Download as pdf or txt
You might also like
- ODST Armor Kit Instructionsa PDFDocument81 pagesODST Armor Kit Instructionsa PDFArrow RoweNo ratings yet
- 6500 Woodworking ProjectsDocument0 pages6500 Woodworking Projectsmrivero1983No ratings yet
- DIY Bass TrapDocument22 pagesDIY Bass Trapdipling2No ratings yet
- Stock Refinishing Kit InstructionsDocument48 pagesStock Refinishing Kit Instructionsspcsys100% (1)
- Better Living Through Origami: 20 Creative Paper Projects for a Beautiful HomeFrom EverandBetter Living Through Origami: 20 Creative Paper Projects for a Beautiful HomeRating: 3.5 out of 5 stars3.5/5 (6)
- Finishing With Glass ClothDocument6 pagesFinishing With Glass ClothGe XuNo ratings yet
- Carbon Fibre Skinning Starter KitDocument8 pagesCarbon Fibre Skinning Starter KitcraigbonnymanNo ratings yet
- Casting KitDocument10 pagesCasting KitCurtis FellNo ratings yet
- Mould Making Kit (For Use With Carbon Fibre)Document7 pagesMould Making Kit (For Use With Carbon Fibre)eyewired2000100% (1)
- Case StudyDocument9 pagesCase Studymiera_zaNo ratings yet
- Carbon Fibre Fishing Pole Repair Kit InstructionsDocument4 pagesCarbon Fibre Fishing Pole Repair Kit InstructionsdaveagriffNo ratings yet
- Fiberglassing PDFDocument19 pagesFiberglassing PDFyummybuiNo ratings yet
- 8-2C500 Woodworking Plans - Projects 1-200Document752 pages8-2C500 Woodworking Plans - Projects 1-200Angel ArchilaNo ratings yet
- How To Make A Fiberglass Subwoofer BoxDocument24 pagesHow To Make A Fiberglass Subwoofer BoxrbhavishNo ratings yet
- 6000+ Woodworking Projects PagesDocument1,079 pages6000+ Woodworking Projects Pagesmnboks100% (6)
- Laser Cutter Advanced TechniquesDocument38 pagesLaser Cutter Advanced Techniquesjinxy06100% (1)
- 220 Furniture Project PlansDocument976 pages220 Furniture Project Planscalde186% (7)
- Rozen Martel, Nadia Jullien - Design Resin Jewelry - 37 Beautiful Projects To Make & Wear - For All Skill Levels-C&T Publishing (2021)Document114 pagesRozen Martel, Nadia Jullien - Design Resin Jewelry - 37 Beautiful Projects To Make & Wear - For All Skill Levels-C&T Publishing (2021)kimitachiNo ratings yet
- DIY Armor ZineDocument8 pagesDIY Armor Zinesnidely_whiplash0% (1)
- EPP Surface Preparation NetDocument5 pagesEPP Surface Preparation Netumunera2997No ratings yet
- CompositeDocument42 pagesCompositeprashobboseNo ratings yet
- Prosthodontics Lab 2, Making of Special TraysDocument11 pagesProsthodontics Lab 2, Making of Special TraysJustDen09No ratings yet
- Epoxy Resin ThesisDocument7 pagesEpoxy Resin Thesispsmxiiikd100% (1)
- Epoxy Mixing GuideDocument5 pagesEpoxy Mixing Guidedarwin rolonNo ratings yet
- Making Model Rocket Chemical MotorsDocument155 pagesMaking Model Rocket Chemical Motorsjwzumwalt100% (14)
- Science Coursework Loft InsulationDocument8 pagesScience Coursework Loft Insulationafjwoamzdxwmct100% (2)
- Plaster and White Glue: Prepared By: Dacir Belen Hate Arroyo David Ofenda SalomonDocument39 pagesPlaster and White Glue: Prepared By: Dacir Belen Hate Arroyo David Ofenda SalomonPaul Oliver Yap Bucu100% (2)
- Barton Skiff... 15ft 4in, by 4ft 8in, by 650lbs Displacement Outboard SkiffDocument9 pagesBarton Skiff... 15ft 4in, by 4ft 8in, by 650lbs Displacement Outboard SkiffStanlei FernandaNo ratings yet
- Read This First About The BuildDocument10 pagesRead This First About The BuildJoaquín CruzNo ratings yet
- 250 + WoodWorking Projects Part 1Document1,686 pages250 + WoodWorking Projects Part 187895% (21)
- Surfboard Glassing Manual: Fiberglassing A Wood Surfboard With Epoxy ResinDocument50 pagesSurfboard Glassing Manual: Fiberglassing A Wood Surfboard With Epoxy ResinDiego ValenzuelaNo ratings yet
- Gypsum Products and Investment: There Are 2 Ways To Mix GypsumDocument15 pagesGypsum Products and Investment: There Are 2 Ways To Mix GypsumMohammad Jamal OwesatNo ratings yet
- Ins AsepxyDocument8 pagesIns AsepxyPho NomenalNo ratings yet
- 5 Cent RocketryDocument20 pages5 Cent RocketryMoreMoseySpeed0% (1)
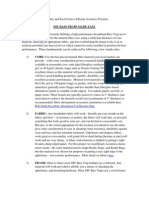
- Diy Bass Traps Made Easy PDFDocument22 pagesDiy Bass Traps Made Easy PDFVladimir ZaltNo ratings yet
- Geoff's Woodwork: Using Timber StructurallyDocument5 pagesGeoff's Woodwork: Using Timber StructurallykhantoNo ratings yet
- Lesson Plan: Elasticity: BackgroundDocument8 pagesLesson Plan: Elasticity: Backgroundsaira bibiNo ratings yet
- FusingDocument6 pagesFusingsift_50100% (1)
- How To Build A Homemade Aircraft For Under 1000 Re PDFDocument12 pagesHow To Build A Homemade Aircraft For Under 1000 Re PDFMinh HùngNo ratings yet
- Informe 1Document10 pagesInforme 1kevin abrilNo ratings yet
- Eclipse Q & AsDocument16 pagesEclipse Q & AsTomescu FilipNo ratings yet
- Creative Resin: Easy techniques for contemporary resin artFrom EverandCreative Resin: Easy techniques for contemporary resin artNo ratings yet
- Unit3 4 ReviewDocument6 pagesUnit3 4 ReviewSUN BUNRANo ratings yet
- Unit3 4-ReviewDocument6 pagesUnit3 4-ReviewSUN BUNRANo ratings yet
- FAQ Cork Fabric Folclore Crafts 2018Document7 pagesFAQ Cork Fabric Folclore Crafts 2018gabrielampNo ratings yet
- Procedure Structural Repair 10 2011Document8 pagesProcedure Structural Repair 10 2011Dye ArNo ratings yet
- 8500 Woodworking ProjectsDocument752 pages8500 Woodworking Projectsclivehawnt100% (11)
- T2 Global-CP03-C&S-MSB-XX-019941-B - W0 - T0 - 12974-3Document7 pagesT2 Global-CP03-C&S-MSB-XX-019941-B - W0 - T0 - 12974-3Areaya mahetemNo ratings yet
- 5 - Technical Newsletter - Casting Resin For ToolingDocument3 pages5 - Technical Newsletter - Casting Resin For ToolingNorbert TothNo ratings yet
- Complete Guide to Bird Carving: 15 Beautiful Beginner-to-Advanced ProjectsFrom EverandComplete Guide to Bird Carving: 15 Beautiful Beginner-to-Advanced ProjectsRating: 5 out of 5 stars5/5 (1)
- Traditional Wooden Handplanes: How to Restore, Modify & Use Antique PlanesFrom EverandTraditional Wooden Handplanes: How to Restore, Modify & Use Antique PlanesRating: 5 out of 5 stars5/5 (1)
- Duct Tape Engineer: The Book of Big, Bigger, and Epic Duct Tape ProjectsFrom EverandDuct Tape Engineer: The Book of Big, Bigger, and Epic Duct Tape ProjectsRating: 5 out of 5 stars5/5 (1)
- Bathtub and Shower Tray Repair: How to prevent remedials and make the repair future-proofFrom EverandBathtub and Shower Tray Repair: How to prevent remedials and make the repair future-proofNo ratings yet
- 05 52 17 Handrails and RailingsDocument7 pages05 52 17 Handrails and RailingsshajbabyNo ratings yet
- Valve TrimsDocument11 pagesValve TrimsAmarKumarNo ratings yet
- Tolomatic Gear BoxesDocument24 pagesTolomatic Gear BoxesRoman ChubaNo ratings yet
- EN1.4462-0509 Original EngDocument2 pagesEN1.4462-0509 Original Eng4455jappNo ratings yet
- Chapter Seven Bearing Devices and Girder Anchorages: 7.1 GeneralDocument11 pagesChapter Seven Bearing Devices and Girder Anchorages: 7.1 GeneralArup RoyNo ratings yet
- Indium8.9hf Pbfree Solder Paste 98485 r20Document2 pagesIndium8.9hf Pbfree Solder Paste 98485 r20SelvakumarNo ratings yet
- Mill Roll - NCCMDocument5 pagesMill Roll - NCCMFernando CeregatoNo ratings yet
- Gantry Crane-2 (Pyramid Steel Structures Factory) Cost SheetDocument15 pagesGantry Crane-2 (Pyramid Steel Structures Factory) Cost SheetAdeeb ShahzadaNo ratings yet
- Ncert Solutions Class 10 Science Chapter 1Document11 pagesNcert Solutions Class 10 Science Chapter 1pk rNo ratings yet
- Introduction To Organic Pigments RevisioDocument97 pagesIntroduction To Organic Pigments RevisioDr. Sadaf khanNo ratings yet
- Astm F467M 1997Document5 pagesAstm F467M 1997Jesse ChenNo ratings yet
- Manual Del Operador - CV400Document102 pagesManual Del Operador - CV400Edison Fernando CollaguazoNo ratings yet
- STRECON Stripwound ContainerDocument1 pageSTRECON Stripwound Container146235No ratings yet
- Dehaye CatalogDocument544 pagesDehaye CatalogRogier van der HeideNo ratings yet
- MS0401S0340-V00.C - (Steel-Framing-Under-Escalator-For-MEP-Services - (North-&-South) ) PDFDocument105 pagesMS0401S0340-V00.C - (Steel-Framing-Under-Escalator-For-MEP-Services - (North-&-South) ) PDFnoufalNo ratings yet
- Metallography of Cemented Carbides: A.T. Santhanam, Kennametal, IncDocument12 pagesMetallography of Cemented Carbides: A.T. Santhanam, Kennametal, IncMarcelo SantanaNo ratings yet
- Machining Technology I MCQ and QuestionsDocument6 pagesMachining Technology I MCQ and QuestionsNauman AsifNo ratings yet
- Vulcan Industrial Engineering Co. Pvt. LTDDocument3 pagesVulcan Industrial Engineering Co. Pvt. LTDk koradiaNo ratings yet
- BP&R - Oct 19 - Digital PDFDocument68 pagesBP&R - Oct 19 - Digital PDFBriand VallejoNo ratings yet
- Adaptors: Product Catalogue 2019Document125 pagesAdaptors: Product Catalogue 2019ThùyNo ratings yet
- Project Group 9 Mechanical Design 2a Phase 1 4Document39 pagesProject Group 9 Mechanical Design 2a Phase 1 4tinsaeNo ratings yet
- En 006Document30 pagesEn 006Cristian TorrezNo ratings yet
- CLC 17-13-3LN: A Nitrogen Containing 18Cr-10Ni-2Mo Austenitic Stainless Steel (316LN Grade)Document4 pagesCLC 17-13-3LN: A Nitrogen Containing 18Cr-10Ni-2Mo Austenitic Stainless Steel (316LN Grade)PeterWayNo ratings yet
- HDG Steel Combined With Al-AlloyDocument9 pagesHDG Steel Combined With Al-AlloySreedhar Patnaik.MNo ratings yet
- Corrosion Control - Jack-Up - SP-CO-ENG-CON-06-01Document37 pagesCorrosion Control - Jack-Up - SP-CO-ENG-CON-06-01evenNo ratings yet
- Material Characterization Assignment 1Document4 pagesMaterial Characterization Assignment 1Elango SureshNo ratings yet
- Regulators G Series Regulators: Featuring Tube Overpressure Relief MechanismDocument4 pagesRegulators G Series Regulators: Featuring Tube Overpressure Relief MechanismDries VandezandeNo ratings yet
- Piping Erection (En)Document2 pagesPiping Erection (En)Izzet BozkurtNo ratings yet
- New Superalloys PPT Ssk3 RGDocument34 pagesNew Superalloys PPT Ssk3 RGPrajwal BalapureNo ratings yet
- WOPQ Form English1Document2 pagesWOPQ Form English1oaperuchenaNo ratings yet