at Reduced RatesNabiya ZahidNo ratings yet
- Industrial Gas Turbine Performance: Compressor Fouling and Online WashingDocument71 pagesIndustrial Gas Turbine Performance: Compressor Fouling and Online WashingSantosh KumarNo ratings yet
- Numerical Flow Analysis of A Centrifugal Compressor With Ported and Without Ported ShroudDocument12 pagesNumerical Flow Analysis of A Centrifugal Compressor With Ported and Without Ported ShroudDhanasekar KNo ratings yet
- Hydrogen CompressorDocument10 pagesHydrogen CompressorRuchiraNo ratings yet
- Stretching The Size of Geothermal Steam TurbinesDocument6 pagesStretching The Size of Geothermal Steam Turbinesaliscribd46No ratings yet
- Economic Optimization of Gas Turbine Compressor WashingDocument6 pagesEconomic Optimization of Gas Turbine Compressor Washingluis mayNo ratings yet
- E3sconf Icaeer18 03056Document7 pagesE3sconf Icaeer18 03056Argenes SaragihNo ratings yet
- 1 Low Emission WaterDocument17 pages1 Low Emission WaterSiva SubramaniyanNo ratings yet
- Man Turbo Oil Free PaperDocument12 pagesMan Turbo Oil Free PaperSelvaraji MuthuNo ratings yet
- Compreesor EfficiencyDocument16 pagesCompreesor EfficiencyHarindharan JeyabalanNo ratings yet
- Axial Comp On OffDocument4 pagesAxial Comp On OffMohamed OmarNo ratings yet
- Turbine MaintainanceDocument9 pagesTurbine Maintainanceer_sanjaypatel100% (2)
- Ger 3419a Gas Turbine Inlet Air TreatmentDocument26 pagesGer 3419a Gas Turbine Inlet Air TreatmentDurga Prasad100% (2)
- A New Approach: To Gas Turbine CleaningDocument2 pagesA New Approach: To Gas Turbine CleaningJohn SmeethNo ratings yet
- TC CleaningDocument5 pagesTC CleaningThusitha DalpathaduNo ratings yet
- Full Text 01Document13 pagesFull Text 01Võ Trọng ĐứcNo ratings yet
- LMW Lakshmi Latest Machines: Pneumatic Air CompressorDocument8 pagesLMW Lakshmi Latest Machines: Pneumatic Air CompressorMuhammad JunaidNo ratings yet
- Compressors: Summer EditionDocument48 pagesCompressors: Summer EditionLuis MarshNo ratings yet
- Screw Compressors:: Misconception or Reality?Document16 pagesScrew Compressors:: Misconception or Reality?Aditya BansodNo ratings yet
- Experimental Investigation of The Influence of Fouling On Compressor Cascade Characteristics and Implications For Gas Turbine Performance by Fouflias Et Al (2010)Document12 pagesExperimental Investigation of The Influence of Fouling On Compressor Cascade Characteristics and Implications For Gas Turbine Performance by Fouflias Et Al (2010)wolf_nsNo ratings yet
- Performance Evaluation and Flame Stabilization ofDocument10 pagesPerformance Evaluation and Flame Stabilization ofB Bala Venkata GaneshNo ratings yet
- Compression Options For The Hydrogen EconomyDocument4 pagesCompression Options For The Hydrogen EconomyJCI CilacapNo ratings yet
- Dr. Meherwan Boyce Boyce Consultancy GroupDocument4 pagesDr. Meherwan Boyce Boyce Consultancy Groupkoohestani_afshinNo ratings yet
- Development of Aero Gas Turbine Annular CombustorDocument14 pagesDevelopment of Aero Gas Turbine Annular CombustorSurya NarayananNo ratings yet
- Alternative Design For Reciprocating Compressor Driven by Using A Fluid Piston To Overcome LimitationsDocument6 pagesAlternative Design For Reciprocating Compressor Driven by Using A Fluid Piston To Overcome Limitationstahera aqeelNo ratings yet
- Vapour Compression For Propane-Propylene SplittersDocument3 pagesVapour Compression For Propane-Propylene SplittersJohnNo ratings yet
- UNIT-V Centrifugal and Axial Flow CompressorsDocument13 pagesUNIT-V Centrifugal and Axial Flow CompressorsMarampalli Shilpa RamyaNo ratings yet
- 2011 Abb Tips For TC OperatorsDocument108 pages2011 Abb Tips For TC OperatorsLisandroNo ratings yet
- Dynamic Analysis of Gas Turbine EngineDocument10 pagesDynamic Analysis of Gas Turbine EngineKrish KrishnaNo ratings yet
- Turbocharger Design Criteria, Selection and Failure: Rajvardhan NalawadeDocument4 pagesTurbocharger Design Criteria, Selection and Failure: Rajvardhan NalawadeFloyd PriceNo ratings yet
- Degradation Effects On Combined Cycle Power Plant Performance - Part II: Steam Turbine Cycle Component Degradation EffectsDocument6 pagesDegradation Effects On Combined Cycle Power Plant Performance - Part II: Steam Turbine Cycle Component Degradation Effectswolf_nsNo ratings yet
- Diesel & Gas Turbine Worldwide - Autumn 2021Document4 pagesDiesel & Gas Turbine Worldwide - Autumn 2021dongkwan.kimNo ratings yet
- Unit 2 Part A 1. Write Short Notes On A) Deliver Ratio B) Trapping Efficiency C) Charging EfficiencyDocument22 pagesUnit 2 Part A 1. Write Short Notes On A) Deliver Ratio B) Trapping Efficiency C) Charging EfficiencyJVCNo ratings yet
- Process-Gas Screw Compressors (Dry Type) Compared With Reciprocating-, Oil Flooded Screw-And Centrifugal CompressorsDocument12 pagesProcess-Gas Screw Compressors (Dry Type) Compared With Reciprocating-, Oil Flooded Screw-And Centrifugal Compressorsronny_fernandes363No ratings yet
- Gas Turbine Compressor Washing State of The Art - Field ExperiencesDocument8 pagesGas Turbine Compressor Washing State of The Art - Field Experiencesshams100% (1)
- Gas Turbines Finilized SummaryDocument10 pagesGas Turbines Finilized SummaryKrishna Gummadi100% (1)
- Turbine Construction (D ENG 18 0047 AE)Document7 pagesTurbine Construction (D ENG 18 0047 AE)Nidushan NethsaraNo ratings yet
- UNIT-3 Compressors, Blowers, Vacuum Pumps and Their Performance CharacteristicsDocument15 pagesUNIT-3 Compressors, Blowers, Vacuum Pumps and Their Performance CharacteristicsDhruv JariwalaNo ratings yet
- Gas Turbines Durability in Harsh EnvironmentsDocument9 pagesGas Turbines Durability in Harsh EnvironmentsMahsaNo ratings yet
- Pneumatic Design Upload (Sem1 2023 New)Document75 pagesPneumatic Design Upload (Sem1 2023 New)dat54636No ratings yet
- Combustion Chamber GTDocument18 pagesCombustion Chamber GTPRAVEENNo ratings yet
- Minimising The Air Demand of Micro-Hydro Impulse Turbines Incounter Pressure OperationDocument8 pagesMinimising The Air Demand of Micro-Hydro Impulse Turbines Incounter Pressure Operationdeepakverma33546No ratings yet
- CIMAC WG17 2009 Mar Position Performance Gas Engines PDFDocument4 pagesCIMAC WG17 2009 Mar Position Performance Gas Engines PDFCamilo Andres Cardozo FajardoNo ratings yet
- A Review of Novel Turbocharger Concepts For EnhancDocument9 pagesA Review of Novel Turbocharger Concepts For EnhancДимитър ПоповNo ratings yet
- Engineering Encyclopedia: Combustion Gas TurbinesDocument30 pagesEngineering Encyclopedia: Combustion Gas TurbinesLogeswaran AppaduraiNo ratings yet
- T2pg94 102 PDFDocument9 pagesT2pg94 102 PDFakamalapuri388No ratings yet
- Degradation Effects On Comined Cycle Power Plant PerformanceDocument10 pagesDegradation Effects On Comined Cycle Power Plant Performancewolf_ns100% (3)
- 4 532583864623736914 PDFDocument8 pages4 532583864623736914 PDFMuhammad Riaz Ur RehmanNo ratings yet
- Comparison Centrifugal Vs Reciprocating CompressorDocument2 pagesComparison Centrifugal Vs Reciprocating Compressorankur2061No ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- 21B9008 Raniya SC1241 Exp1-1Document5 pages21B9008 Raniya SC1241 Exp1-1raniyaNo ratings yet
- NASA CEA Tutorial: Problem Types Rocket Examples ReferencesDocument15 pagesNASA CEA Tutorial: Problem Types Rocket Examples ReferencesakkusawNo ratings yet
- Delhi Metro TEMPERATURE LOADDocument3 pagesDelhi Metro TEMPERATURE LOADHarikrishnaNo ratings yet
- LTspice-model of Thermoelectric Peltier-Seebeck ElementDocument5 pagesLTspice-model of Thermoelectric Peltier-Seebeck ElementVinicius Silva OliveiraNo ratings yet
- Solutions of Liquids in LiquidsDocument25 pagesSolutions of Liquids in LiquidsHarish UkkundaNo ratings yet
- Experimental Study of Estimating The Subgrade Reaction ModulusDocument6 pagesExperimental Study of Estimating The Subgrade Reaction ModulusIngeniero EstructuralNo ratings yet
- Assignment 2Document8 pagesAssignment 2Ashok JoshiNo ratings yet
- Laminar Diffusion FlamesDocument59 pagesLaminar Diffusion Flamesgaero5No ratings yet
- ME-010-A Review Paper On Thermal Analysis of Tubular Condenser PipeDocument5 pagesME-010-A Review Paper On Thermal Analysis of Tubular Condenser PipeAlfanNo ratings yet
- Heat Transfer by S K Mondal 1Document72 pagesHeat Transfer by S K Mondal 1DEEPMALA KUMARINo ratings yet
- Compatibility EquationsDocument91 pagesCompatibility EquationsAndrewNo ratings yet
- 1effect of V Notch Shape On Fatigue LifeIn Steel BeamDocument42 pages1effect of V Notch Shape On Fatigue LifeIn Steel BeamAli M. ElghawailNo ratings yet
- An Improve Matematical Model Fo Shear Stress Robertson Stiff RheologyDocument6 pagesAn Improve Matematical Model Fo Shear Stress Robertson Stiff RheologyAgus Riza RomadlonNo ratings yet
- Modeling Refrigeration System With Simulink Frink 2007Document163 pagesModeling Refrigeration System With Simulink Frink 2007scribhqNo ratings yet
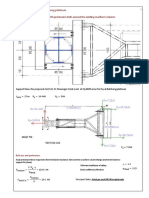
- Sandwiched IPE Frame Fixed With Pretension Bolts Around The Existing Cruciform ColumnDocument2 pagesSandwiched IPE Frame Fixed With Pretension Bolts Around The Existing Cruciform ColumnHen8No ratings yet
- Elmer TutorialsDocument152 pagesElmer TutorialsfabianoconbrasNo ratings yet
- 059 Ivk1 2021 JK MH PKDocument6 pages059 Ivk1 2021 JK MH PKJosip KacmarcikNo ratings yet
- Bardiya Soil ReportDocument50 pagesBardiya Soil ReportSubash BastolaNo ratings yet
- Brke Disc AnalysisDocument6 pagesBrke Disc AnalysisbalaNo ratings yet
- Faculty of Engineering and Technology Lab Report Strength of Materials EME1066 TRIMESTER 2 (2019/2020)Document14 pagesFaculty of Engineering and Technology Lab Report Strength of Materials EME1066 TRIMESTER 2 (2019/2020)Dhanush MahendranNo ratings yet
- C 168 - 15aDocument7 pagesC 168 - 15aRoberto Colonia50% (2)
- Chapter Five Phonons II. Thermal PropertiesDocument39 pagesChapter Five Phonons II. Thermal PropertiesPenny YapNo ratings yet
- Types of HVAC Systems - 1Document3 pagesTypes of HVAC Systems - 1YousifNo ratings yet
- Science Summative Test No. 2: 1. Name (Last Name, First Name, Middle Initial)Document14 pagesScience Summative Test No. 2: 1. Name (Last Name, First Name, Middle Initial)ArimJhoOlubmaraNo ratings yet
- Viva Questions For Torsion Testing and DesignDocument12 pagesViva Questions For Torsion Testing and DesignSreejith SreeNo ratings yet
- Reinforced Concrete DesignDocument217 pagesReinforced Concrete Designmortada JasimNo ratings yet
- 1.bolted Joints and Threaded Fasteners PDFDocument2 pages1.bolted Joints and Threaded Fasteners PDFFlorinAndreiRomanNo ratings yet
- Advanced CFD: DR Tegegn DejeneDocument25 pagesAdvanced CFD: DR Tegegn Dejenebiruk1No ratings yet
- Caking of Refined SugarDocument3 pagesCaking of Refined Sugarnghi100% (1)