Download as pdf or txt
You might also like
- PLC Questions and AnswersDocument13 pagesPLC Questions and AnswersInstrumentation ToolsNo ratings yet
- Microcell CalibrationDocument10 pagesMicrocell Calibrationprabhu0487No ratings yet
- Summary of The Delft University Wind Turbine Dedicated AirfoilsDocument9 pagesSummary of The Delft University Wind Turbine Dedicated AirfoilsDanildo0% (1)
- Sap TerminologyDocument17 pagesSap TerminologydesaivaibhavNo ratings yet
- Instruments Calibration ProceduresDocument6 pagesInstruments Calibration ProceduresInstrumentation ToolsNo ratings yet
- Ladder Logic Contacts and CoilsDocument20 pagesLadder Logic Contacts and CoilsInstrumentation ToolsNo ratings yet
- PLC Ladder Logic Example ProgramDocument4 pagesPLC Ladder Logic Example ProgramInstrumentation ToolsNo ratings yet
- PLC Math InstructionsDocument4 pagesPLC Math InstructionsInstrumentation ToolsNo ratings yet
- PLC Ladder Logic Example of AlarmsDocument8 pagesPLC Ladder Logic Example of AlarmsInstrumentation ToolsNo ratings yet
- PLC Data Comparison InstructionsDocument4 pagesPLC Data Comparison InstructionsInstrumentation ToolsNo ratings yet
- Lab4 COUNTERDocument9 pagesLab4 COUNTERductuan.12011996No ratings yet
- Lab 10Document9 pagesLab 10ma0638073No ratings yet
- PLC Input and Output ModulesDocument9 pagesPLC Input and Output ModulesInstrumentation ToolsNo ratings yet
- Programming: Figures 10.5a and 10.5bDocument4 pagesProgramming: Figures 10.5a and 10.5bJhanrick Ambrocio CanlasNo ratings yet
- Lag TimeDocument5 pagesLag TimeInstrumentation ToolsNo ratings yet
- Override Control SystemDocument4 pagesOverride Control SystemInstrumentation ToolsNo ratings yet
- Simple PLC ProgramDocument5 pagesSimple PLC ProgramInstrumentation ToolsNo ratings yet
- PLC Programming For Conveyor MotorDocument4 pagesPLC Programming For Conveyor MotorInstrumentation ToolsNo ratings yet
- PID ControllerDocument8 pagesPID ControllerInstrumentation ToolsNo ratings yet
- PLC LabDocument11 pagesPLC LabromeshNo ratings yet
- PLC LogicDocument8 pagesPLC LogicInstrumentation ToolsNo ratings yet
- PLC Programming ExamplesDocument3 pagesPLC Programming ExamplesInstrumentation ToolsNo ratings yet
- Lab 6 Industrial AutomationDocument5 pagesLab 6 Industrial AutomationMuhammad UmarNo ratings yet
- PLC Laboratory Activity 2Document3 pagesPLC Laboratory Activity 2Kate AlindajaoNo ratings yet
- Presentaion 7 Programmable Logic Controller (PLC)Document27 pagesPresentaion 7 Programmable Logic Controller (PLC)wabdushukurNo ratings yet
- PLC ScalingDocument4 pagesPLC ScalingInstrumentation ToolsNo ratings yet
- State Estimation CapsaDocument18 pagesState Estimation CapsardshsthaNo ratings yet
- Chapter6 Registers and CountersDocument19 pagesChapter6 Registers and CountersKelvin YipNo ratings yet
- LC Tuned CircuitDocument2 pagesLC Tuned CircuitInstrumentation ToolsNo ratings yet
- What Is Counter?: Flip-FlopDocument8 pagesWhat Is Counter?: Flip-FlopArunNo ratings yet
- PLC ConfigurationDocument3 pagesPLC ConfigurationInstrumentation ToolsNo ratings yet
- Programmable Logic Controller ExampleDocument3 pagesProgrammable Logic Controller ExampleInstrumentation ToolsNo ratings yet
- Lab Exercise 8 - PLC CountersDocument12 pagesLab Exercise 8 - PLC CountersMuhammad Saqlain AroonNo ratings yet
- Coeng3059:: Digital Logic DesignDocument72 pagesCoeng3059:: Digital Logic DesignALEMU DEMIRACHEWNo ratings yet
- Control System Limit Controls - Low / HighDocument6 pagesControl System Limit Controls - Low / HighInstrumentation ToolsNo ratings yet
- End Term Pratical: Diwesh Kumar Chaudhary REG No:12002572 Project TitleDocument7 pagesEnd Term Pratical: Diwesh Kumar Chaudhary REG No:12002572 Project TitleSagar singhNo ratings yet
- CountersDocument67 pagesCountersanon_9215003380% (1)
- NPTEL: Automation & Controls Module: 4: Programmable Logic ControllersDocument4 pagesNPTEL: Automation & Controls Module: 4: Programmable Logic ControllersPeersahbNo ratings yet
- AttachmentDocument38 pagesAttachmentweldushtekleabNo ratings yet
- Chapter 4.2 Programming Counters - ADocument72 pagesChapter 4.2 Programming Counters - Ason06022003No ratings yet
- Experiment No 10Document10 pagesExperiment No 10atulNo ratings yet
- Numaratoare PDFDocument17 pagesNumaratoare PDFAndrei OlaruNo ratings yet
- Section B-2: Submitted By: Muhammad2011-ME-64Hamza NadeemDocument24 pagesSection B-2: Submitted By: Muhammad2011-ME-64Hamza NadeemM Hamza NadeemNo ratings yet
- Chapter Two: Programmable Logic Controllers (PLC)Document53 pagesChapter Two: Programmable Logic Controllers (PLC)BIRSHNo ratings yet
- Sec4 PLCDocument67 pagesSec4 PLCEng ForQ3No ratings yet
- Automation in Digital InstrumentsDocument5 pagesAutomation in Digital InstrumentsSuhail Mohammad ZargarNo ratings yet
- Universidad Del Magdalena Ingeniería Electrónica Diseño de Sistemas Digitales - Actividad Asincrónica 3Document3 pagesUniversidad Del Magdalena Ingeniería Electrónica Diseño de Sistemas Digitales - Actividad Asincrónica 3Angélica SamperNo ratings yet
- PLC Automata A New Class of Implementable Reatime AutomataDocument33 pagesPLC Automata A New Class of Implementable Reatime AutomataDiego AlvesNo ratings yet
- PLC Analog Input SamplingDocument2 pagesPLC Analog Input SamplingInstrumentation ToolsNo ratings yet
- Digital Visitor Counter Using 8051 MicrocontrollerDocument20 pagesDigital Visitor Counter Using 8051 MicrocontrollerChandra Bhanu80% (10)
- Vlsi Project Report Arithmetic Logical Unit Using Verilog AluDocument7 pagesVlsi Project Report Arithmetic Logical Unit Using Verilog AluAnurag KharwarNo ratings yet
- Chapter 1: Instrumentation Equipment MODULE 7: Digital Computer ControlDocument9 pagesChapter 1: Instrumentation Equipment MODULE 7: Digital Computer ControlBabu AravindNo ratings yet
- EIT Exp 5 DSOscilloscopeDocument17 pagesEIT Exp 5 DSOscilloscopeMahadevNo ratings yet
- Quality Control NotesDocument14 pagesQuality Control Notesfathimathshifna79No ratings yet
- Asynchronous CounterDocument5 pagesAsynchronous CounterJose GarciaNo ratings yet
- Chapter 08Document67 pagesChapter 08okuwobiNo ratings yet
- Lecture 9 - Ch8 Programming CountersDocument54 pagesLecture 9 - Ch8 Programming CountersAbdul-Aziz MasadNo ratings yet
- Programmable Logic Controllers: Frank D. PetruzellaDocument67 pagesProgrammable Logic Controllers: Frank D. PetruzellaMinh Đức TrầnNo ratings yet
- Microchip-Introduction To Capacitive SensingDocument10 pagesMicrochip-Introduction To Capacitive Sensinghoe3852No ratings yet
- Assignment 3 (HA16025)Document7 pagesAssignment 3 (HA16025)Zakwan WanNo ratings yet
- Chapter 2 Discrete Data Control SystemsDocument70 pagesChapter 2 Discrete Data Control SystemsAmruth Thelkar67% (3)
- In Electronics: Digital Logic Computing Event Process Clock SignalDocument7 pagesIn Electronics: Digital Logic Computing Event Process Clock SignalROhan GoelNo ratings yet
- Simulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorFrom EverandSimulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorNo ratings yet
- PLC AnalogDocument3 pagesPLC AnalogInstrumentation ToolsNo ratings yet
- PLC OutputsDocument12 pagesPLC OutputsInstrumentation ToolsNo ratings yet
- PLC Ladder Logic Example ProgramDocument4 pagesPLC Ladder Logic Example ProgramInstrumentation ToolsNo ratings yet
- PLC Data Comparison InstructionsDocument4 pagesPLC Data Comparison InstructionsInstrumentation ToolsNo ratings yet
- PLC IO ModulesDocument5 pagesPLC IO ModulesInstrumentation ToolsNo ratings yet
- PLC Programming For PneumaticsDocument9 pagesPLC Programming For PneumaticsInstrumentation ToolsNo ratings yet
- Valve StandardsDocument3 pagesValve StandardsInstrumentation ToolsNo ratings yet
- PLC Ladder Logic Example of AlarmsDocument8 pagesPLC Ladder Logic Example of AlarmsInstrumentation ToolsNo ratings yet
- PLC Motor ProgrammingDocument4 pagesPLC Motor ProgrammingInstrumentation ToolsNo ratings yet
- PLC LogicDocument8 pagesPLC LogicInstrumentation ToolsNo ratings yet
- PLC ConfigurationDocument3 pagesPLC ConfigurationInstrumentation ToolsNo ratings yet
- PLC Math InstructionsDocument4 pagesPLC Math InstructionsInstrumentation ToolsNo ratings yet
- Programmable Logic Controller ExampleDocument3 pagesProgrammable Logic Controller ExampleInstrumentation ToolsNo ratings yet
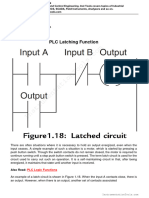
- PLC Latching FunctionDocument4 pagesPLC Latching FunctionInstrumentation ToolsNo ratings yet
- PLC Motor LogicDocument5 pagesPLC Motor LogicInstrumentation ToolsNo ratings yet
- PLC Logic Questions and AnswersDocument3 pagesPLC Logic Questions and AnswersInstrumentation ToolsNo ratings yet
- Simple PLC ProgramDocument5 pagesSimple PLC ProgramInstrumentation ToolsNo ratings yet
- PLC WiringDocument7 pagesPLC WiringInstrumentation ToolsNo ratings yet
- PLC Analog Input SamplingDocument2 pagesPLC Analog Input SamplingInstrumentation ToolsNo ratings yet
- Liapunovs Stability CriterionDocument4 pagesLiapunovs Stability CriterionInstrumentation ToolsNo ratings yet
- Level Sensor AnimationDocument2 pagesLevel Sensor AnimationInstrumentation ToolsNo ratings yet
- ThermowellsDocument3 pagesThermowellsInstrumentation ToolsNo ratings yet
- Level Measurement MCQ QuestionsDocument6 pagesLevel Measurement MCQ QuestionsInstrumentation ToolsNo ratings yet
- Level Sensors TerminologyDocument6 pagesLevel Sensors TerminologyInstrumentation ToolsNo ratings yet
- Liapunovs StabilityDocument2 pagesLiapunovs StabilityInstrumentation ToolsNo ratings yet
- Override Control SystemDocument4 pagesOverride Control SystemInstrumentation ToolsNo ratings yet
- Linear Ma To Square Root MaDocument1 pageLinear Ma To Square Root MaInstrumentation ToolsNo ratings yet
- Linear Approximation Non Linear SystemDocument5 pagesLinear Approximation Non Linear SystemInstrumentation ToolsNo ratings yet
- Linear To Square Root ExtractionDocument2 pagesLinear To Square Root ExtractionInstrumentation ToolsNo ratings yet
- Japanese VerbsDocument8 pagesJapanese VerbsPhilipe De Paiva SouzaNo ratings yet
- 3 Statistical ConceptsDocument34 pages3 Statistical ConceptsP.T. SaleendranNo ratings yet
- Ec8261 Lab ManualDocument94 pagesEc8261 Lab ManualJayamani Krishnan0% (1)
- Cos1512 104 2012 1 BDocument11 pagesCos1512 104 2012 1 BLina Slabbert-van Der WaltNo ratings yet
- Interpreting Esxtop Statistics - VMware CommunitiesDocument50 pagesInterpreting Esxtop Statistics - VMware CommunitiesFacer DancerNo ratings yet
- (B) Projectile Motion (Exercise) PDFDocument38 pages(B) Projectile Motion (Exercise) PDFdevansh dewanNo ratings yet
- Non Contact Liquid Level SensorDocument5 pagesNon Contact Liquid Level SensorGeorge AquanautNo ratings yet
- Dmlib-#97915-V1-Lok Oil Discharge Monitoring & Control SysDocument238 pagesDmlib-#97915-V1-Lok Oil Discharge Monitoring & Control SysravipedapudiNo ratings yet
- IRB14050 Single-Arm YuMi-versCDocument9 pagesIRB14050 Single-Arm YuMi-versCJosé Manuel MoaNo ratings yet
- Three Momentum AlgorithhmDocument70 pagesThree Momentum AlgorithhmShreekanth HebbarNo ratings yet
- Tai Lieu Xi MangDocument207 pagesTai Lieu Xi MangthanhNo ratings yet
- Gargi Mukherjee - Legal Education & Legal Research Methodology-1Document10 pagesGargi Mukherjee - Legal Education & Legal Research Methodology-1Soma MukherjeeNo ratings yet
- Report 5Document8 pagesReport 5Tuyết TrânNo ratings yet
- Chapter 1 FinalDocument18 pagesChapter 1 FinalVipan SharmaNo ratings yet
- 2d - DMM User ManualDocument31 pages2d - DMM User ManualIvan TsuiNo ratings yet
- Graph of A RelationDocument48 pagesGraph of A RelationHamza KahemelaNo ratings yet
- Anatomy Comprehensive Exam Review QuestionsDocument22 pagesAnatomy Comprehensive Exam Review QuestionsKlean Jee Teo-TrazoNo ratings yet
- IBM® DB2 Universal Database™ Replication Guide and ReferenceDocument789 pagesIBM® DB2 Universal Database™ Replication Guide and ReferenceKuzumichNo ratings yet
- Online Handwriting Recognition SystemDocument31 pagesOnline Handwriting Recognition SystemRakesh AhujaNo ratings yet
- 3702 - 20MHz Dual Trace OscilloscopeDocument2 pages3702 - 20MHz Dual Trace OscilloscopeAtanu GhoshNo ratings yet
- Using Drop Down by Index in Table UI Element With Web Dynpro ABAPDocument12 pagesUsing Drop Down by Index in Table UI Element With Web Dynpro ABAPchandnisharma89No ratings yet
- Lab1 SSN IntroductionDocument18 pagesLab1 SSN Introductionzys WdNo ratings yet
- SABCube SpareParts 2010-12Document90 pagesSABCube SpareParts 2010-12Mário OliveiraNo ratings yet
- Maths Project 5Document15 pagesMaths Project 5Yash Mahajan0% (1)
- Rubber Bulb Seals: Weather Resistant EPDM-Plain BackDocument5 pagesRubber Bulb Seals: Weather Resistant EPDM-Plain BackRaulNo ratings yet
- Performance Task: Triangles Are Around Me!Document2 pagesPerformance Task: Triangles Are Around Me!Blaze QuibanNo ratings yet
- Oil Well Kicks Questions and Answers Part2Document8 pagesOil Well Kicks Questions and Answers Part2mariafernandamolinaoteroNo ratings yet
- NNSE508 - EM L6 DrudeDocument13 pagesNNSE508 - EM L6 DruderaktimguhaNo ratings yet