
Design Methodology For Submerged Anaerobic Membrane Bioreactors (Anmbr) : A Case Study
Design Methodology For Submerged Anaerobic Membrane Bioreactors (Anmbr) : A Case Study
You might also like
- Multiple Choice: Ans: eDocument69 pagesMultiple Choice: Ans: eMY ACCOUNT100% (1)
- Microcontroller MCQ QuizDocument5 pagesMicrocontroller MCQ QuizDeepika SharmaNo ratings yet
- EOLO Mini 24-28 Export - Manual Tehnic - Ed 07-07 Centrala TermicaDocument48 pagesEOLO Mini 24-28 Export - Manual Tehnic - Ed 07-07 Centrala Termicadaniellioana100% (1)
- Ochando Pulido2017 PDFDocument31 pagesOchando Pulido2017 PDFRizki TriwulandaNo ratings yet
- Aces 2014012411561032Document6 pagesAces 2014012411561032lucyNo ratings yet
- Alternative Treatment Technologies For Wastewater Treatment in DrainsDocument40 pagesAlternative Treatment Technologies For Wastewater Treatment in DrainsViShal SiNghNo ratings yet
- Irjet V6i2264Document4 pagesIrjet V6i2264Broken AngelNo ratings yet
- Long-Term Evaluation of A Forward Osmosis-Nanofiltration Demonstration Plant For Wastewater Reuse in AgricultureDocument39 pagesLong-Term Evaluation of A Forward Osmosis-Nanofiltration Demonstration Plant For Wastewater Reuse in Agriculturesamson.idabuNo ratings yet
- Article Ameni TextileDocument24 pagesArticle Ameni TextileLamiouna LamloumaNo ratings yet
- Hydrodynamic Characterization of An AirliftDocument13 pagesHydrodynamic Characterization of An AirliftArturo PeñalozaNo ratings yet
- Rizzo-2019-Consolidated Vs New Advanced Treatment - (Accepted Version)Document108 pagesRizzo-2019-Consolidated Vs New Advanced Treatment - (Accepted Version)ali abdulrahman al-ezziNo ratings yet
- Biofiltration and Physicochemical Filtration For Water TreatmentDocument88 pagesBiofiltration and Physicochemical Filtration For Water TreatmentJuan Miguel Herrera CastellanosNo ratings yet
- 100 CMD DWWT MBBRDocument13 pages100 CMD DWWT MBBRAquasoul Co100% (1)
- Activated Carbon VS Anthracite As Primary Dual Media Filters - A Pilot Plant StudyDocument7 pagesActivated Carbon VS Anthracite As Primary Dual Media Filters - A Pilot Plant StudyWendyNo ratings yet
- Biological Nutrient Removal in Municipal Wastewater Treatment - New Directions in Sustainability - Zhirong HuDocument11 pagesBiological Nutrient Removal in Municipal Wastewater Treatment - New Directions in Sustainability - Zhirong Hukeith enriquezNo ratings yet
- 5 CMD DWWT MBBRDocument13 pages5 CMD DWWT MBBRAquasoul CoNo ratings yet
- C. C. C. C. S S S S.... Okoli Okoli Okoli Okoli and and and and P. C. P. C. P. C. P. C. Okonkwo Okonkwo Okonkwo OkonkwoDocument6 pagesC. C. C. C. S S S S.... Okoli Okoli Okoli Okoli and and and and P. C. P. C. P. C. P. C. Okonkwo Okonkwo Okonkwo OkonkwoHemaNo ratings yet
- 120 MLD Sewage Treatment Plant: NCL/TMX/STP-VIKARABAD/BP-2244/R0/Tec OfferDocument39 pages120 MLD Sewage Treatment Plant: NCL/TMX/STP-VIKARABAD/BP-2244/R0/Tec OfferVķ MãħëšħNo ratings yet
- Methods For Removing Ammonical NitrogenDocument13 pagesMethods For Removing Ammonical Nitrogenshanku_bietNo ratings yet
- 116CH0120 RP ReportDocument12 pages116CH0120 RP ReportAscender ZeusNo ratings yet
- Artículo Separar GAS de La MembranaDocument28 pagesArtículo Separar GAS de La MembranaalonsoNo ratings yet
- Anaerobic TreatmentDocument2 pagesAnaerobic TreatmentDanyAbadiaNo ratings yet
- 1 s2.0 S0960852422018314 MainDocument9 pages1 s2.0 S0960852422018314 MainMaka MagnaretogneNo ratings yet
- Separation and Purification TechnologyDocument12 pagesSeparation and Purification Technologyali boubakriNo ratings yet
- Activated Sludge Models Coupled To CFD Simulations: January 2012Document22 pagesActivated Sludge Models Coupled To CFD Simulations: January 2012miguel1994dNo ratings yet
- De Jager - D - DTech Thesis 2013 FINALDocument247 pagesDe Jager - D - DTech Thesis 2013 FINALbobbymayaaNo ratings yet
- 969 3276 1 PBDocument15 pages969 3276 1 PBOlga KotenNo ratings yet
- Project ProfileDocument55 pagesProject ProfileNermeen AhmedNo ratings yet
- Application of The Combined Ultrafiltration and Reverse Osmosis For Refinery Wastewater Reuse in Sinopec Yanshan PlantDocument11 pagesApplication of The Combined Ultrafiltration and Reverse Osmosis For Refinery Wastewater Reuse in Sinopec Yanshan PlanteducacionNo ratings yet
- Design of Biofilter OdorDocument9 pagesDesign of Biofilter OdorNicolás SepúlvedaNo ratings yet
- 1 s2.0 S2214714423008000 MainDocument17 pages1 s2.0 S2214714423008000 MainMajidJgrNo ratings yet
- Accepted Manuscript: Chemical Engineering JournalDocument42 pagesAccepted Manuscript: Chemical Engineering JournalDany CéspedesNo ratings yet
- Development of Anaerobic High-Rate Reactors, Focusing On Sludge Bed TechnologyDocument33 pagesDevelopment of Anaerobic High-Rate Reactors, Focusing On Sludge Bed TechnologyTho HoangNo ratings yet
- 1 s2.0 S2214714420307868 MainDocument11 pages1 s2.0 S2214714420307868 MainPD Sergio Reyes RosasNo ratings yet
- Membrane Technology in Water Treatment ApplicationsDocument11 pagesMembrane Technology in Water Treatment ApplicationsleechulmiuNo ratings yet
- Abr Dan Uaf A T W T ABR UAF S: Aplikasi Pengolahan Air Limbah Industri Tapioka Dengan SistimDocument6 pagesAbr Dan Uaf A T W T ABR UAF S: Aplikasi Pengolahan Air Limbah Industri Tapioka Dengan SistimTri TegarNo ratings yet
- ID NoneDocument6 pagesID NoneWildan NaufalNo ratings yet
- Thesis Report NQ PuayDocument85 pagesThesis Report NQ PuayAnonymous iTzCnMNo ratings yet
- Introduction To Waste Water Treatment by Root Zone TechniqueDocument4 pagesIntroduction To Waste Water Treatment by Root Zone TechniqueAnonymous kw8Yrp0R5rNo ratings yet
- Advances in Energy Producing Anaerobic Biotechnologies For Muni - 2016 - EngineeDocument9 pagesAdvances in Energy Producing Anaerobic Biotechnologies For Muni - 2016 - EngineeJohanna Carolina Bain LoayzaNo ratings yet
- Hybrid Anoxic ReactorDocument7 pagesHybrid Anoxic ReactorThirumurugan PandiyanNo ratings yet
- Utilization of SBR Technology For WastewDocument15 pagesUtilization of SBR Technology For WastewSergeo Cruz100% (1)
- Existing Biological Nitrogen Removal Processes and Current Scope of AdvancementDocument12 pagesExisting Biological Nitrogen Removal Processes and Current Scope of AdvancementUdayanka MadushanNo ratings yet
- Is SP 16 1980Document29 pagesIs SP 16 1980Shaik Abdul RaheemNo ratings yet
- Comparative Study of Brine Management Technologies For Desalination PlantsDocument19 pagesComparative Study of Brine Management Technologies For Desalination PlantsHoa LêNo ratings yet
- Anaerob and AerobDocument7 pagesAnaerob and Aerobevent.mlbb.free01No ratings yet
- An Experimental and Analytical Study To Calculate Pressure Drop in Sand Filters Taking Into Account The Effect of The Auxiliary ElementsDocument9 pagesAn Experimental and Analytical Study To Calculate Pressure Drop in Sand Filters Taking Into Account The Effect of The Auxiliary ElementsHery SumekarNo ratings yet
- Sewage Pre-Concentration For Maximum Recovery and Reuse at Decentralized LevelDocument8 pagesSewage Pre-Concentration For Maximum Recovery and Reuse at Decentralized LevelWian MaNo ratings yet
- John Koumoukelis PDFDocument6 pagesJohn Koumoukelis PDFAnisa Nur WahyuniNo ratings yet
- Design of Reverse Osmosis Desalination Plant in Suez City (Case Study)Document9 pagesDesign of Reverse Osmosis Desalination Plant in Suez City (Case Study)Juan CarlosNo ratings yet
- Photocatalytic Degradation of Swine Wastewater OnDocument8 pagesPhotocatalytic Degradation of Swine Wastewater OnRestu Hikmah Ayu MurtiNo ratings yet
- Ceramic Membranes. MBR. Likuid NanotekDocument4 pagesCeramic Membranes. MBR. Likuid NanotekAntonio SempereNo ratings yet
- Best PaperDocument19 pagesBest Paperhemant sadafaleNo ratings yet
- GB Membranbuch 300106mebranDocument349 pagesGB Membranbuch 300106mebranAndrewBruckyNo ratings yet
- Treatment of A Chemical Industry Ef Uent by Nanofiltration and Reverse OsmosisDocument11 pagesTreatment of A Chemical Industry Ef Uent by Nanofiltration and Reverse Osmosiskingship masekoNo ratings yet
- 4 - Pilot Demonstration of Nitrogen Removal From Municipal Wastewater by Vacuum Membrane DistillationDocument9 pages4 - Pilot Demonstration of Nitrogen Removal From Municipal Wastewater by Vacuum Membrane DistillationlixiaoluhjNo ratings yet
- Cavitation Process A New Tool For Waste Water TreatmentDocument3 pagesCavitation Process A New Tool For Waste Water TreatmentIJSTE100% (1)
- A Research On Optimized Design of Sewage Treatment Plant STPDocument7 pagesA Research On Optimized Design of Sewage Treatment Plant STPEditor IJTSRDNo ratings yet
- Tamás Karches: Theses of The PHD DissertationDocument14 pagesTamás Karches: Theses of The PHD DissertationGökhan TurhanNo ratings yet
- 64 CCBBCC 80 e 9 D 6 B 4Document10 pages64 CCBBCC 80 e 9 D 6 B 4Alberto SandNo ratings yet
- Sustainability Indicators of Subsurface Ow Constructed Wetlands in Portuguese Small CommunitiesDocument11 pagesSustainability Indicators of Subsurface Ow Constructed Wetlands in Portuguese Small CommunitiesFelipe Zamorano CabreraNo ratings yet
- Case Study NeredaDocument8 pagesCase Study NeredaAbid KhanNo ratings yet
- MSE2183Document102 pagesMSE2183MarkusNo ratings yet
- Broschuere Cubex2 cubeX2ML ENDocument12 pagesBroschuere Cubex2 cubeX2ML ENVladimirNo ratings yet
- How To Access LIME or Digicel's 3G Internet Using An Unlocked Huawei E1556 Modem Dongle or Nokia Modem DongleDocument6 pagesHow To Access LIME or Digicel's 3G Internet Using An Unlocked Huawei E1556 Modem Dongle or Nokia Modem DonglejjnkjbbjbNo ratings yet
- 2) DMD 3123 - Co Automatic Vehicle TransmissionDocument9 pages2) DMD 3123 - Co Automatic Vehicle TransmissionShinobi 05No ratings yet
- Ispa Validator ManualDocument24 pagesIspa Validator ManualcahmadhNo ratings yet
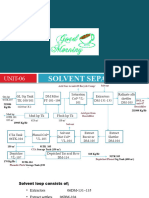
- Solvent Separation UNIT-06 - GOODDocument17 pagesSolvent Separation UNIT-06 - GOODAamir HasanNo ratings yet
- Activation Energy: - The Arrhenius EquationDocument19 pagesActivation Energy: - The Arrhenius EquationemilyNo ratings yet
- Operations Management - Chapter 12Document11 pagesOperations Management - Chapter 12David Van De FliertNo ratings yet
- Bubba OscillatorDocument7 pagesBubba OscillatorUmairRashidNo ratings yet
- How To Trade Pullbacks With 5 Key Technical Tools.: Fxtechstrategy TeamDocument10 pagesHow To Trade Pullbacks With 5 Key Technical Tools.: Fxtechstrategy TeamkanapunditNo ratings yet
- Analytic Geometry 2Document2 pagesAnalytic Geometry 2Christopher Lennon Dela CruzNo ratings yet
- Commscope 6 PDFDocument2 pagesCommscope 6 PDFVũ VũNo ratings yet
- Competitive Programming Network - 2nd ActivityDocument15 pagesCompetitive Programming Network - 2nd ActivityMarice Sinisterra Institucion EducativaNo ratings yet
- Centrifugal Chiller - Fundamentals - Energy-ModelsDocument30 pagesCentrifugal Chiller - Fundamentals - Energy-ModelsPrashant100% (1)
- UCF Computer Science Electives 2012Document2 pagesUCF Computer Science Electives 2012patpatpats3No ratings yet
- AISI 1050 Steel, As RolledDocument2 pagesAISI 1050 Steel, As RolledCristobal Gutierrez CarrascoNo ratings yet
- Aspen Plus Urea Synthesis Loop ModelDocument19 pagesAspen Plus Urea Synthesis Loop ModelMagdy SalehNo ratings yet
- Sparse MatrixDocument5 pagesSparse MatrixPreeti SinghNo ratings yet
- Buoyance FactorDocument20 pagesBuoyance FactormanibabuNo ratings yet
- Programming With SIMD-instructionsDocument10 pagesProgramming With SIMD-instructionsMahipal YadavNo ratings yet
- Physical and Chemical Adsorption and Its Applications: December 2021Document9 pagesPhysical and Chemical Adsorption and Its Applications: December 2021Virat KholiNo ratings yet
- Advance Design - Bracing Members Design According To Eurocode 3Document8 pagesAdvance Design - Bracing Members Design According To Eurocode 3gemo_n_fabrice69No ratings yet
- How To Turn Your TP Link TL-WRT740N Router Into A Fully Functional One Using OpenWRT PhobosK's BlogDocument25 pagesHow To Turn Your TP Link TL-WRT740N Router Into A Fully Functional One Using OpenWRT PhobosK's BlogpedjavgdNo ratings yet
- Science 8 Worksheet 1Document3 pagesScience 8 Worksheet 1Roan Tapia AntiquenoNo ratings yet
- Netzer DS-58 SpecsheetDocument6 pagesNetzer DS-58 SpecsheetElectromateNo ratings yet
- 04.pure Maths 4Document53 pages04.pure Maths 4Gracious SakaNo ratings yet
- Battery Charger1Document25 pagesBattery Charger1moannaNo ratings yet
























































































Download as pdf or txt
You might also like
- Multiple Choice: Ans: eDocument69 pagesMultiple Choice: Ans: eMY ACCOUNT100% (1)
- Microcontroller MCQ QuizDocument5 pagesMicrocontroller MCQ QuizDeepika SharmaNo ratings yet
- EOLO Mini 24-28 Export - Manual Tehnic - Ed 07-07 Centrala TermicaDocument48 pagesEOLO Mini 24-28 Export - Manual Tehnic - Ed 07-07 Centrala Termicadaniellioana100% (1)
- Ochando Pulido2017 PDFDocument31 pagesOchando Pulido2017 PDFRizki TriwulandaNo ratings yet
- Aces 2014012411561032Document6 pagesAces 2014012411561032lucyNo ratings yet
- Alternative Treatment Technologies For Wastewater Treatment in DrainsDocument40 pagesAlternative Treatment Technologies For Wastewater Treatment in DrainsViShal SiNghNo ratings yet
- Irjet V6i2264Document4 pagesIrjet V6i2264Broken AngelNo ratings yet
- Long-Term Evaluation of A Forward Osmosis-Nanofiltration Demonstration Plant For Wastewater Reuse in AgricultureDocument39 pagesLong-Term Evaluation of A Forward Osmosis-Nanofiltration Demonstration Plant For Wastewater Reuse in Agriculturesamson.idabuNo ratings yet
- Article Ameni TextileDocument24 pagesArticle Ameni TextileLamiouna LamloumaNo ratings yet
- Hydrodynamic Characterization of An AirliftDocument13 pagesHydrodynamic Characterization of An AirliftArturo PeñalozaNo ratings yet
- Rizzo-2019-Consolidated Vs New Advanced Treatment - (Accepted Version)Document108 pagesRizzo-2019-Consolidated Vs New Advanced Treatment - (Accepted Version)ali abdulrahman al-ezziNo ratings yet
- Biofiltration and Physicochemical Filtration For Water TreatmentDocument88 pagesBiofiltration and Physicochemical Filtration For Water TreatmentJuan Miguel Herrera CastellanosNo ratings yet
- 100 CMD DWWT MBBRDocument13 pages100 CMD DWWT MBBRAquasoul Co100% (1)
- Activated Carbon VS Anthracite As Primary Dual Media Filters - A Pilot Plant StudyDocument7 pagesActivated Carbon VS Anthracite As Primary Dual Media Filters - A Pilot Plant StudyWendyNo ratings yet
- Biological Nutrient Removal in Municipal Wastewater Treatment - New Directions in Sustainability - Zhirong HuDocument11 pagesBiological Nutrient Removal in Municipal Wastewater Treatment - New Directions in Sustainability - Zhirong Hukeith enriquezNo ratings yet
- 5 CMD DWWT MBBRDocument13 pages5 CMD DWWT MBBRAquasoul CoNo ratings yet
- C. C. C. C. S S S S.... Okoli Okoli Okoli Okoli and and and and P. C. P. C. P. C. P. C. Okonkwo Okonkwo Okonkwo OkonkwoDocument6 pagesC. C. C. C. S S S S.... Okoli Okoli Okoli Okoli and and and and P. C. P. C. P. C. P. C. Okonkwo Okonkwo Okonkwo OkonkwoHemaNo ratings yet
- 120 MLD Sewage Treatment Plant: NCL/TMX/STP-VIKARABAD/BP-2244/R0/Tec OfferDocument39 pages120 MLD Sewage Treatment Plant: NCL/TMX/STP-VIKARABAD/BP-2244/R0/Tec OfferVķ MãħëšħNo ratings yet
- Methods For Removing Ammonical NitrogenDocument13 pagesMethods For Removing Ammonical Nitrogenshanku_bietNo ratings yet
- 116CH0120 RP ReportDocument12 pages116CH0120 RP ReportAscender ZeusNo ratings yet
- Artículo Separar GAS de La MembranaDocument28 pagesArtículo Separar GAS de La MembranaalonsoNo ratings yet
- Anaerobic TreatmentDocument2 pagesAnaerobic TreatmentDanyAbadiaNo ratings yet
- 1 s2.0 S0960852422018314 MainDocument9 pages1 s2.0 S0960852422018314 MainMaka MagnaretogneNo ratings yet
- Separation and Purification TechnologyDocument12 pagesSeparation and Purification Technologyali boubakriNo ratings yet
- Activated Sludge Models Coupled To CFD Simulations: January 2012Document22 pagesActivated Sludge Models Coupled To CFD Simulations: January 2012miguel1994dNo ratings yet
- De Jager - D - DTech Thesis 2013 FINALDocument247 pagesDe Jager - D - DTech Thesis 2013 FINALbobbymayaaNo ratings yet
- 969 3276 1 PBDocument15 pages969 3276 1 PBOlga KotenNo ratings yet
- Project ProfileDocument55 pagesProject ProfileNermeen AhmedNo ratings yet
- Application of The Combined Ultrafiltration and Reverse Osmosis For Refinery Wastewater Reuse in Sinopec Yanshan PlantDocument11 pagesApplication of The Combined Ultrafiltration and Reverse Osmosis For Refinery Wastewater Reuse in Sinopec Yanshan PlanteducacionNo ratings yet
- Design of Biofilter OdorDocument9 pagesDesign of Biofilter OdorNicolás SepúlvedaNo ratings yet
- 1 s2.0 S2214714423008000 MainDocument17 pages1 s2.0 S2214714423008000 MainMajidJgrNo ratings yet
- Accepted Manuscript: Chemical Engineering JournalDocument42 pagesAccepted Manuscript: Chemical Engineering JournalDany CéspedesNo ratings yet
- Development of Anaerobic High-Rate Reactors, Focusing On Sludge Bed TechnologyDocument33 pagesDevelopment of Anaerobic High-Rate Reactors, Focusing On Sludge Bed TechnologyTho HoangNo ratings yet
- 1 s2.0 S2214714420307868 MainDocument11 pages1 s2.0 S2214714420307868 MainPD Sergio Reyes RosasNo ratings yet
- Membrane Technology in Water Treatment ApplicationsDocument11 pagesMembrane Technology in Water Treatment ApplicationsleechulmiuNo ratings yet
- Abr Dan Uaf A T W T ABR UAF S: Aplikasi Pengolahan Air Limbah Industri Tapioka Dengan SistimDocument6 pagesAbr Dan Uaf A T W T ABR UAF S: Aplikasi Pengolahan Air Limbah Industri Tapioka Dengan SistimTri TegarNo ratings yet
- ID NoneDocument6 pagesID NoneWildan NaufalNo ratings yet
- Thesis Report NQ PuayDocument85 pagesThesis Report NQ PuayAnonymous iTzCnMNo ratings yet
- Introduction To Waste Water Treatment by Root Zone TechniqueDocument4 pagesIntroduction To Waste Water Treatment by Root Zone TechniqueAnonymous kw8Yrp0R5rNo ratings yet
- Advances in Energy Producing Anaerobic Biotechnologies For Muni - 2016 - EngineeDocument9 pagesAdvances in Energy Producing Anaerobic Biotechnologies For Muni - 2016 - EngineeJohanna Carolina Bain LoayzaNo ratings yet
- Hybrid Anoxic ReactorDocument7 pagesHybrid Anoxic ReactorThirumurugan PandiyanNo ratings yet
- Utilization of SBR Technology For WastewDocument15 pagesUtilization of SBR Technology For WastewSergeo Cruz100% (1)
- Existing Biological Nitrogen Removal Processes and Current Scope of AdvancementDocument12 pagesExisting Biological Nitrogen Removal Processes and Current Scope of AdvancementUdayanka MadushanNo ratings yet
- Is SP 16 1980Document29 pagesIs SP 16 1980Shaik Abdul RaheemNo ratings yet
- Comparative Study of Brine Management Technologies For Desalination PlantsDocument19 pagesComparative Study of Brine Management Technologies For Desalination PlantsHoa LêNo ratings yet
- Anaerob and AerobDocument7 pagesAnaerob and Aerobevent.mlbb.free01No ratings yet
- An Experimental and Analytical Study To Calculate Pressure Drop in Sand Filters Taking Into Account The Effect of The Auxiliary ElementsDocument9 pagesAn Experimental and Analytical Study To Calculate Pressure Drop in Sand Filters Taking Into Account The Effect of The Auxiliary ElementsHery SumekarNo ratings yet
- Sewage Pre-Concentration For Maximum Recovery and Reuse at Decentralized LevelDocument8 pagesSewage Pre-Concentration For Maximum Recovery and Reuse at Decentralized LevelWian MaNo ratings yet
- John Koumoukelis PDFDocument6 pagesJohn Koumoukelis PDFAnisa Nur WahyuniNo ratings yet
- Design of Reverse Osmosis Desalination Plant in Suez City (Case Study)Document9 pagesDesign of Reverse Osmosis Desalination Plant in Suez City (Case Study)Juan CarlosNo ratings yet
- Photocatalytic Degradation of Swine Wastewater OnDocument8 pagesPhotocatalytic Degradation of Swine Wastewater OnRestu Hikmah Ayu MurtiNo ratings yet
- Ceramic Membranes. MBR. Likuid NanotekDocument4 pagesCeramic Membranes. MBR. Likuid NanotekAntonio SempereNo ratings yet
- Best PaperDocument19 pagesBest Paperhemant sadafaleNo ratings yet
- GB Membranbuch 300106mebranDocument349 pagesGB Membranbuch 300106mebranAndrewBruckyNo ratings yet
- Treatment of A Chemical Industry Ef Uent by Nanofiltration and Reverse OsmosisDocument11 pagesTreatment of A Chemical Industry Ef Uent by Nanofiltration and Reverse Osmosiskingship masekoNo ratings yet
- 4 - Pilot Demonstration of Nitrogen Removal From Municipal Wastewater by Vacuum Membrane DistillationDocument9 pages4 - Pilot Demonstration of Nitrogen Removal From Municipal Wastewater by Vacuum Membrane DistillationlixiaoluhjNo ratings yet
- Cavitation Process A New Tool For Waste Water TreatmentDocument3 pagesCavitation Process A New Tool For Waste Water TreatmentIJSTE100% (1)
- A Research On Optimized Design of Sewage Treatment Plant STPDocument7 pagesA Research On Optimized Design of Sewage Treatment Plant STPEditor IJTSRDNo ratings yet
- Tamás Karches: Theses of The PHD DissertationDocument14 pagesTamás Karches: Theses of The PHD DissertationGökhan TurhanNo ratings yet
- 64 CCBBCC 80 e 9 D 6 B 4Document10 pages64 CCBBCC 80 e 9 D 6 B 4Alberto SandNo ratings yet
- Sustainability Indicators of Subsurface Ow Constructed Wetlands in Portuguese Small CommunitiesDocument11 pagesSustainability Indicators of Subsurface Ow Constructed Wetlands in Portuguese Small CommunitiesFelipe Zamorano CabreraNo ratings yet
- Case Study NeredaDocument8 pagesCase Study NeredaAbid KhanNo ratings yet
- MSE2183Document102 pagesMSE2183MarkusNo ratings yet
- Broschuere Cubex2 cubeX2ML ENDocument12 pagesBroschuere Cubex2 cubeX2ML ENVladimirNo ratings yet
- How To Access LIME or Digicel's 3G Internet Using An Unlocked Huawei E1556 Modem Dongle or Nokia Modem DongleDocument6 pagesHow To Access LIME or Digicel's 3G Internet Using An Unlocked Huawei E1556 Modem Dongle or Nokia Modem DonglejjnkjbbjbNo ratings yet
- 2) DMD 3123 - Co Automatic Vehicle TransmissionDocument9 pages2) DMD 3123 - Co Automatic Vehicle TransmissionShinobi 05No ratings yet
- Ispa Validator ManualDocument24 pagesIspa Validator ManualcahmadhNo ratings yet
- Solvent Separation UNIT-06 - GOODDocument17 pagesSolvent Separation UNIT-06 - GOODAamir HasanNo ratings yet
- Activation Energy: - The Arrhenius EquationDocument19 pagesActivation Energy: - The Arrhenius EquationemilyNo ratings yet
- Operations Management - Chapter 12Document11 pagesOperations Management - Chapter 12David Van De FliertNo ratings yet
- Bubba OscillatorDocument7 pagesBubba OscillatorUmairRashidNo ratings yet
- How To Trade Pullbacks With 5 Key Technical Tools.: Fxtechstrategy TeamDocument10 pagesHow To Trade Pullbacks With 5 Key Technical Tools.: Fxtechstrategy TeamkanapunditNo ratings yet
- Analytic Geometry 2Document2 pagesAnalytic Geometry 2Christopher Lennon Dela CruzNo ratings yet
- Commscope 6 PDFDocument2 pagesCommscope 6 PDFVũ VũNo ratings yet
- Competitive Programming Network - 2nd ActivityDocument15 pagesCompetitive Programming Network - 2nd ActivityMarice Sinisterra Institucion EducativaNo ratings yet
- Centrifugal Chiller - Fundamentals - Energy-ModelsDocument30 pagesCentrifugal Chiller - Fundamentals - Energy-ModelsPrashant100% (1)
- UCF Computer Science Electives 2012Document2 pagesUCF Computer Science Electives 2012patpatpats3No ratings yet
- AISI 1050 Steel, As RolledDocument2 pagesAISI 1050 Steel, As RolledCristobal Gutierrez CarrascoNo ratings yet
- Aspen Plus Urea Synthesis Loop ModelDocument19 pagesAspen Plus Urea Synthesis Loop ModelMagdy SalehNo ratings yet
- Sparse MatrixDocument5 pagesSparse MatrixPreeti SinghNo ratings yet
- Buoyance FactorDocument20 pagesBuoyance FactormanibabuNo ratings yet
- Programming With SIMD-instructionsDocument10 pagesProgramming With SIMD-instructionsMahipal YadavNo ratings yet
- Physical and Chemical Adsorption and Its Applications: December 2021Document9 pagesPhysical and Chemical Adsorption and Its Applications: December 2021Virat KholiNo ratings yet
- Advance Design - Bracing Members Design According To Eurocode 3Document8 pagesAdvance Design - Bracing Members Design According To Eurocode 3gemo_n_fabrice69No ratings yet
- How To Turn Your TP Link TL-WRT740N Router Into A Fully Functional One Using OpenWRT PhobosK's BlogDocument25 pagesHow To Turn Your TP Link TL-WRT740N Router Into A Fully Functional One Using OpenWRT PhobosK's BlogpedjavgdNo ratings yet
- Science 8 Worksheet 1Document3 pagesScience 8 Worksheet 1Roan Tapia AntiquenoNo ratings yet
- Netzer DS-58 SpecsheetDocument6 pagesNetzer DS-58 SpecsheetElectromateNo ratings yet
- 04.pure Maths 4Document53 pages04.pure Maths 4Gracious SakaNo ratings yet
- Battery Charger1Document25 pagesBattery Charger1moannaNo ratings yet