Download as docx, pdf, or txt
You might also like
- SOP Receiving and Storage of Raw MaterialsDocument2 pagesSOP Receiving and Storage of Raw MaterialsBadethdeth1282% (11)
- Non-Conforming Product ProcedureDocument3 pagesNon-Conforming Product ProcedureHamzah Abbass SibaiNo ratings yet
- SOP For Handling of DeviationsDocument4 pagesSOP For Handling of Deviationsmrugeshj100% (9)
- Standard Operating Procedure For Rejected Items and ReturnsDocument4 pagesStandard Operating Procedure For Rejected Items and ReturnsMarichelle Palo100% (3)
- 5.7 - Non-Conforming Material & Product Control Procedure.Document1 page5.7 - Non-Conforming Material & Product Control Procedure.Md.Akidul Islam AkidNo ratings yet
- Procedure For Control of Non-Conforming ProductsDocument4 pagesProcedure For Control of Non-Conforming Productsmatrixmaze100% (3)
- IQA IATF ChecksheetDocument37 pagesIQA IATF ChecksheetSumeet Rathee100% (6)
- Procedure Preservation SOP-011Document4 pagesProcedure Preservation SOP-011Justin Terry100% (1)
- Descrepancy ReportingDocument5 pagesDescrepancy ReportingPrashansa ShresthaNo ratings yet
- 1 QSA - Guide - 2013 FINALDocument52 pages1 QSA - Guide - 2013 FINALfrmgs100% (2)
- StatementOfAccount 150954646 Oct24 183900Document2 pagesStatementOfAccount 150954646 Oct24 183900keerthiram1991No ratings yet
- Fsms-Sop-14 - Procedure For Control of Non-Conforming ProductsDocument5 pagesFsms-Sop-14 - Procedure For Control of Non-Conforming ProductsSanthosh Velusamy100% (1)
- Control of Non-Conforming Products ProcedureDocument4 pagesControl of Non-Conforming Products ProcedureSolomon GamanuelNo ratings yet
- QP Nonconforming Product Sample 2014Document2 pagesQP Nonconforming Product Sample 2014Anna Maree100% (2)
- LGEN. 0007 - External Quality Assessment - Proficiency TestingDocument7 pagesLGEN. 0007 - External Quality Assessment - Proficiency Testingjohnmutiso245No ratings yet
- Control Sample SOP - SOP For Control Sample ManagementDocument10 pagesControl Sample SOP - SOP For Control Sample ManagementdaribeefaNo ratings yet
- Inspection and Testing of ValveDocument5 pagesInspection and Testing of ValveCandy Kendee100% (2)
- SOP For Status LabelingDocument59 pagesSOP For Status Labelingisrael afolayan mayomi100% (1)
- 5 JPGDocument1 page5 JPGyanu rusbandiNo ratings yet
- QSP 8.3.1 Nonconforming Product - SampleDocument3 pagesQSP 8.3.1 Nonconforming Product - SampleGladys Calvo100% (2)
- NCRDocument6 pagesNCRSaad NaeemNo ratings yet
- 1.procedure For Incoming Material. Customer Products (6 Files Merged)Document16 pages1.procedure For Incoming Material. Customer Products (6 Files Merged)Valentine Ganesh100% (1)
- LGEN 0025 - Corrective Action Preventive Action SOPDocument8 pagesLGEN 0025 - Corrective Action Preventive Action SOPjohnmutiso245No ratings yet
- Procedure For ProductionDocument7 pagesProcedure For ProductionTuan Anh100% (1)
- SA-QA-SOP-01 Rev 3 SOP For Quality Assurance 01 Oct 20 NewDocument6 pagesSA-QA-SOP-01 Rev 3 SOP For Quality Assurance 01 Oct 20 NewdwarakababuNo ratings yet
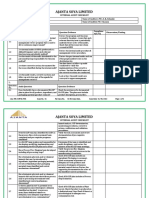
- Internal Audit Checklist Food Safety-MRDocument5 pagesInternal Audit Checklist Food Safety-MRRavi BaghelNo ratings yet
- Control of Nonconforming ProductsDocument2 pagesControl of Nonconforming ProductsPrince Moni100% (1)
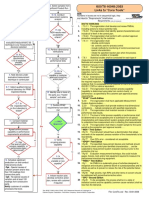
- ISO/TS 16949:2002 Links To "Core Tools"Document1 pageISO/TS 16949:2002 Links To "Core Tools"ArsalanNo ratings yet
- Procedure For ProductionDocument7 pagesProcedure For ProductionSharif Khan100% (1)
- A Control of Nonconforming Material: Document Number Revision Title Rev DateDocument3 pagesA Control of Nonconforming Material: Document Number Revision Title Rev DateImam MansyurNo ratings yet
- 0707 StoresDocument4 pages0707 StoresSundara Rajan RamakrishnanNo ratings yet
- QAD Procedure - Inspection & Testing (Inprocess & Final Inspection)Document1 pageQAD Procedure - Inspection & Testing (Inprocess & Final Inspection)suman100% (2)
- SKII Factory Inspection ReportDocument6 pagesSKII Factory Inspection Reportrgrao85No ratings yet
- 16a. Deviation ManagementDocument3 pages16a. Deviation ManagementYACINE AMIRECHENo ratings yet
- Ehaccp - Allergen Control SOPDocument2 pagesEhaccp - Allergen Control SOPAlfred Rangel100% (1)
- Method Statement Procedure For Control of Non Conforming ProductDocument6 pagesMethod Statement Procedure For Control of Non Conforming Productmangeshshinde124100% (2)
- Standard Operating Procedure: Manalo, Alyssa A. Bs-Pharmacy Angeles University FoundationDocument69 pagesStandard Operating Procedure: Manalo, Alyssa A. Bs-Pharmacy Angeles University FoundationAlyssa Manalo100% (1)
- Quality Management Procedure: 1 PurposeDocument5 pagesQuality Management Procedure: 1 PurposeErdinç KuşçuNo ratings yet
- Maintenance and Control of Measuring DevicesDocument3 pagesMaintenance and Control of Measuring DevicesTariq KhanNo ratings yet
- Summary of Cleaning ValidationDocument90 pagesSummary of Cleaning ValidationSadanand Gundare100% (2)
- Control of Measuring, Inspection and Test EquipmentDocument3 pagesControl of Measuring, Inspection and Test EquipmentAnonymous rSvCmFNo ratings yet
- Magna Global Quality Standard: MQS 10 - Error Proofing and Detection Device VerificationDocument4 pagesMagna Global Quality Standard: MQS 10 - Error Proofing and Detection Device VerificationGonzalo MazaNo ratings yet
- SKII Factory Inspection Report 4Document6 pagesSKII Factory Inspection Report 4george_hemNo ratings yet
- InterviewDocument13 pagesInterviewPurwaning Nugroho WNo ratings yet
- Covid-19 Post Lockdown Production Restart & Part Readiness ChecklistDocument9 pagesCovid-19 Post Lockdown Production Restart & Part Readiness ChecklistSanjay KumarNo ratings yet
- SN-QC-SOP-042 SoP For Cleaning & Sanitization of Pharmaceutical FacilityDocument14 pagesSN-QC-SOP-042 SoP For Cleaning & Sanitization of Pharmaceutical Facilitydaizhussain004100% (1)
- Covid-19 Post Lockdown Production Restart & Part Readiness ChecklistDocument9 pagesCovid-19 Post Lockdown Production Restart & Part Readiness ChecklistSanjay KumarNo ratings yet
- M She Documentation 9Document12 pagesM She Documentation 9CHIBUZORNo ratings yet
- OBJECT 188 QOP-82-04 (01) Final Acceptance Inspection A 1Document4 pagesOBJECT 188 QOP-82-04 (01) Final Acceptance Inspection A 1Andy RojasNo ratings yet
- BB - Self AuditDocument18 pagesBB - Self AuditFe Rackle Pisco JamerNo ratings yet
- LGEN 0026 - Laboratory Internal Quality ControlDocument11 pagesLGEN 0026 - Laboratory Internal Quality Controljohnmutiso245No ratings yet
- Kertas Penerangan (H-175-04-05-LE4-IS3) : Institut Latihan Jabatan Tenaga Manusia Kementerian Sumber Manusia MalaysiaDocument14 pagesKertas Penerangan (H-175-04-05-LE4-IS3) : Institut Latihan Jabatan Tenaga Manusia Kementerian Sumber Manusia Malaysiawandai_81No ratings yet
- GMP Chklist PDFDocument34 pagesGMP Chklist PDFkhan nomanNo ratings yet
- Sop 7 Procedure For Verification of Purchased ProductDocument1 pageSop 7 Procedure For Verification of Purchased ProductvaishnaviNo ratings yet
- Purchasing and Receiving: Requirement-4.2.1, 7.4.1 and 7.4.2-Supplier Selection and Performance Management ProcessDocument4 pagesPurchasing and Receiving: Requirement-4.2.1, 7.4.1 and 7.4.2-Supplier Selection and Performance Management ProcessSuman NayakNo ratings yet
- Example Process Nonconforming ProductDocument7 pagesExample Process Nonconforming Productambabibabaru100% (1)
- Batch Releas ProcedureDocument4 pagesBatch Releas ProcedureSolomon Gamanuel100% (1)
- NPIC In-Line Process Inspection and Control ProcedureDocument5 pagesNPIC In-Line Process Inspection and Control Proceduremanno200No ratings yet
- The Concise Calibration & Test Equipment Management Guide: The Concise Collection, #1From EverandThe Concise Calibration & Test Equipment Management Guide: The Concise Collection, #1Rating: 4.5 out of 5 stars4.5/5 (2)
- Establishing A CGMP Laboratory Audit System: A Practical GuideFrom EverandEstablishing A CGMP Laboratory Audit System: A Practical GuideNo ratings yet
- Production Log Sheet Evaluation - 2022Document65 pagesProduction Log Sheet Evaluation - 2022Rugadya PaulNo ratings yet
- Online Monitoring Form - GonjaDocument2 pagesOnline Monitoring Form - GonjaRugadya PaulNo ratings yet
- Daily Production ReportDocument4 pagesDaily Production ReportRugadya PaulNo ratings yet
- Risk and Opportunities RegisterDocument13 pagesRisk and Opportunities RegisterRugadya Paul100% (3)
- Internal and External RegisterDocument3 pagesInternal and External RegisterRugadya PaulNo ratings yet
- Ff0000Master Cleaning Sanitation Program: ISSUE 1: August 2021Document5 pagesFf0000Master Cleaning Sanitation Program: ISSUE 1: August 2021Rugadya PaulNo ratings yet
- Hygiene Code of ConductDocument4 pagesHygiene Code of ConductRugadya PaulNo ratings yet
- HSE-Risk Assessment SheetDocument3 pagesHSE-Risk Assessment SheetRugadya PaulNo ratings yet
- Interested Parties RegisterDocument2 pagesInterested Parties RegisterRugadya PaulNo ratings yet
- Control ChartsDocument29 pagesControl ChartsRugadya PaulNo ratings yet
- PFI SOP For Change ManagementDocument11 pagesPFI SOP For Change ManagementRugadya PaulNo ratings yet
- Environment FormsDocument6 pagesEnvironment FormsRugadya PaulNo ratings yet
- PFI Sample Approval FormDocument1 pagePFI Sample Approval FormRugadya PaulNo ratings yet
- PFI SOP For Corrective ActionsDocument9 pagesPFI SOP For Corrective ActionsRugadya PaulNo ratings yet
- Pfi IpmDocument7 pagesPfi IpmRugadya PaulNo ratings yet
- PFI SOP For Actions To Address Risks & OpportunitiesDocument11 pagesPFI SOP For Actions To Address Risks & OpportunitiesRugadya PaulNo ratings yet
- Environmentally Preferable PurchasingDocument35 pagesEnvironmentally Preferable PurchasingShawn Vance PanaginipNo ratings yet
- Lien Form PDFDocument2 pagesLien Form PDFDanielleNo ratings yet
- Mgkvu-Llb Bca Bbasem1& 3xmttDocument1 pageMgkvu-Llb Bca Bbasem1& 3xmttirc_avtarNo ratings yet
- Adam Smith Wealth of NationsDocument34 pagesAdam Smith Wealth of NationsMaria MalaverNo ratings yet
- Certificate of AppearanceDocument4 pagesCertificate of AppearanceBellaChavezNo ratings yet
- Budgeting and Spending Behavior Among Teachers of MSEUF Lucena City 3Document45 pagesBudgeting and Spending Behavior Among Teachers of MSEUF Lucena City 3jp javelosaNo ratings yet
- QXC210407-L1048 Crusher XC-GD20HP (Columbia+Ever Edinson Monsalve Salcedo)Document4 pagesQXC210407-L1048 Crusher XC-GD20HP (Columbia+Ever Edinson Monsalve Salcedo)Ever Edinson Monsalve SalcedoNo ratings yet
- GARP Part 1 Book 4 Valuation and Risk Models 2023 4Document239 pagesGARP Part 1 Book 4 Valuation and Risk Models 2023 435. Yen Nhi LeNo ratings yet
- Original Campus: Direct Debit Request New Customer FormDocument2 pagesOriginal Campus: Direct Debit Request New Customer FormXiomara EscobarNo ratings yet
- Apple+Case+Study 1294 AkjeDocument3 pagesApple+Case+Study 1294 AkjeInstallment4u PakistanNo ratings yet
- Presentation - Shop Floor Control - The Road To Integrated ManufacturingDocument35 pagesPresentation - Shop Floor Control - The Road To Integrated Manufacturingajayvg100% (1)
- CTO DWC23 Event GuideDocument20 pagesCTO DWC23 Event GuidedaveNo ratings yet
- Calgary Cooperative Funeral Services - Business PlanDocument21 pagesCalgary Cooperative Funeral Services - Business PlanastuteNo ratings yet
- Marketing Management in FMCG Sector: Saania Sondhi Prerana PugaliaDocument25 pagesMarketing Management in FMCG Sector: Saania Sondhi Prerana PugaliaPurvi DandiaNo ratings yet
- Taxation of Individuals 2016 Edition 7th Edition Spilker Test Bank 1Document36 pagesTaxation of Individuals 2016 Edition 7th Edition Spilker Test Bank 1troysalazartxqiwygaoj100% (31)
- InternshipDocument65 pagesInternshipMohammed AhmedNo ratings yet
- Property, Plant and Equipment: By:-Yohannes Negatu (Acca, Dipifr)Document37 pagesProperty, Plant and Equipment: By:-Yohannes Negatu (Acca, Dipifr)Eshetie Mekonene AmareNo ratings yet
- A1+ UNIT 6 Culture PDFDocument2 pagesA1+ UNIT 6 Culture PDFNardiaNo ratings yet
- Ratio Analysis of Rafhan FoodsDocument6 pagesRatio Analysis of Rafhan FoodsusmanazizbhattiNo ratings yet
- Shutdown Coordinator (Maintenance Dept) 2020 Rev2Document5 pagesShutdown Coordinator (Maintenance Dept) 2020 Rev2Omar YassinNo ratings yet
- Routes To Market ProcessDocument15 pagesRoutes To Market ProcessPetrNo ratings yet
- External Sector Performance - July 2022Document13 pagesExternal Sector Performance - July 2022Ada DeranaNo ratings yet
- Dian Anjani Section C - bpb33803Document3 pagesDian Anjani Section C - bpb33803Dian AnjaniNo ratings yet
- Travel InsuranceDocument3 pagesTravel Insurancetubamanpower2018No ratings yet
- Partnership Deed: H.No: #80 Annapuran Colony, Uppal MedchalDocument4 pagesPartnership Deed: H.No: #80 Annapuran Colony, Uppal MedchalHarish DevathotiNo ratings yet
- 6 +sara+tomu+ (Proof) +267-282Document16 pages6 +sara+tomu+ (Proof) +267-282EAGLE GGFNo ratings yet
- Screening Process - Digital Marketing - 9thapril2020Document4 pagesScreening Process - Digital Marketing - 9thapril2020SAURABH SINGHNo ratings yet
- Assignment No 10Document20 pagesAssignment No 10Tasneem ShafiqNo ratings yet
- Software Engineering PDFDocument157 pagesSoftware Engineering PDFReshma DevaNo ratings yet