Download as pdf or txt
back to chapter overview / all chapters
1 STICK ELECTRODES
TYPE EN -ISO and ASME -AWS MECHANICAL
PROPERTIES
ANALYSIS APPLICATION
11. FOR NICKEL BASED ALLOYS
CEWELD 9606-1: FM6 T ~ 640 MPa C < 0,1 E NiTi3 is developed for welding and cladding Nickel 200 and Nickel 201. This alloy
E NiTi3 Sect IX QW-432: F-No. 41 Y > 370 MPa Mn < 0,7 is also suited for surfacing of steel. Dissimilar welding applications of filler metal
14172: E > 20% Fe < 0,7 NiTi 3 include joining Nickel 200 and 201 to stainless steels, copper-nickel alloys,
E Ni 2061 I > 120J (20 °C) Si < 1,2 and Monel alloys. It is also used for joining Monel alloys and copper-nickel alloys
(NiTi3) Ni > 92 to carbon steels, and for joining copper-nickel alloys to Inconel and Incoloy alloys.
A 5.11: Al < 1,0 Nickel Alloy 200-201, UNS Nr: N 02200-N 02201.
E Ni-1 Ti 1,0 - 4,0 DIN 17 742: Ni 99.6; Ni 99.2; LC-Ni99.6; LC-Ni99.
Cu < 0,2 W.no: 2.4066, 2.4068, 2.4061, 2.4060, 2.4050, 2.4062, 2.4106, 2.4110, 2.4122, 2.4116,
2.4128
CEWELD 9606-1: FM6 T ~ 640 MPa C < 0,15 E NiCu30Mn is suitable for welding Monel Alloys 400, R-405 end K-500. Also suitable
E NiCu30Mn Sect IX QW-432: F-No. 42 Y > 480 MPa Mn < 4,0 for dissimilar welding between Nickel 200-201, stainless steel, carbon steel, Inconel and
14172: E > 30% Fe < 2,5 Incoloy alloys, Nickel Copper and Copper nickel alloys. Also used for surfacing of steel.
E Ni 4060 (NiCu30Mn3Ti) Si < 1,5 Shipbuilding, seawater evaporation plants, tubes, pump building, offshore etc.
A 5.11: Cu 27 - 34 2.4360, 2.4375, NiCu30Fe, NiCu30Al, Monel 400, R405, alloy K500 and dissimilar
E NiCu-7 Ni 62 - 69 welding between these alloys.
Ti < 1,0
Al < 0,75
CEWELD 9606-1: ~ FM6 T > 620 MPa C 0,03 - 0,06 E Nicro HLS is a basic electrode well suited for maintenance and repair welding
E Nicro HLS Sect IX QW-432: F-No.~ 43 Y > 380 MPa Mn 4,0 - 6,0 applications in chemical, apparatus and heavy industry. First choice electrode for
14172: E > 35% Fe 3,0 –5,0 dissimilar welding of steel to Nickel alloys or repairing high carbon steels and white
~E Ni 6082 I > 90J (20 °C) Si < 0,8 cast irons. Working temperatures –196 °C up to 650 °C.
(NiCr20Mn3Nb) I > 70J (-196 °C) Ni > 63 Incoloy 800, DS - Inconel 600, 601, X8Ni9 - 12Ni19 - 10Ni 14 - NiCr15Fe - NiCr23Fe
A 5.11: Cr 18 - 22 - X10NiCrAITi3220 - X10CrNiMoNb18.12 - NiCr20Ti. W.no.:1.5662 - 1.5680 - 1.5637
~E NiCrFe-3 Nb 1,5 - 3,0 - 1.6582 - 1.4876 - 1.4583 - 2.4816 - 2.4851 - 2.4951, 2.4806, Alloy 82, 1.4816, 600L,
800H, AISI 4340, 4130, 8630
CEWELD 9606-1: FM6 T > 600 MPa C < 0,10 E NiCro A is used for welding nickel-iron-chromium Alloys of INCOLOY Alloys 800
E NiCro A Sect IX QW-432: F-No. 43 Y > 400 MPa Mn 1,0 - 3,5 and 800HT, INCONEL Alloys 600 and 601, and nickel steels. They may be used for
14172: E > 30% Fe < 12 applications at temperatures up to about 980 °C but do not offer optimum oxidation
E Ni 6133 I > 100J (20 °C) Si < 0,75 resistance and strength above 820 °C.
(NiCr16Fe12NbMo) I > 80J (-196 °C) Cu < 0,50 2.4816, 1.4876, 1.4859, 2.4951, 2.4952, NiCr15Fe, X10NiCrAlTi 32 20,
A 5.11: Ni > 62 G-X10NiCrNiNb 32 20, NiCr20Ti, NiCr20TiAl, Alloy 600/B168, Alloy 800/800H,
E NiCrFe-2 Cr 13 - 17 Alloy 75, Alloy 80A
Nb+Ta 0,5 - 3,0
Mo 0,5 - 2,5
CEWELD 9606-1: FM6 T ~ 640 MPa C < 0,10 E Nicro 600 electrodes are used for welding of nickel-chromium-iron alloys (Inconel
E Nicro 600 Sect IX QW-432: F-No. 43 Y > 370 MPa Mn 5,0 - 9,5 600, 601 and 690) to themselves, and for dissimilar welding between nickel-chro-
14172: E > 40% Fe < 10 mium-iron (Monel, Inconel and Incoloy) alloys and steels or stainless steels. The
E Ni 6182 I > 100J (20 °C) Si < 1,0 applications include surfacing as well as cladding. High manganese of this weld deposit
(NiCr15Fe6Mn) I > 80J (-196 °C) Ni > 60 reduces the possibility of micro fissures. High manganese reduces creep strength, which
5.11: Cr 13 - 17 limits its usage up to 480 °C.
E NiCrFe-3 Nb+Ta 1,0 - 2,5
CEWELD 9606-1: FM6 T ~ 630 MPa C < 0,03 E Nicro 825 is used for welding copper-alloyed austenitic stainless chromium-nickel-mo-
E Nicro 825 Sect IX QW-432: - - Y > 240 MPa Mn 1,0 - 3,0 lybdenum alloys and have excellent corrosion-resistant properties so it make the alloy to
14172: E > 22% Fe < 30 a suitable choice for a variety of difficult applications. Uses include fabricated equipment
E Ni 8165 I > 70J (-196 °C) Si < 0,7 found in chemical and petrochemical processing, pulp and paper manufacturing, flue
(NiCr25Fe30Mo) Cu 1,5 - 3,0 gas desulphurization systems and metal pickling operations.
A 5.11: - Ni 37 - 42 G-X7NiCrMo20, X1NiCrMoCuN25 20 6, X1NiCrMoCuN25 20 5, NiCr21Mo, X1NiCrM-
Cr 23 - 27 oCu 31 27 4, N08926, N08904, ALLOY 825, N08028, UNS N08825 W.Nr: 1.4500,
Mo 3,5 - 7,5 1.4529, 1.4539 (904L), 2.4858, 1.4563, 1.4465, 1.4577 (310Mo), 1.4133, 1.4500,
1.4503, 1.4505, 1.4506, 1.4531, 1.4536, 1.4585, 1.4586 CuNb 25
CEWELD 9606-1: FM6 T > 690 MPa C < 0,02 E NiCrMo 622 electrodes are used for welding of nickel-chromium-molybdenum
E NiCrMo Sect IX QW-432: F-No. 43 Y > 300 MPa Mn < 1,0 alloys as well as for overlay cladding on carbon, low alloy, or stainless steels. They are
622 14172: E > 25% Fe 2,0 – 6,0 also used for dissimilar joints between nickel-chromium-molybdenum alloys and stain-
E Ni 6022 I > 100J (20 °C) Si < 0,2 less, carbon, or low alloy steels.
(NiCr21Mo13W3) I > 80J (-196 °C) Ni > 49 Inconel 622, 625, Alloy 25-6Mo, Incoloy 825, dissimilar joints of Nickel Alloys,
A 5.11: Co < 2,5 Hastelloy Alloy C276, C22, C4, 2.4611, Typical specifications for the
E NiCrMo-10 Cu < 0,5 Nickel-Chromium-Molybdenum base metals are ASTM, F574, B619, B622 and B626
Cr 20 - 22,5 - All of which have UNS Number N06022.
Mo 12,5 - 14,5
W 2,5 - 3,5
1/12
You might also like
- Special Metals - Product CatalogDocument65 pagesSpecial Metals - Product Catalogilham_metallurgy6744No ratings yet
- Conmed Sabre 180Document54 pagesConmed Sabre 180ClaudiaNavarreteNo ratings yet
- Drug-Induced Diseases PDFDocument1,135 pagesDrug-Induced Diseases PDFGiang Vớ Vẩn100% (1)
- CERTILAS EN Edition2023 315Document1 pageCERTILAS EN Edition2023 315Alireza KhodabandehNo ratings yet
- CERTILAS EN Edition2023 320Document1 pageCERTILAS EN Edition2023 320Alireza KhodabandehNo ratings yet
- CERTILAS EN Edition2023 314Document1 pageCERTILAS EN Edition2023 314Alireza KhodabandehNo ratings yet
- CERTILAS EN Edition2023 313Document1 pageCERTILAS EN Edition2023 313Alireza KhodabandehNo ratings yet
- CERTILAS EN Edition2023 316Document1 pageCERTILAS EN Edition2023 316Alireza KhodabandehNo ratings yet
- UTP For OffshoreDocument16 pagesUTP For Offshorekamals55No ratings yet
- CERTILAS EN Edition2023 317Document1 pageCERTILAS EN Edition2023 317Alireza KhodabandehNo ratings yet
- Nickel Alloy Based Filler MetalDocument1 pageNickel Alloy Based Filler MetaljoehodohNo ratings yet
- E NiCro 600 Product-SheetDocument2 pagesE NiCro 600 Product-SheetAmr FaroukNo ratings yet
- Special Alloy: Covered Arc Welding Electrodes Submerged Arc Welding Materials Gas Tungsten Arc Welding WiresDocument10 pagesSpecial Alloy: Covered Arc Welding Electrodes Submerged Arc Welding Materials Gas Tungsten Arc Welding WiresCarlos PadillaNo ratings yet
- MIP Bohler Welding Austria 364Document1 pageMIP Bohler Welding Austria 364c131508No ratings yet
- item8-LNT NiCro60.20Document1 pageitem8-LNT NiCro60.20VVan TanNo ratings yet
- Thermanit Nimo C 24 (ERNiCrMo3) GTAWDocument1 pageThermanit Nimo C 24 (ERNiCrMo3) GTAWNiranjan Fakirchand YadavNo ratings yet
- Selectarc B90: Inconel Type Electrode For Fabrication and RepairDocument1 pageSelectarc B90: Inconel Type Electrode For Fabrication and RepairjmsmechNo ratings yet
- Böhler Nibas 625 PW-FD: DescriptionDocument1 pageBöhler Nibas 625 PW-FD: DescriptionBBalopesabbNo ratings yet
- CERTILAS EN Edition2023 312Document1 pageCERTILAS EN Edition2023 312Alireza KhodabandehNo ratings yet
- 5 - Duplex Stainless Steels and Nickel AlloysDocument44 pages5 - Duplex Stainless Steels and Nickel AlloysdennykvgNo ratings yet
- Thermanit Nicro 82: TIG Rods, Nickel-AlloyDocument2 pagesThermanit Nicro 82: TIG Rods, Nickel-AlloyMaximiliano Ezequiel LopezNo ratings yet
- UTP A 6222 MoDocument1 pageUTP A 6222 MoKara WhiteNo ratings yet
- Metrode Instructions For 625 Wires D20Document5 pagesMetrode Instructions For 625 Wires D20haran2000No ratings yet
- 12 - Vdmee E69 4Document10 pages12 - Vdmee E69 4el_tirano_regresa7359100% (1)
- EsabbDocument1 pageEsabbkismikloshun55No ratings yet
- ESAB ENiCiFe-3Document1 pageESAB ENiCiFe-3Sadhasivam VeluNo ratings yet
- ER316L Ss en 1Document1 pageER316L Ss en 1brayanNo ratings yet
- CMI WeldingChartsDocument1 pageCMI WeldingChartsnitinNo ratings yet
- CMI WeldingChartsDocument1 pageCMI WeldingChartsnitinNo ratings yet
- Technical Update Welding of Nickel Nikel AlloysDocument15 pagesTechnical Update Welding of Nickel Nikel AlloysrezaNo ratings yet
- Alloy 625 ConsumablesDocument4 pagesAlloy 625 ConsumablesRodrigo CarneiroNo ratings yet
- 2.0 The Alloys: 4 - Copper-Nickel Welding and FabricationDocument1 page2.0 The Alloys: 4 - Copper-Nickel Welding and FabricationsatnamNo ratings yet
- item11-LNT NiCroMo 59.23Document1 pageitem11-LNT NiCroMo 59.23VVan TanNo ratings yet
- Material No. EN Symbol (Short) Aisi/Sae UNS Afnor BS Alloy Registered Work's Labelen StandardsDocument1 pageMaterial No. EN Symbol (Short) Aisi/Sae UNS Afnor BS Alloy Registered Work's Labelen StandardschetanNo ratings yet
- TNI2TIDocument2 pagesTNI2TIKureiNo ratings yet
- UTP For Chemical IndustryDocument12 pagesUTP For Chemical Industrykamals55No ratings yet
- Copper Nickel Alloy 7030 E28093 UNS C71500 E28093 CupronickelDocument6 pagesCopper Nickel Alloy 7030 E28093 UNS C71500 E28093 CupronickelSantosh TiwariNo ratings yet
- Sandvik 2re10Document7 pagesSandvik 2re10himan_chongiNo ratings yet
- 1 Selectarc b90 FT Web AnglaisDocument1 page1 Selectarc b90 FT Web AnglaisfoxmancementNo ratings yet
- Material No. EN Symbol (Short) Aisi/Sae UNS Afnor BS Alloy Registered Work's Label StandardsDocument1 pageMaterial No. EN Symbol (Short) Aisi/Sae UNS Afnor BS Alloy Registered Work's Label StandardschetanNo ratings yet
- Nickel Based ElectrodeDocument1 pageNickel Based Electrodewalter091011No ratings yet
- 308H Tig: Category GMAW-GTAW Solid Wires Type ApplicationsDocument1 page308H Tig: Category GMAW-GTAW Solid Wires Type ApplicationsFilipe CordeiroNo ratings yet
- T Thermanit Nicro 82 Gtaw 01 01 enDocument2 pagesT Thermanit Nicro 82 Gtaw 01 01 enKathir VelNo ratings yet
- Consumables To Match Cast & Wrought Alloy 800: Astm Bs en & DinDocument3 pagesConsumables To Match Cast & Wrought Alloy 800: Astm Bs en & Dinankitniranjan1390No ratings yet
- Nickel and HT Alloys For Petrochemical Applications PDFDocument39 pagesNickel and HT Alloys For Petrochemical Applications PDFganeshNo ratings yet
- Cold Rolled 2010 DUNAFER HungriaDocument12 pagesCold Rolled 2010 DUNAFER HungriaBeatriz RizzoNo ratings yet
- Material No.: EscriptionDocument2 pagesMaterial No.: EscriptionMd Omar FaruqueNo ratings yet
- Weldability of Materials - Nickel and Nickel AlloysDocument5 pagesWeldability of Materials - Nickel and Nickel AlloysmanimaranNo ratings yet
- Böhler CN 13/4-Mc Hi: Classifi CationsDocument1 pageBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNo ratings yet
- U Utp A 786 Gmaw 01Document1 pageU Utp A 786 Gmaw 01RPNo ratings yet
- Material No. EN Symbol (Short) DIN Symbol Aisi/Sae UNS Afnor B.S. Alloy Registered Work's Label StandardsDocument1 pageMaterial No. EN Symbol (Short) DIN Symbol Aisi/Sae UNS Afnor B.S. Alloy Registered Work's Label StandardschetanNo ratings yet
- Stainarc 308L-17 (Rev 1)Document1 pageStainarc 308L-17 (Rev 1)LIM hoon boonNo ratings yet
- Kevinsteel SA 1210Document4 pagesKevinsteel SA 1210meisamNo ratings yet
- Inconel 112-DatasheetDocument1 pageInconel 112-DatasheetrobertNo ratings yet
- 479Document7 pages479ElMacheteDelHuesoNo ratings yet
- Pinnacle Alloys ENiCrFe 3 12.16Document2 pagesPinnacle Alloys ENiCrFe 3 12.16satnamNo ratings yet
- Mig WiresDocument4 pagesMig Wirespipat .sNo ratings yet
- Stainarc 309L-17 (Rev 1)Document1 pageStainarc 309L-17 (Rev 1)LIM hoon boonNo ratings yet
- Consumables For Duplex Stainless SteelDocument6 pagesConsumables For Duplex Stainless SteelMohamed FaragNo ratings yet
- NI-182 Victory ENICRFE-3 Electrode Data SheetDocument1 pageNI-182 Victory ENICRFE-3 Electrode Data SheetgianNo ratings yet
- Fox - FFDocument1 pageFox - FFGustavo NietoNo ratings yet
- Bending Loads. External Impact Loads.: 24 Qiang Bai and Yong BaiDocument1 pageBending Loads. External Impact Loads.: 24 Qiang Bai and Yong BaiAlireza KhodabandehNo ratings yet
- 23Document1 page23Alireza KhodabandehNo ratings yet
- Wall Thickness and Material Grade Selection: GeneralDocument1 pageWall Thickness and Material Grade Selection: GeneralAlireza KhodabandehNo ratings yet
- Finite Element Analysis: Pipeline Installation by Tow or PullDocument1 pageFinite Element Analysis: Pipeline Installation by Tow or PullAlireza KhodabandehNo ratings yet
- 16 Qiang Bai and Yong Bai: Pipeline InstallationDocument1 page16 Qiang Bai and Yong Bai: Pipeline InstallationAlireza KhodabandehNo ratings yet
- Untitled 3Document1 pageUntitled 3Alireza KhodabandehNo ratings yet
- References: 20 Qiang Bai and Yong BaiDocument1 pageReferences: 20 Qiang Bai and Yong BaiAlireza KhodabandehNo ratings yet
- Rec Erc 84 36Document1 pageRec Erc 84 36Alireza KhodabandehNo ratings yet
- Pipe Laying by Lay Vessel: Mode 1 Buckle Mode 2 Buckle Mode 3 Buckle Mode 4 BuckleDocument1 pagePipe Laying by Lay Vessel: Mode 1 Buckle Mode 2 Buckle Mode 3 Buckle Mode 4 BuckleAlireza KhodabandehNo ratings yet
- Untitled 6Document1 pageUntitled 6Alireza KhodabandehNo ratings yet
- Untitled 1Document1 pageUntitled 1Alireza KhodabandehNo ratings yet
- Untitled 2Document1 pageUntitled 2Alireza KhodabandehNo ratings yet
- Rec Erc 84 322Document1 pageRec Erc 84 322Alireza KhodabandehNo ratings yet
- Rec Erc 84 329Document1 pageRec Erc 84 329Alireza KhodabandehNo ratings yet
- Rec Erc 84 334Document1 pageRec Erc 84 334Alireza KhodabandehNo ratings yet
- Rec Erc 84 332Document1 pageRec Erc 84 332Alireza KhodabandehNo ratings yet
- Rec Erc 84 317Document1 pageRec Erc 84 317Alireza KhodabandehNo ratings yet
- Rec Erc 84 315Document1 pageRec Erc 84 315Alireza KhodabandehNo ratings yet
- Rec Erc 84 313Document1 pageRec Erc 84 313Alireza KhodabandehNo ratings yet
- Fig. 1.8 A Proposed Circuit Diagram, B Parallel Connection of Four SPHDocument1 pageFig. 1.8 A Proposed Circuit Diagram, B Parallel Connection of Four SPHAlireza KhodabandehNo ratings yet
- Rec Erc 84 311Document1 pageRec Erc 84 311Alireza KhodabandehNo ratings yet
- 14 S. K. Gawali Et AlDocument1 page14 S. K. Gawali Et AlAlireza KhodabandehNo ratings yet
- Rec Erc 84 35Document1 pageRec Erc 84 35Alireza KhodabandehNo ratings yet
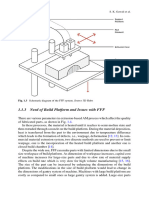
- 1.3 Characterization of Developed Build Platform: 1.3.1 Temperature Distribution TestingDocument1 page1.3 Characterization of Developed Build Platform: 1.3.1 Temperature Distribution TestingAlireza KhodabandehNo ratings yet
- Rec Erc 84 33Document1 pageRec Erc 84 33Alireza KhodabandehNo ratings yet
- Rec Erc 84 38Document1 pageRec Erc 84 38Alireza KhodabandehNo ratings yet
- 1.2.1 Design Methodology: 6 S. K. Gawali Et AlDocument1 page1.2.1 Design Methodology: 6 S. K. Gawali Et AlAlireza KhodabandehNo ratings yet
- Investigations On The Development of Heated Build Platform For Additive Manufacturing of Large-Size PartsDocument1 pageInvestigations On The Development of Heated Build Platform For Additive Manufacturing of Large-Size PartsAlireza KhodabandehNo ratings yet
- 2 S. K. Gawali Et Al.: 1.1.1 Additive ManufacturingDocument1 page2 S. K. Gawali Et Al.: 1.1.1 Additive ManufacturingAlireza KhodabandehNo ratings yet
- 1.1.3 Need of Build Platform and Issues With FFF: 4 S. K. Gawali Et AlDocument1 page1.1.3 Need of Build Platform and Issues With FFF: 4 S. K. Gawali Et AlAlireza KhodabandehNo ratings yet
- Yokogawa RAGN ManualDocument46 pagesYokogawa RAGN ManualJohn AdewaleNo ratings yet
- Adverse Effects of Gadgets On KidsDocument1 pageAdverse Effects of Gadgets On Kidsnicole bejasaNo ratings yet
- Partlist Eq114Document16 pagesPartlist Eq114180976No ratings yet
- Pentavitin - DSMDocument3 pagesPentavitin - DSMRnD Roi SuryaNo ratings yet
- Definition of Terms Mine SurveyingDocument2 pagesDefinition of Terms Mine Surveyingaquariuspj25100% (3)
- Monograph COBIOGUM I Rev00Document1 pageMonograph COBIOGUM I Rev00DIANELANo ratings yet
- Gordon's Functional HealthDocument2 pagesGordon's Functional HealthReina ArabelleNo ratings yet
- Chapter 7 - Morphing Skin Foams - 2018 - Morphing Wing TechnologiesDocument24 pagesChapter 7 - Morphing Skin Foams - 2018 - Morphing Wing TechnologiesRichardNo ratings yet
- Appendix 66 Rpci Updated Ues JehanDocument58 pagesAppendix 66 Rpci Updated Ues JehanOmar Gulam JrNo ratings yet
- Printable Cosmetology LawbookDocument42 pagesPrintable Cosmetology LawbookCaro TNo ratings yet
- Simulation Study of LPG Cooking BurnerDocument3 pagesSimulation Study of LPG Cooking BurnerBensinghdhas Sathiya Dhas100% (1)
- Steril DiskDocument3 pagesSteril DisklukasjoNo ratings yet
- Bacteria ProfileDocument18 pagesBacteria ProfileNOR-FATIMAH BARATNo ratings yet
- Chap 3.1 Physics of SemiconductorsDocument14 pagesChap 3.1 Physics of SemiconductorsAhmed AlsharifNo ratings yet
- Nutrition Factor in Women in Backward AreasDocument7 pagesNutrition Factor in Women in Backward AreaspranjalNo ratings yet
- Vibration Measurement and Analysis of Rotational Machines: at Makstil Hotplate MillDocument4 pagesVibration Measurement and Analysis of Rotational Machines: at Makstil Hotplate MillMarija PetkovskaNo ratings yet
- Unit IV-Alternative Laboratory ExerciseDocument11 pagesUnit IV-Alternative Laboratory ExerciseFloralde RyanNo ratings yet
- Chapter 2 Lesson 21 Animals That Live On LandDocument17 pagesChapter 2 Lesson 21 Animals That Live On LandRoxan S. Pumphrey0% (1)
- TLE Cookery10 Q4 W3 V4Document7 pagesTLE Cookery10 Q4 W3 V4Maria Rose Tariga Aquino100% (2)
- Calibration of Dosimeters Used in Radiation TherapyDocument122 pagesCalibration of Dosimeters Used in Radiation TherapySOHON SINHA MAHAPATRANo ratings yet
- All About StarDocument9 pagesAll About StarRukanuzzaman RaselNo ratings yet
- Chapter 14 Test Bank - Version1Document25 pagesChapter 14 Test Bank - Version1mjjongh103No ratings yet
- 31122018HE0QRKXJChaptersFinalEIAsingalPdf PDFDocument272 pages31122018HE0QRKXJChaptersFinalEIAsingalPdf PDFChitti NenavathNo ratings yet
- Sample ReviewDocument5 pagesSample Reviewdawit gebreyohansNo ratings yet
- Copper (RJ-45) SFP: Technical SpecificationsDocument1 pageCopper (RJ-45) SFP: Technical SpecificationsDanielLopezNo ratings yet
- Activity 1: Measuring The Volume of Irregularly Shaped ObjectsDocument4 pagesActivity 1: Measuring The Volume of Irregularly Shaped ObjectsBamPanggatNo ratings yet
- Past Life Regression Therapist Training WorkshopDocument3 pagesPast Life Regression Therapist Training WorkshopDrManjiree Gokhale50% (2)
- Beyond The Five Stages of Grief - Class 6 DocumentDocument2 pagesBeyond The Five Stages of Grief - Class 6 DocumentoksanaNo ratings yet