Download as pdf or txt
You might also like
- 2024 NCAA Men's Blank BracketDocument1 page2024 NCAA Men's Blank BracketThe Kansas City StarNo ratings yet
- 908 Bel Air Road - Most Recent Floor Plans McCleanDocument4 pages908 Bel Air Road - Most Recent Floor Plans McCleanwalterw100% (4)
- Kakuro - Volume 1 - 11-20 PDFDocument80 pagesKakuro - Volume 1 - 11-20 PDFgkp0% (1)
- The Toyota Kata Practice Guide: Practicing Scientific Thinking Skills for Superior Results in 20 Minutes a DayFrom EverandThe Toyota Kata Practice Guide: Practicing Scientific Thinking Skills for Superior Results in 20 Minutes a DayRating: 4.5 out of 5 stars4.5/5 (7)
- Lesson 2 - Determining The Progress Towards The Attainment of Learning OutcomesDocument89 pagesLesson 2 - Determining The Progress Towards The Attainment of Learning OutcomesDiana HernandezNo ratings yet
- Hyosung GT250 Parts CatalogueDocument118 pagesHyosung GT250 Parts CataloguePepito Grillo100% (2)
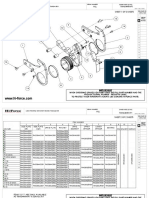
- UMC240 Marine Gear InputDocument4 pagesUMC240 Marine Gear InputBurik8No ratings yet
- Emc WaiverDocument1 pageEmc WaiverZumbaShellNo ratings yet
- Gasket Installation: DurlonDocument3 pagesGasket Installation: Durlonlorenzo100% (1)
- Hydraulic Drawing Raptor 55 2R - JMC-718Document10 pagesHydraulic Drawing Raptor 55 2R - JMC-718Ronald Perez OspinoNo ratings yet
- Plano Hidraulico Jmc-895Document10 pagesPlano Hidraulico Jmc-895Feudred AngNo ratings yet
- Planos Hidraulicos Troidon 66 - jmc-516Document12 pagesPlanos Hidraulicos Troidon 66 - jmc-516Maria Isabel Alzate RamirezNo ratings yet
- Anti FazesDocument29 pagesAnti Fazessipolet765No ratings yet
- Planos Hidráulicos Troidon 88 - JMC-695Document13 pagesPlanos Hidráulicos Troidon 88 - JMC-695Miguel RomoNo ratings yet
- 4945 VGF RingSizing-PDF VFDocument2 pages4945 VGF RingSizing-PDF VFcharlieg123No ratings yet
- Box TemplateDocument1 pageBox Templatecamila.zambrana.cNo ratings yet
- A B C de F G: Gspublisherversion 0.37.100.100Document1 pageA B C de F G: Gspublisherversion 0.37.100.100a gildas dossaNo ratings yet
- Sweep Picking Arpeggio StudyDocument2 pagesSweep Picking Arpeggio StudyGeorge TseliosNo ratings yet
- 1izracunaj Oboji 4Document1 page1izracunaj Oboji 4adisaNo ratings yet
- Now Pattern Chart - Stitch FiddleDocument3 pagesNow Pattern Chart - Stitch FiddlejasminzheaNo ratings yet
- Show Title Studio: SC. Cont Action 6 5 4 3 2 1Document1 pageShow Title Studio: SC. Cont Action 6 5 4 3 2 1Sk BonillaNo ratings yet
- Map Edit 22 Mar 24Document2 pagesMap Edit 22 Mar 24Shehan PereraNo ratings yet
- Manual Ariston Thermo Clas ONE 24 (80 Páginas)Document2 pagesManual Ariston Thermo Clas ONE 24 (80 Páginas)LiarxarNo ratings yet
- Type Z Pilot Regulators: Parts ListDocument4 pagesType Z Pilot Regulators: Parts ListCentro De Belleza Rizos EstiloNo ratings yet
- Transmision 11Document2 pagesTransmision 11Juan Carlos Moncada PáezNo ratings yet
- t2 M 2266 Coordinate Pictures Activity SheetsDocument4 pagest2 M 2266 Coordinate Pictures Activity SheetsElegbede AnthoniaNo ratings yet
- March MadnessDocument1 pageMarch MadnessD PatelNo ratings yet
- SsubnitsDocument8 pagesSsubnitsapi-376807747No ratings yet
- Beach Boys - Good VibrationsDocument2 pagesBeach Boys - Good VibrationsAlessandroNo ratings yet
- RainhaDocument2 pagesRainhaNeto SantosNo ratings yet
- Part List 5100 (SCM296)Document15 pagesPart List 5100 (SCM296)AstraluxNo ratings yet
- Tournament Bracket Template 01Document11 pagesTournament Bracket Template 01Faltu pilaNo ratings yet
- Radio CD Arkamys 3d RenaultDocument149 pagesRadio CD Arkamys 3d RenaultJONATHAN ALMEIDANo ratings yet
- Exploded Views and Parts List (ML-25 /X)Document13 pagesExploded Views and Parts List (ML-25 /X)Angel BorsaniNo ratings yet
- R00.01 ATS1201 8 To 32 Zones DGP Installation Sheet MLDocument40 pagesR00.01 ATS1201 8 To 32 Zones DGP Installation Sheet MLSergio Crevillén LópezNo ratings yet
- EF4e Beg Quick Test 3 AnswersheetDocument1 pageEF4e Beg Quick Test 3 AnswersheetBárbara MontenegroNo ratings yet
- EF4e Beg Quick Test 12 AnswersheetDocument1 pageEF4e Beg Quick Test 12 AnswersheetireneNo ratings yet
- Hydraulic Oil Control Valve, 4-Valve (1 9) (With ECSS) (#60638-)Document2 pagesHydraulic Oil Control Valve, 4-Valve (1 9) (With ECSS) (#60638-)Marcelo ArayaNo ratings yet
- Absensi Rapat Wirid Akbar Dan Isra Mi'RajDocument1 pageAbsensi Rapat Wirid Akbar Dan Isra Mi'RajPondok Pesantren Al-AqshaNo ratings yet
- Engine No.: 6642331Document1 pageEngine No.: 6642331geronimojuarez179No ratings yet
- Crossword 1st TemplateDocument2 pagesCrossword 1st TemplateMiguel Angel LarrinagaNo ratings yet
- Group 4 Disassembly and AssemblyDocument3 pagesGroup 4 Disassembly and AssemblyBuku DigitalNo ratings yet
- Absen MalamDocument14 pagesAbsen MalamPhi DeppezzNo ratings yet
- Group 4 Disassembly and Assembly Group 4 Disassembly and AssemblyDocument9 pagesGroup 4 Disassembly and Assembly Group 4 Disassembly and Assemblymãi bên emNo ratings yet
- Balasevic Djordje-Devojka Sa Cardas NogamaDocument14 pagesBalasevic Djordje-Devojka Sa Cardas NogamaApartman VedranNo ratings yet
- GT125PARTCATALOGUEDocument120 pagesGT125PARTCATALOGUEmauricio pachecoNo ratings yet
- TWH54NRH Spare Parts Sheet942016221232Document2 pagesTWH54NRH Spare Parts Sheet942016221232Heitor RibeiroNo ratings yet
- IMES Toshiba Aquilion Training Fall 18Document2 pagesIMES Toshiba Aquilion Training Fall 18Jawad SandhuNo ratings yet
- In The House: Fill in The Crossword and Find The Hidden WordsDocument1 pageIn The House: Fill in The Crossword and Find The Hidden Wordspopcake19No ratings yet
- Food PDFDocument2 pagesFood PDFHoang Hai ĐỗNo ratings yet
- de Voetpadkloof Map ADocument1 pagede Voetpadkloof Map AStephenNo ratings yet
- FeneisDocument10 pagesFeneisanton.karpytaNo ratings yet
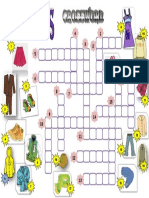
- Clothes CrosswordDocument1 pageClothes CrosswordTanjaNo ratings yet
- FeneisDocument10 pagesFeneisaaaaabbbbbbaaaaaNo ratings yet
- ANSAMBLU AC AXA REFACERE-Model2Document1 pageANSAMBLU AC AXA REFACERE-Model2Iulian NgiNo ratings yet
- Hyosung GT 125 RAT Parts ListDocument126 pagesHyosung GT 125 RAT Parts ListRory NeilsonNo ratings yet
- (MEC8030) Figure 1. Truck Differential For Q2Document1 page(MEC8030) Figure 1. Truck Differential For Q2ali mortadaNo ratings yet
- 013-4600 02D Sisd2Document1 page013-4600 02D Sisd2FireBearGuitarsNo ratings yet
- Group 4 Disassembly and Assembly: 1. Brake PumpDocument6 pagesGroup 4 Disassembly and Assembly: 1. Brake PumpTaha RdmanNo ratings yet
- Chart TitleDocument4 pagesChart Titlecryovikas1975No ratings yet
- EF4e Beg Quick Test 11 AnswersheetDocument1 pageEF4e Beg Quick Test 11 AnswersheetireneNo ratings yet
- One Bold Move a Day: Meaningful Actions Women Can Take to Fulfill Their Leadership and Career PotentialFrom EverandOne Bold Move a Day: Meaningful Actions Women Can Take to Fulfill Their Leadership and Career PotentialNo ratings yet
- Sop For LP Pump (R1)Document6 pagesSop For LP Pump (R1)Sonrat100% (1)
- HEALTH MELCs Grade 3 PDFDocument3 pagesHEALTH MELCs Grade 3 PDFMarcelina Ellar50% (2)
- Influence of Sleep in Academic Performance - An Integrated Review of LiteratureDocument4 pagesInfluence of Sleep in Academic Performance - An Integrated Review of LiteratureIOSRjournalNo ratings yet
- Project Standard Specification: Packaged Cooling Towers 15640 - Page 1/9Document9 pagesProject Standard Specification: Packaged Cooling Towers 15640 - Page 1/9adel rihanaNo ratings yet
- 16 Calories Per Cup/90g (Cooked) : VeggiesDocument4 pages16 Calories Per Cup/90g (Cooked) : VeggiesChe Poblete CardenasNo ratings yet
- IDC 4U2 - Unit 3 Task 5 - SSDocument4 pagesIDC 4U2 - Unit 3 Task 5 - SSsavannah.e.stonehouseNo ratings yet
- Comparacion Polar y VO2 MaxDocument3 pagesComparacion Polar y VO2 MaxZilanyaid MontoyaNo ratings yet
- August Lunch MenuDocument1 pageAugust Lunch MenuJennifer AdamsNo ratings yet
- Activity No. 4 Module Cell Types and Cell ModificationsDocument7 pagesActivity No. 4 Module Cell Types and Cell ModificationsAryan Jovic DomingoNo ratings yet
- Fpsyt 14 1244451Document8 pagesFpsyt 14 1244451Gilvan RangelNo ratings yet
- Relationship Between Quality of Life and Social SupportDocument9 pagesRelationship Between Quality of Life and Social SupportDragos IvanNo ratings yet
- Personality Theories and ModelsDocument66 pagesPersonality Theories and ModelsAndrei Băcanu100% (1)
- Cii-Sorabji Green Business CentreDocument46 pagesCii-Sorabji Green Business CentremadhuNo ratings yet
- 014EBM Degracia DB EtallDocument17 pages014EBM Degracia DB EtallMarinel Piol MarasiganNo ratings yet
- Construction ContractsDocument3 pagesConstruction Contractskat kaleNo ratings yet
- Single Aisle Technical Training Manual CMQ A330/A340 To A319/320/321 (IAE V2500/ME) T1 (LVL 2&3) DoorsDocument84 pagesSingle Aisle Technical Training Manual CMQ A330/A340 To A319/320/321 (IAE V2500/ME) T1 (LVL 2&3) DoorsjuanNo ratings yet
- HHW Physics Xii B 2023-24Document3 pagesHHW Physics Xii B 2023-24CHILLE GAMINGNo ratings yet
- BSN 3G GRP 4 Research TitlesDocument6 pagesBSN 3G GRP 4 Research TitlesUjean Santos SagaralNo ratings yet
- Valvulas XT PDFDocument4 pagesValvulas XT PDFIsidro Gomez GarciaNo ratings yet
- Kelvion - Ficha TecnicaDocument76 pagesKelvion - Ficha TecnicaRusbel Dominguez AntonioNo ratings yet
- Maquina Do Wando PDFDocument76 pagesMaquina Do Wando PDFGlauber AquinoNo ratings yet
- Ultra Flash CSFB 10dec2020Document15 pagesUltra Flash CSFB 10dec2020hamadashraf301No ratings yet
- U1620G Thru U1660G: U1620G/U1630G/U1640G/U1660GDocument2 pagesU1620G Thru U1660G: U1620G/U1630G/U1640G/U1660GTeles SilvaNo ratings yet
- 8008 MSDSDocument5 pages8008 MSDSAhmed Emad AhmedNo ratings yet
- The Organization of Modern KitchensDocument9 pagesThe Organization of Modern KitchensJohnson Macayan FernándezNo ratings yet
- PMS - Data TTM Return Till May16bDocument15 pagesPMS - Data TTM Return Till May16bMoneylife FoundationNo ratings yet
- MESL - Algebra 2Document7 pagesMESL - Algebra 2Mark-Lorie Duculan NonesNo ratings yet
- Embryology FlashcardsDocument3 pagesEmbryology FlashcardsAisha YolaNo ratings yet