
Methanol Recovery Calculation 31-12-2023 R1
Methanol Recovery Calculation 31-12-2023 R1
You might also like
- Jacket Area CalculationDocument12 pagesJacket Area CalculationPraveen Prajapati100% (2)
- Storage Tank Heat Loss Calculation Rev - 0Document23 pagesStorage Tank Heat Loss Calculation Rev - 0fsijestNo ratings yet
- Heating Coil Sizing For Fuel Oil TankDocument2 pagesHeating Coil Sizing For Fuel Oil TankPouria Sabbagh100% (1)
- PRD Training Manual Rev.0 PDFDocument63 pagesPRD Training Manual Rev.0 PDFLEOG85100% (1)
- Heat Exchanger Specification SheetDocument1 pageHeat Exchanger Specification SheetRizal NajibNo ratings yet
- Standards.: General Fastener Standards BS OrderDocument33 pagesStandards.: General Fastener Standards BS OrderamdarvishvandNo ratings yet
- Methanol Recovery Calculation 31-12-2023Document1 pageMethanol Recovery Calculation 31-12-2023Preetpal SinghNo ratings yet
- Simulation An OptimizationDocument28 pagesSimulation An Optimizationalmoanna97100% (1)
- Heat Exchanger Sizing CalculatorDocument1 pageHeat Exchanger Sizing CalculatorandreicarbuneanuNo ratings yet
- Jacketed Vessel Heat Transfer (Half Pipe Coil) : MM Inch MM RPM MM M /HDocument30 pagesJacketed Vessel Heat Transfer (Half Pipe Coil) : MM Inch MM RPM MM M /Hmanoj75% (4)
- Design. Ref - Decuments: API 650, 11TH - ED M09Document9 pagesDesign. Ref - Decuments: API 650, 11TH - ED M09hgagNo ratings yet
- Final Energy Balance-Vizag DT 9-6-18Document14 pagesFinal Energy Balance-Vizag DT 9-6-18SUBHOMOYNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument7 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument13 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- Thermic Fluid Heater Data Sheet - Rev 0Document10 pagesThermic Fluid Heater Data Sheet - Rev 0Dhamotharan ChinnaduraiNo ratings yet
- Technological Institute of The PhilippinesDocument25 pagesTechnological Institute of The PhilippinesJohn Leonard FazNo ratings yet
- Chapter 9. Refrigeration and Liquefaction-StudentDocument28 pagesChapter 9. Refrigeration and Liquefaction-StudentFlorenceNo ratings yet
- Refrigeration and Air Conditionin1Document51 pagesRefrigeration and Air Conditionin1Jeremiah Angeles Bautista0% (1)
- Heat Exchanger Design - Part 2Document15 pagesHeat Exchanger Design - Part 2Siddhant SoymonNo ratings yet
- Heat Exchanger DesignDocument28 pagesHeat Exchanger DesignHussein AyoubNo ratings yet
- Thermodynamic Analysis of IC Engine: Air-Standard Cycle byDocument70 pagesThermodynamic Analysis of IC Engine: Air-Standard Cycle bySiraj MohammedNo ratings yet
- Fundamentals of Desalination ProcessesDocument6 pagesFundamentals of Desalination ProcessesElzubair EljaaliNo ratings yet
- The Three Steps of Thermodynamic Analysis of IC Engines AreDocument42 pagesThe Three Steps of Thermodynamic Analysis of IC Engines AreGODNo ratings yet
- A7CA89 Excel Template Shell and Tube Heat Exchanger Design P1and2 Us UnitsDocument5 pagesA7CA89 Excel Template Shell and Tube Heat Exchanger Design P1and2 Us UnitsMudabbir Shan AhmedNo ratings yet
- CH-01 30RBM360 Air Cooled Liquid Chiller Selection PDFDocument2 pagesCH-01 30RBM360 Air Cooled Liquid Chiller Selection PDFBilguun BurenjargalNo ratings yet
- Diseño IntercambiadorDocument9 pagesDiseño IntercambiadorMateo VanegasNo ratings yet
- #2. 열교환기 Design sheetDocument5 pages#2. 열교환기 Design sheet배광득0% (1)
- Thermal Design - 2 Effect Forward-Feed Evaporator Nama Aristya Kurniawan NIM 114 152 5005 Design BasisDocument4 pagesThermal Design - 2 Effect Forward-Feed Evaporator Nama Aristya Kurniawan NIM 114 152 5005 Design BasisAristya KurniawanNo ratings yet
- Pharma Engg. Heat Transfer AreaDocument4 pagesPharma Engg. Heat Transfer AreamanojNo ratings yet
- Tugas Perpindahan PanasDocument20 pagesTugas Perpindahan PanasLiyan Fajar GintaraNo ratings yet
- 20th Exam P4 ADocument13 pages20th Exam P4 AkaaisNo ratings yet
- Diseño de IntercambiadoresDocument20 pagesDiseño de IntercambiadoresMateo VanegasNo ratings yet
- Cryogenics For Particle AcceleratorsDocument78 pagesCryogenics For Particle AcceleratorsmahradNo ratings yet
- MGH HBDocument33 pagesMGH HBGauranka MoranNo ratings yet
- Heat Exchanger DesignDocument8 pagesHeat Exchanger Designkikokiko KarimNo ratings yet
- 30RBSR32 090RDocument1 page30RBSR32 090RmikhnaumenkoNo ratings yet
- PHE DesignDocument53 pagesPHE Designchgourishankar2000100% (1)
- Boil Up RateDocument1 pageBoil Up RateNitin KurupNo ratings yet
- Cement Kiln Pyro BalanceDocument40 pagesCement Kiln Pyro BalanceGanapathy SubramaniamNo ratings yet
- Storage Tank Heat Loss Calcs - Rev.1 31.12.2010Document18 pagesStorage Tank Heat Loss Calcs - Rev.1 31.12.2010shashi kant kumarNo ratings yet
- Heat Balance CalculationsDocument29 pagesHeat Balance CalculationsGuillermo Càceres100% (1)
- Thermodynamic Lab Experiment 8Document6 pagesThermodynamic Lab Experiment 8Ronaldo UlisiNo ratings yet
- ASP Cryogenics For Particle AcceleratorsDocument64 pagesASP Cryogenics For Particle AcceleratorsASHITA K BNo ratings yet
- Thermodynamic Analysis of IC Engine: Air-Standard CycleDocument62 pagesThermodynamic Analysis of IC Engine: Air-Standard CycleTesfa TemesgenNo ratings yet
- 76-Numericals On Heat exchanger-06-Nov-2019Material - I - 06-Nov-2019 - Heat - Exchanger PDFDocument39 pages76-Numericals On Heat exchanger-06-Nov-2019Material - I - 06-Nov-2019 - Heat - Exchanger PDFsiva yandraNo ratings yet
- Preliminary CalculationsDocument73 pagesPreliminary CalculationsFrancis TanNo ratings yet
- Shell and Tube Heat Exchanger Design: Fluid AllocationDocument6 pagesShell and Tube Heat Exchanger Design: Fluid AllocationLungeloNo ratings yet
- Pharma Engg. Heating & Cooling Time-CycleDocument2 pagesPharma Engg. Heating & Cooling Time-CyclepratikNo ratings yet
- Thermal Power Plant General OverviewDocument50 pagesThermal Power Plant General OverviewN3O LiveNo ratings yet
- Thermal Analysis of Shell and Tube Heat Exchanger Using Mat Lab and Floefd SoftwareDocument6 pagesThermal Analysis of Shell and Tube Heat Exchanger Using Mat Lab and Floefd SoftwaredinakaranpatelNo ratings yet
- A Modern Course in Statistical PhysicsFrom EverandA Modern Course in Statistical PhysicsRating: 3.5 out of 5 stars3.5/5 (2)
- Ambarish Tripathi CVDocument5 pagesAmbarish Tripathi CVPreetpal SinghNo ratings yet
- Matecconf Icome2019 01038Document6 pagesMatecconf Icome2019 01038Preetpal SinghNo ratings yet
- Methanol Recovery Calculation 31-12-2023Document1 pageMethanol Recovery Calculation 31-12-2023Preetpal SinghNo ratings yet
- Thesis P. JamzadDocument75 pagesThesis P. JamzadPreetpal SinghNo ratings yet
- Rajesh CV - 02.12.2023Document3 pagesRajesh CV - 02.12.2023Preetpal SinghNo ratings yet
- US2977197Document5 pagesUS2977197Preetpal SinghNo ratings yet
- Condensor Load CalculationDocument1 pageCondensor Load CalculationPreetpal SinghNo ratings yet
- Chemeo - 63 179 4 - Thionyl ChloridDocument3 pagesChemeo - 63 179 4 - Thionyl ChloridPreetpal SinghNo ratings yet
- Cause List 02.05.2023Document8 pagesCause List 02.05.2023Preetpal SinghNo ratings yet
- SEVA Plans-2020Document1 pageSEVA Plans-2020Preetpal SinghNo ratings yet
- Project Title: Company Name Project LeadDocument3 pagesProject Title: Company Name Project LeadPreetpal SinghNo ratings yet
- Level 3-Model 2Document1 pageLevel 3-Model 2Preetpal SinghNo ratings yet
- Rockinsul LRB PDFDocument1 pageRockinsul LRB PDFPreetpal SinghNo ratings yet
- 3800 PDFDocument202 pages3800 PDFRenny MataNo ratings yet
- CV ReinaldoZerpa+PEOPDocument2 pagesCV ReinaldoZerpa+PEOPReinaldo Zerpa PeñaNo ratings yet
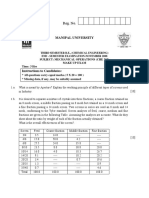
- Mechanical Operations (CHE-205) (Makeup) (EngineeringDuniya - Com)Document3 pagesMechanical Operations (CHE-205) (Makeup) (EngineeringDuniya - Com)Cester Avila Ducusin100% (1)
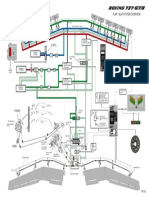
- B737NG - 27 50 A3 01 PDFDocument1 pageB737NG - 27 50 A3 01 PDFMuhammed MudassirNo ratings yet
- Microtek Ups Sebz 1100Document6 pagesMicrotek Ups Sebz 1100alaa al dineNo ratings yet
- Transistor MCQDocument5 pagesTransistor MCQMark BelasaNo ratings yet
- Measurement Sheet: S.N. Description NO. L. B. D/H. Qtty. 1 TotalDocument19 pagesMeasurement Sheet: S.N. Description NO. L. B. D/H. Qtty. 1 Totaldan12345_007No ratings yet
- PDF - SYLLABUS B2.new PDFDocument4 pagesPDF - SYLLABUS B2.new PDFSaniya khanNo ratings yet
- The Sproutling Baby Monitor Keep Tabs On Your Newborn With This Smart Ankle BraceletDocument2 pagesThe Sproutling Baby Monitor Keep Tabs On Your Newborn With This Smart Ankle BraceletAllanStevenNo ratings yet
- L & T Catalogue 11Document3 pagesL & T Catalogue 11amulya00428No ratings yet
- Subtopic 6.5-6.7 FORM 4 KSSM 2020Document32 pagesSubtopic 6.5-6.7 FORM 4 KSSM 2020NurulNo ratings yet
- C 1173 Coupling StandardDocument4 pagesC 1173 Coupling StandardFernando GonçalvesNo ratings yet
- Failed Product: Kinetic BlazeDocument5 pagesFailed Product: Kinetic Blazeहुडदंग हास्य कवि सम्मलेनNo ratings yet
- Pajero Catalogue2Document13 pagesPajero Catalogue2almirb7100% (1)
- Poka Yoke & Mistake ProofingDocument26 pagesPoka Yoke & Mistake ProofingSarath Babu100% (1)
- Sae: An R Package For Small Area EstimationDocument18 pagesSae: An R Package For Small Area EstimationGregorio AlbánNo ratings yet
- Pile Length CalculationDocument3 pagesPile Length CalculationCivilax.comNo ratings yet
- CIV E 354 Geotechnical Engineering Ii: by Giovanni CascanteDocument11 pagesCIV E 354 Geotechnical Engineering Ii: by Giovanni CascanteVNo ratings yet
- Mte 3152 Electric Drives Mid TermDocument2 pagesMte 3152 Electric Drives Mid TermAjitash TrivediNo ratings yet
- Genesis 30uvDocument42 pagesGenesis 30uvCARLOSNo ratings yet
- B. Tech. II - Class Time Table - 2023-24 - OddDocument2 pagesB. Tech. II - Class Time Table - 2023-24 - OddYusuf GoriawalaNo ratings yet
- BNSG-9000 Firmware User's GuideDocument38 pagesBNSG-9000 Firmware User's GuideBalasundar Ramachandran100% (1)
- IZenBridge PMI ACP Program PDFDocument4 pagesIZenBridge PMI ACP Program PDFadetolahNo ratings yet
- Ultra Power Acb User ManualDocument138 pagesUltra Power Acb User ManualRaj KumarNo ratings yet
- Supplementary SpecificationDocument7 pagesSupplementary SpecificationFranklin PortilloNo ratings yet
- Arbore Cotit DesenDocument1 pageArbore Cotit DesenIonel Bogdan NeacșuNo ratings yet
- VRF Design Manual - SHRM Heat RecoveryDocument112 pagesVRF Design Manual - SHRM Heat RecoverySony CNo ratings yet
- Cruis'n Exotica (27in) Operations) (En)Document105 pagesCruis'n Exotica (27in) Operations) (En)bolopo2No ratings yet
- Datasheet Fike Interface Module 55-055Document2 pagesDatasheet Fike Interface Module 55-055roni kurniawanNo ratings yet
































































































Download as pdf or txt
You might also like
- Jacket Area CalculationDocument12 pagesJacket Area CalculationPraveen Prajapati100% (2)
- Storage Tank Heat Loss Calculation Rev - 0Document23 pagesStorage Tank Heat Loss Calculation Rev - 0fsijestNo ratings yet
- Heating Coil Sizing For Fuel Oil TankDocument2 pagesHeating Coil Sizing For Fuel Oil TankPouria Sabbagh100% (1)
- PRD Training Manual Rev.0 PDFDocument63 pagesPRD Training Manual Rev.0 PDFLEOG85100% (1)
- Heat Exchanger Specification SheetDocument1 pageHeat Exchanger Specification SheetRizal NajibNo ratings yet
- Standards.: General Fastener Standards BS OrderDocument33 pagesStandards.: General Fastener Standards BS OrderamdarvishvandNo ratings yet
- Methanol Recovery Calculation 31-12-2023Document1 pageMethanol Recovery Calculation 31-12-2023Preetpal SinghNo ratings yet
- Simulation An OptimizationDocument28 pagesSimulation An Optimizationalmoanna97100% (1)
- Heat Exchanger Sizing CalculatorDocument1 pageHeat Exchanger Sizing CalculatorandreicarbuneanuNo ratings yet
- Jacketed Vessel Heat Transfer (Half Pipe Coil) : MM Inch MM RPM MM M /HDocument30 pagesJacketed Vessel Heat Transfer (Half Pipe Coil) : MM Inch MM RPM MM M /Hmanoj75% (4)
- Design. Ref - Decuments: API 650, 11TH - ED M09Document9 pagesDesign. Ref - Decuments: API 650, 11TH - ED M09hgagNo ratings yet
- Final Energy Balance-Vizag DT 9-6-18Document14 pagesFinal Energy Balance-Vizag DT 9-6-18SUBHOMOYNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument7 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument13 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- Thermic Fluid Heater Data Sheet - Rev 0Document10 pagesThermic Fluid Heater Data Sheet - Rev 0Dhamotharan ChinnaduraiNo ratings yet
- Technological Institute of The PhilippinesDocument25 pagesTechnological Institute of The PhilippinesJohn Leonard FazNo ratings yet
- Chapter 9. Refrigeration and Liquefaction-StudentDocument28 pagesChapter 9. Refrigeration and Liquefaction-StudentFlorenceNo ratings yet
- Refrigeration and Air Conditionin1Document51 pagesRefrigeration and Air Conditionin1Jeremiah Angeles Bautista0% (1)
- Heat Exchanger Design - Part 2Document15 pagesHeat Exchanger Design - Part 2Siddhant SoymonNo ratings yet
- Heat Exchanger DesignDocument28 pagesHeat Exchanger DesignHussein AyoubNo ratings yet
- Thermodynamic Analysis of IC Engine: Air-Standard Cycle byDocument70 pagesThermodynamic Analysis of IC Engine: Air-Standard Cycle bySiraj MohammedNo ratings yet
- Fundamentals of Desalination ProcessesDocument6 pagesFundamentals of Desalination ProcessesElzubair EljaaliNo ratings yet
- The Three Steps of Thermodynamic Analysis of IC Engines AreDocument42 pagesThe Three Steps of Thermodynamic Analysis of IC Engines AreGODNo ratings yet
- A7CA89 Excel Template Shell and Tube Heat Exchanger Design P1and2 Us UnitsDocument5 pagesA7CA89 Excel Template Shell and Tube Heat Exchanger Design P1and2 Us UnitsMudabbir Shan AhmedNo ratings yet
- CH-01 30RBM360 Air Cooled Liquid Chiller Selection PDFDocument2 pagesCH-01 30RBM360 Air Cooled Liquid Chiller Selection PDFBilguun BurenjargalNo ratings yet
- Diseño IntercambiadorDocument9 pagesDiseño IntercambiadorMateo VanegasNo ratings yet
- #2. 열교환기 Design sheetDocument5 pages#2. 열교환기 Design sheet배광득0% (1)
- Thermal Design - 2 Effect Forward-Feed Evaporator Nama Aristya Kurniawan NIM 114 152 5005 Design BasisDocument4 pagesThermal Design - 2 Effect Forward-Feed Evaporator Nama Aristya Kurniawan NIM 114 152 5005 Design BasisAristya KurniawanNo ratings yet
- Pharma Engg. Heat Transfer AreaDocument4 pagesPharma Engg. Heat Transfer AreamanojNo ratings yet
- Tugas Perpindahan PanasDocument20 pagesTugas Perpindahan PanasLiyan Fajar GintaraNo ratings yet
- 20th Exam P4 ADocument13 pages20th Exam P4 AkaaisNo ratings yet
- Diseño de IntercambiadoresDocument20 pagesDiseño de IntercambiadoresMateo VanegasNo ratings yet
- Cryogenics For Particle AcceleratorsDocument78 pagesCryogenics For Particle AcceleratorsmahradNo ratings yet
- MGH HBDocument33 pagesMGH HBGauranka MoranNo ratings yet
- Heat Exchanger DesignDocument8 pagesHeat Exchanger Designkikokiko KarimNo ratings yet
- 30RBSR32 090RDocument1 page30RBSR32 090RmikhnaumenkoNo ratings yet
- PHE DesignDocument53 pagesPHE Designchgourishankar2000100% (1)
- Boil Up RateDocument1 pageBoil Up RateNitin KurupNo ratings yet
- Cement Kiln Pyro BalanceDocument40 pagesCement Kiln Pyro BalanceGanapathy SubramaniamNo ratings yet
- Storage Tank Heat Loss Calcs - Rev.1 31.12.2010Document18 pagesStorage Tank Heat Loss Calcs - Rev.1 31.12.2010shashi kant kumarNo ratings yet
- Heat Balance CalculationsDocument29 pagesHeat Balance CalculationsGuillermo Càceres100% (1)
- Thermodynamic Lab Experiment 8Document6 pagesThermodynamic Lab Experiment 8Ronaldo UlisiNo ratings yet
- ASP Cryogenics For Particle AcceleratorsDocument64 pagesASP Cryogenics For Particle AcceleratorsASHITA K BNo ratings yet
- Thermodynamic Analysis of IC Engine: Air-Standard CycleDocument62 pagesThermodynamic Analysis of IC Engine: Air-Standard CycleTesfa TemesgenNo ratings yet
- 76-Numericals On Heat exchanger-06-Nov-2019Material - I - 06-Nov-2019 - Heat - Exchanger PDFDocument39 pages76-Numericals On Heat exchanger-06-Nov-2019Material - I - 06-Nov-2019 - Heat - Exchanger PDFsiva yandraNo ratings yet
- Preliminary CalculationsDocument73 pagesPreliminary CalculationsFrancis TanNo ratings yet
- Shell and Tube Heat Exchanger Design: Fluid AllocationDocument6 pagesShell and Tube Heat Exchanger Design: Fluid AllocationLungeloNo ratings yet
- Pharma Engg. Heating & Cooling Time-CycleDocument2 pagesPharma Engg. Heating & Cooling Time-CyclepratikNo ratings yet
- Thermal Power Plant General OverviewDocument50 pagesThermal Power Plant General OverviewN3O LiveNo ratings yet
- Thermal Analysis of Shell and Tube Heat Exchanger Using Mat Lab and Floefd SoftwareDocument6 pagesThermal Analysis of Shell and Tube Heat Exchanger Using Mat Lab and Floefd SoftwaredinakaranpatelNo ratings yet
- A Modern Course in Statistical PhysicsFrom EverandA Modern Course in Statistical PhysicsRating: 3.5 out of 5 stars3.5/5 (2)
- Ambarish Tripathi CVDocument5 pagesAmbarish Tripathi CVPreetpal SinghNo ratings yet
- Matecconf Icome2019 01038Document6 pagesMatecconf Icome2019 01038Preetpal SinghNo ratings yet
- Methanol Recovery Calculation 31-12-2023Document1 pageMethanol Recovery Calculation 31-12-2023Preetpal SinghNo ratings yet
- Thesis P. JamzadDocument75 pagesThesis P. JamzadPreetpal SinghNo ratings yet
- Rajesh CV - 02.12.2023Document3 pagesRajesh CV - 02.12.2023Preetpal SinghNo ratings yet
- US2977197Document5 pagesUS2977197Preetpal SinghNo ratings yet
- Condensor Load CalculationDocument1 pageCondensor Load CalculationPreetpal SinghNo ratings yet
- Chemeo - 63 179 4 - Thionyl ChloridDocument3 pagesChemeo - 63 179 4 - Thionyl ChloridPreetpal SinghNo ratings yet
- Cause List 02.05.2023Document8 pagesCause List 02.05.2023Preetpal SinghNo ratings yet
- SEVA Plans-2020Document1 pageSEVA Plans-2020Preetpal SinghNo ratings yet
- Project Title: Company Name Project LeadDocument3 pagesProject Title: Company Name Project LeadPreetpal SinghNo ratings yet
- Level 3-Model 2Document1 pageLevel 3-Model 2Preetpal SinghNo ratings yet
- Rockinsul LRB PDFDocument1 pageRockinsul LRB PDFPreetpal SinghNo ratings yet
- 3800 PDFDocument202 pages3800 PDFRenny MataNo ratings yet
- CV ReinaldoZerpa+PEOPDocument2 pagesCV ReinaldoZerpa+PEOPReinaldo Zerpa PeñaNo ratings yet
- Mechanical Operations (CHE-205) (Makeup) (EngineeringDuniya - Com)Document3 pagesMechanical Operations (CHE-205) (Makeup) (EngineeringDuniya - Com)Cester Avila Ducusin100% (1)
- B737NG - 27 50 A3 01 PDFDocument1 pageB737NG - 27 50 A3 01 PDFMuhammed MudassirNo ratings yet
- Microtek Ups Sebz 1100Document6 pagesMicrotek Ups Sebz 1100alaa al dineNo ratings yet
- Transistor MCQDocument5 pagesTransistor MCQMark BelasaNo ratings yet
- Measurement Sheet: S.N. Description NO. L. B. D/H. Qtty. 1 TotalDocument19 pagesMeasurement Sheet: S.N. Description NO. L. B. D/H. Qtty. 1 Totaldan12345_007No ratings yet
- PDF - SYLLABUS B2.new PDFDocument4 pagesPDF - SYLLABUS B2.new PDFSaniya khanNo ratings yet
- The Sproutling Baby Monitor Keep Tabs On Your Newborn With This Smart Ankle BraceletDocument2 pagesThe Sproutling Baby Monitor Keep Tabs On Your Newborn With This Smart Ankle BraceletAllanStevenNo ratings yet
- L & T Catalogue 11Document3 pagesL & T Catalogue 11amulya00428No ratings yet
- Subtopic 6.5-6.7 FORM 4 KSSM 2020Document32 pagesSubtopic 6.5-6.7 FORM 4 KSSM 2020NurulNo ratings yet
- C 1173 Coupling StandardDocument4 pagesC 1173 Coupling StandardFernando GonçalvesNo ratings yet
- Failed Product: Kinetic BlazeDocument5 pagesFailed Product: Kinetic Blazeहुडदंग हास्य कवि सम्मलेनNo ratings yet
- Pajero Catalogue2Document13 pagesPajero Catalogue2almirb7100% (1)
- Poka Yoke & Mistake ProofingDocument26 pagesPoka Yoke & Mistake ProofingSarath Babu100% (1)
- Sae: An R Package For Small Area EstimationDocument18 pagesSae: An R Package For Small Area EstimationGregorio AlbánNo ratings yet
- Pile Length CalculationDocument3 pagesPile Length CalculationCivilax.comNo ratings yet
- CIV E 354 Geotechnical Engineering Ii: by Giovanni CascanteDocument11 pagesCIV E 354 Geotechnical Engineering Ii: by Giovanni CascanteVNo ratings yet
- Mte 3152 Electric Drives Mid TermDocument2 pagesMte 3152 Electric Drives Mid TermAjitash TrivediNo ratings yet
- Genesis 30uvDocument42 pagesGenesis 30uvCARLOSNo ratings yet
- B. Tech. II - Class Time Table - 2023-24 - OddDocument2 pagesB. Tech. II - Class Time Table - 2023-24 - OddYusuf GoriawalaNo ratings yet
- BNSG-9000 Firmware User's GuideDocument38 pagesBNSG-9000 Firmware User's GuideBalasundar Ramachandran100% (1)
- IZenBridge PMI ACP Program PDFDocument4 pagesIZenBridge PMI ACP Program PDFadetolahNo ratings yet
- Ultra Power Acb User ManualDocument138 pagesUltra Power Acb User ManualRaj KumarNo ratings yet
- Supplementary SpecificationDocument7 pagesSupplementary SpecificationFranklin PortilloNo ratings yet
- Arbore Cotit DesenDocument1 pageArbore Cotit DesenIonel Bogdan NeacșuNo ratings yet
- VRF Design Manual - SHRM Heat RecoveryDocument112 pagesVRF Design Manual - SHRM Heat RecoverySony CNo ratings yet
- Cruis'n Exotica (27in) Operations) (En)Document105 pagesCruis'n Exotica (27in) Operations) (En)bolopo2No ratings yet
- Datasheet Fike Interface Module 55-055Document2 pagesDatasheet Fike Interface Module 55-055roni kurniawanNo ratings yet