Download as docx, pdf, or txt
You might also like
- Method Statement For FRP Tank Panel ReplacementDocument8 pagesMethod Statement For FRP Tank Panel ReplacementJawNo ratings yet
- Method Statement - Erection, Installation of Above Ground Piping - POXDocument11 pagesMethod Statement - Erection, Installation of Above Ground Piping - POXHabib ur rahmanNo ratings yet
- Method Statement For Underground Piping FCDocument17 pagesMethod Statement For Underground Piping FCmister pogi94% (17)
- SAA6D140E-2 Series PDFDocument370 pagesSAA6D140E-2 Series PDFsoelist teo100% (20)
- SM Saa4d95le-3 Sebm031001 - Engines - 95-3 - 0408Document224 pagesSM Saa4d95le-3 Sebm031001 - Engines - 95-3 - 0408mliugong88% (26)
- Bolt Tightening Procedure and Method StatementDocument9 pagesBolt Tightening Procedure and Method Statementmanoj thakkar100% (1)
- 03 Dismantling of Existing Sym & Installation of New AHU With Pipe LineDocument6 pages03 Dismantling of Existing Sym & Installation of New AHU With Pipe LineHimanshu Niveriya100% (1)
- E 1646 Â " 95 R03 RTE2NDY - PDFDocument6 pagesE 1646 Â " 95 R03 RTE2NDY - PDFDiego MorenoNo ratings yet
- WMS JOB Procedure FOR PIPING WORKDocument9 pagesWMS JOB Procedure FOR PIPING WORKsatyamech1_395565923No ratings yet
- ITP For Duct WorkDocument1 pageITP For Duct WorktreyNo ratings yet
- Hydrotest Check List PDFDocument1 pageHydrotest Check List PDFSaut Maruli Tua Samosir100% (1)
- Method Statement For PCW Piping (Tool Install)Document4 pagesMethod Statement For PCW Piping (Tool Install)amg007No ratings yet
- Valve Installation ChecklistDocument1 pageValve Installation ChecklistSajad Pk100% (1)
- Concrete Plant Parts1Document72 pagesConcrete Plant Parts1Jorge Antonio Quant JoNo ratings yet
- Klinger Top-Mic Gasket DatasheetDocument1 pageKlinger Top-Mic Gasket DatasheetJoshua HobsonNo ratings yet
- Basic Notes and Interview QuestionsDocument50 pagesBasic Notes and Interview QuestionsRaheel AliNo ratings yet
- Method Statement For Pipe Support Fabrication and Installation 6423dp420 00 0030000 Rev01 PDFDocument21 pagesMethod Statement For Pipe Support Fabrication and Installation 6423dp420 00 0030000 Rev01 PDFfurkanNo ratings yet
- 1 - Underground Piping InstallationDocument6 pages1 - Underground Piping InstallationYusuf100% (1)
- Ms-Black Steel PipeDocument4 pagesMs-Black Steel PipeYusufNo ratings yet
- Method Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Document9 pagesMethod Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Delil OzanNo ratings yet
- DSM-xxx-0xxx-xx, Checklist For HDPE Piping InstallationDocument1 pageDSM-xxx-0xxx-xx, Checklist For HDPE Piping Installationkadir tanzaniaNo ratings yet
- Method Statement For The Repair Works of HDPEDocument1 pageMethod Statement For The Repair Works of HDPEshameemNo ratings yet
- Method Statement Pipe Handling and AssemblyDocument6 pagesMethod Statement Pipe Handling and AssemblyDanny NguNo ratings yet
- Sewerage SystemDocument9 pagesSewerage Systemhajjiyare2016No ratings yet
- ITP For REPAIR - MODIFY OF STEEL STRUCTUREDocument8 pagesITP For REPAIR - MODIFY OF STEEL STRUCTUREShewale PravinNo ratings yet
- Hdep - Welding of Hdpe Pipes and FitingsDocument9 pagesHdep - Welding of Hdpe Pipes and Fitingsakashdruva892100% (1)
- Procedure For Fabrication and Erection of HP Piping Extract From Tata Cons - LTDDocument12 pagesProcedure For Fabrication and Erection of HP Piping Extract From Tata Cons - LTDSushanta NaikNo ratings yet
- Brazing and Jointing of Copper PipesDocument3 pagesBrazing and Jointing of Copper Pipessunny_84t100% (1)
- MOS For Fabrication and InstallationDocument21 pagesMOS For Fabrication and InstallationDo Van HUNG100% (3)
- Steel Pipe Welding Inspection Method StatementDocument1 pageSteel Pipe Welding Inspection Method StatementAhmed SherifNo ratings yet
- Material Approval Request: North-South Commuter Railway Extension ProjectDocument2 pagesMaterial Approval Request: North-South Commuter Railway Extension ProjectResearcherNo ratings yet
- 18-Weld Joint NumberingDocument5 pages18-Weld Joint NumberingAkhilesh Kumar100% (2)
- Method Statement - Drain PipingDocument17 pagesMethod Statement - Drain PipingAnish KumarNo ratings yet
- Method Statement For Pipe Sleeve InstallationDocument7 pagesMethod Statement For Pipe Sleeve InstallationmieadidassNo ratings yet
- Method Statement For Fabrication and Erection of Piping: Krueng Geukueh, North Aceh, IndonesiaDocument10 pagesMethod Statement For Fabrication and Erection of Piping: Krueng Geukueh, North Aceh, IndonesiaFendik NewbieNo ratings yet
- MS For HDPE Pipes Laying ActivityDocument7 pagesMS For HDPE Pipes Laying ActivityJust Do LoveNo ratings yet
- PPR Pipe Method Statement For Pipe and Fitting Installation and Testing Commissioning PDFDocument14 pagesPPR Pipe Method Statement For Pipe and Fitting Installation and Testing Commissioning PDFBuraq Aircondition Cont & Gen Maint LLC BuraqNo ratings yet
- Method Statement For Insulation WorksDocument16 pagesMethod Statement For Insulation WorksAhmed Farman AlqaysiNo ratings yet
- Method Statement - Non-Metallic Pipeline Instalation & Pull Through To HDDDocument8 pagesMethod Statement - Non-Metallic Pipeline Instalation & Pull Through To HDDMuhammad IrsyadiNo ratings yet
- S-000-1679-0001V Itp For Insulation PDFDocument5 pagesS-000-1679-0001V Itp For Insulation PDFPhuoc PhuNo ratings yet
- 1.sanitary Wastewater MOSDocument13 pages1.sanitary Wastewater MOSarshad iqbal0% (1)
- Mandrelling Test / Checklist: Pmqs Construction Solutions, IncDocument1 pageMandrelling Test / Checklist: Pmqs Construction Solutions, IncAbnar KumplishaNo ratings yet
- Method Statement For DI PipingDocument16 pagesMethod Statement For DI Pipingtomj9104No ratings yet
- A-Method Statement Painting and Touch-Up Painting For Furnace-CDocument20 pagesA-Method Statement Painting and Touch-Up Painting For Furnace-CTrương Đông HưngNo ratings yet
- Work Method Statement FOR HVAC DuctingCopper PipesDocument9 pagesWork Method Statement FOR HVAC DuctingCopper PipesSameer JogasNo ratings yet
- ACMV Inspeciton Check ListDocument22 pagesACMV Inspeciton Check ListNaing Win TunNo ratings yet
- Traffic Signage - Installation - ItpDocument1 pageTraffic Signage - Installation - Itpmoytabura96No ratings yet
- Method Statement For Blasting and PaintingDocument11 pagesMethod Statement For Blasting and PaintingAbdullah Abdullah100% (2)
- Weld Identification: Welding Procedures ManualDocument2 pagesWeld Identification: Welding Procedures ManualcarlosNo ratings yet
- Itp - 002 - Duct Installation - IfrDocument3 pagesItp - 002 - Duct Installation - IfrMari BelajarNo ratings yet
- Flange Installation ProceduresDocument3 pagesFlange Installation Proceduresgplese0100% (1)
- MST Gravity Test OwsDocument5 pagesMST Gravity Test OwsJenson T VNo ratings yet
- ITP For Structural Work-1Document5 pagesITP For Structural Work-1Mohammed Mujahid0% (1)
- Organization Chart For Pipe Line Project 01Document1 pageOrganization Chart For Pipe Line Project 01MaherNo ratings yet
- Mos Under Ground Pipe InstallationDocument2 pagesMos Under Ground Pipe Installationmagdi badranNo ratings yet
- Method Statement For Underground Piping & Puddles InstallationDocument27 pagesMethod Statement For Underground Piping & Puddles InstallationAhmed ImranNo ratings yet
- Installation, Testing & Flushing of Firefighting Piping System MSTDocument10 pagesInstallation, Testing & Flushing of Firefighting Piping System MSTMohamedNo ratings yet
- MOS For Underground Pipe Water InstallationDocument2 pagesMOS For Underground Pipe Water InstallationMukhlish AkhatarNo ratings yet
- Method Statement For Piping FabricationDocument107 pagesMethod Statement For Piping FabricationTrương Đông HưngNo ratings yet
- Method Statement of Installing I-BeamDocument1 pageMethod Statement of Installing I-BeamfaizbukhariNo ratings yet
- 5-NDT ClearanceDocument1 page5-NDT ClearanceM.A.NNo ratings yet
- WP 11 Corrosion Protection Tape Coating123Document3 pagesWP 11 Corrosion Protection Tape Coating123KarthikNo ratings yet
- Method Statment For Above Ground PipingDocument7 pagesMethod Statment For Above Ground PipingMuhammad Anjum JabranNo ratings yet
- Weld Identification Record FormDocument2 pagesWeld Identification Record FormDimitris NikouNo ratings yet
- Fit-Up Preparation and Acceptance Criteria As Per Project RequirementsDocument6 pagesFit-Up Preparation and Acceptance Criteria As Per Project RequirementsAbdülHak ÖZkaraNo ratings yet
- Erection of Reformer Furnace ProcedureDocument22 pagesErection of Reformer Furnace Proceduremanoj thakkarNo ratings yet
- Erection Sequence For Reformer FurnacesDocument55 pagesErection Sequence For Reformer Furnacesmanoj thakkar100% (1)
- Epoxy Grouting Application Work ProcedureDocument14 pagesEpoxy Grouting Application Work Proceduremanoj thakkarNo ratings yet
- Rotating Equipment Installation Procedure Method StatementDocument28 pagesRotating Equipment Installation Procedure Method Statementmanoj thakkarNo ratings yet
- PSV TestingDocument26 pagesPSV Testingmanoj thakkar100% (1)
- Qality Assurance Inspection and Test Plan: Piping Fabrication & InstallationDocument16 pagesQality Assurance Inspection and Test Plan: Piping Fabrication & Installationmanoj thakkarNo ratings yet
- Rai Industrial Power PVT - LTD Inspection Test Plan (Check/Hold Points) For Piping WorksDocument4 pagesRai Industrial Power PVT - LTD Inspection Test Plan (Check/Hold Points) For Piping Worksmanoj thakkarNo ratings yet
- Ask Team To Add Company Logo Her "Shri Ganesh Engineering"Document4 pagesAsk Team To Add Company Logo Her "Shri Ganesh Engineering"manoj thakkar100% (1)
- ITEM: Carbon Steel Seamless PipesDocument3 pagesITEM: Carbon Steel Seamless Pipesmanoj thakkarNo ratings yet
- Process Piping Inspection and Test PlanDocument6 pagesProcess Piping Inspection and Test Planmanoj thakkarNo ratings yet
- SPE 196490 MS CommissioningandStart UpofComplexMegaScaleProjectDocument15 pagesSPE 196490 MS CommissioningandStart UpofComplexMegaScaleProjectmanoj thakkarNo ratings yet
- WA180-3 S/N 53001-UP (M/C)Document392 pagesWA180-3 S/N 53001-UP (M/C)wiluxaju100% (1)
- Introduction To Gaskets: Prepared By: Salahuddin SRV.# 313326Document17 pagesIntroduction To Gaskets: Prepared By: Salahuddin SRV.# 313326uddinsalahNo ratings yet
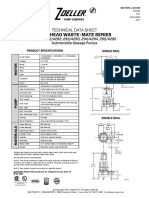
- High Head Waste-Mate Series: Technical Data SheetDocument2 pagesHigh Head Waste-Mate Series: Technical Data SheetEuribiades CordobaNo ratings yet
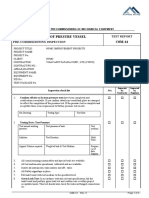
- Vessel Data SheetDocument2 pagesVessel Data SheetMika PelagioNo ratings yet
- C0M-14 Hydrostatic Test of Pressure VesselDocument3 pagesC0M-14 Hydrostatic Test of Pressure VesselHong Trung DuongNo ratings yet
- Applicant's Latest CV With PhotoDocument5 pagesApplicant's Latest CV With PhotoMudabbir HussainNo ratings yet
- DN 40 - 1200 PN10/16: Large Tolerance Multimaterials Coupling Flanged AdaptorDocument4 pagesDN 40 - 1200 PN10/16: Large Tolerance Multimaterials Coupling Flanged Adaptorpablo gerardo gil cocaNo ratings yet
- WSA 109 - Flange Assembly Torque Calculator v5Document12 pagesWSA 109 - Flange Assembly Torque Calculator v5MouchartStéphanieNo ratings yet
- Garlock - Compression Packing - Catalog - NHK10918 - EN-EU - LRDocument16 pagesGarlock - Compression Packing - Catalog - NHK10918 - EN-EU - LREduleofNo ratings yet
- EFUSION O&M ManualDocument8 pagesEFUSION O&M ManualYutt WattNo ratings yet
- SML Project FileDocument69 pagesSML Project FileJatinSaini57% (7)
- Sdg100as 3a6Document36 pagesSdg100as 3a6КонстантинNo ratings yet
- Appendix A Materials SpecificationsDocument40 pagesAppendix A Materials SpecificationsLuong Do Dat0% (1)
- B 84547 DY MM2 DSR ST 20 0001 - Rev.1B.MDS Inlet - Separator.IFADocument10 pagesB 84547 DY MM2 DSR ST 20 0001 - Rev.1B.MDS Inlet - Separator.IFAYusri FakhrizalNo ratings yet
- Valve II Valve II Valve II: Dome Dome DomeDocument2 pagesValve II Valve II Valve II: Dome Dome DomeShukla SuyashNo ratings yet
- Exhaust Riser ExtendedDocument4 pagesExhaust Riser ExtendedVassilisStratisNo ratings yet
- Juntas Planas GarlockDocument55 pagesJuntas Planas GarlockdcarunchioNo ratings yet
- DT466 Valve AdjustmentDocument15 pagesDT466 Valve Adjustmentחנניה מוסNo ratings yet
- PSC Specialty Lubricant 2021Document43 pagesPSC Specialty Lubricant 2021Project Sales CorpNo ratings yet
- Atra PDFDocument146 pagesAtra PDFRenan100% (4)
- PipingDocument21 pagesPipingsubash100% (1)
- LPT 3118 TC BS3 CowlDocument420 pagesLPT 3118 TC BS3 CowlAman DeepNo ratings yet
- Glazing Compatibility6 PDFDocument3 pagesGlazing Compatibility6 PDFpandey008No ratings yet
- #10 VHB SGT-APT Design SummaryDocument2 pages#10 VHB SGT-APT Design SummarySenthil KumarNo ratings yet