Download as pdf or txt
You might also like
- Milling ReportDocument5 pagesMilling ReportMuhammad Fadhli80% (5)
- IMP Lab Manual - Autumn 2019Document48 pagesIMP Lab Manual - Autumn 2019ZANTHERNo ratings yet
- EEE Association Magazine 2k12 (Bapatla Engineering College)Document72 pagesEEE Association Magazine 2k12 (Bapatla Engineering College)k rajendraNo ratings yet
- CYMTCC 5.0 Training ManualDocument105 pagesCYMTCC 5.0 Training ManualJorge Toledo100% (3)
- Chemistry Project On Evaporation Rate of Different LiquidsDocument30 pagesChemistry Project On Evaporation Rate of Different Liquidsrichard70% (10)
- Van Bemmelen 1949 - Geology of Indonesia Vol IB Portfolio PDFDocument61 pagesVan Bemmelen 1949 - Geology of Indonesia Vol IB Portfolio PDFSabar0% (1)
- Conducting Exposures To Daylight Filtered Through Glass: Standard Practice ForDocument5 pagesConducting Exposures To Daylight Filtered Through Glass: Standard Practice ForJORGE ARTURO TORIBIO HUERTANo ratings yet
- Basic Machining Processes ReportDocument11 pagesBasic Machining Processes Reportedgarinox.davidNo ratings yet
- Report Material Fabrication Lathe MachineDocument13 pagesReport Material Fabrication Lathe MachineaazfaraimanNo ratings yet
- Laboratory 6Document9 pagesLaboratory 6Andy BirdieNo ratings yet
- Internship Report EditedDocument28 pagesInternship Report EditedRohanRayNo ratings yet
- Machining of MetalsDocument22 pagesMachining of MetalsFiq IskandarNo ratings yet
- Cutting Tool Technology - Mubashir UsmanDocument26 pagesCutting Tool Technology - Mubashir UsmanM.FakharNo ratings yet
- Introduction To Machining: Milling Grinding Turning DrillingDocument3 pagesIntroduction To Machining: Milling Grinding Turning DrillingSandeep DhadutiNo ratings yet
- Department of Mechanical EngineerngDocument29 pagesDepartment of Mechanical Engineerngnur aisyahNo ratings yet
- Machining Parameters in Turning ProcessDocument78 pagesMachining Parameters in Turning Processnastaeenbaig1100% (1)
- Milling ProcessDocument11 pagesMilling ProcessRao YasirNo ratings yet
- The Components of A Grinding MachineDocument5 pagesThe Components of A Grinding MachineNuman Zaman DipuNo ratings yet
- Overviews: MillingDocument12 pagesOverviews: MillingManideep AnanthulaNo ratings yet
- CNC MillingDocument8 pagesCNC MillingNashon MutuaNo ratings yet
- Making Threads by Various Methods ReportDocument11 pagesMaking Threads by Various Methods Reportedgarinox.davidNo ratings yet
- Machining of MetalsDocument23 pagesMachining of MetalsFiq IskandarNo ratings yet
- Manufacturing Engineering II Lecture OneDocument41 pagesManufacturing Engineering II Lecture OneEyu KalebNo ratings yet
- Department of Mechanical Engineering: SJB Institute of TechnologyDocument54 pagesDepartment of Mechanical Engineering: SJB Institute of TechnologyChidu KNo ratings yet
- Lab 1 Fareez (Turning Machine)Document24 pagesLab 1 Fareez (Turning Machine)s231311024No ratings yet
- (History, Types, Etc.) : by Group 8Document23 pages(History, Types, Etc.) : by Group 8Marc BitangNo ratings yet
- Master MT Lab - 3year 1semDocument26 pagesMaster MT Lab - 3year 1semmohammad sammeerNo ratings yet
- Unit I Part 1 Manufacturing ProcessesDocument75 pagesUnit I Part 1 Manufacturing ProcessesArvind BangotraNo ratings yet
- 1 DR Abobaker ProductionDocument20 pages1 DR Abobaker ProductionKhaled AhmedNo ratings yet
- Finall PRJCT 12222Document10 pagesFinall PRJCT 12222Belay ShibruNo ratings yet
- Machine Tool Design For Flap TrackDocument46 pagesMachine Tool Design For Flap Tracksalmanzafar_37304938No ratings yet
- Machining Process - IDocument30 pagesMachining Process - INajshhsNo ratings yet
- MillingDocument5 pagesMillingSelan MatlanNo ratings yet
- Jigs GaugesDocument10 pagesJigs GaugesBarani KumarNo ratings yet
- Material Removal - Processes - Theory - of Metal MachiningDocument25 pagesMaterial Removal - Processes - Theory - of Metal Machiningkurniashk13No ratings yet
- Machining: Machining Is Any of Various Processes in Which A Piece of RawDocument7 pagesMachining: Machining Is Any of Various Processes in Which A Piece of RawAshwin KumarNo ratings yet
- Basic Considerations in Machining Processes - MAA - Faculty of Engineering - MTI UniversityDocument30 pagesBasic Considerations in Machining Processes - MAA - Faculty of Engineering - MTI UniversityMohamed A. AbbasNo ratings yet
- CH-1 MachiningDocument29 pagesCH-1 MachiningAbreham DerejeNo ratings yet
- Safety Management Presentaion 2Document11 pagesSafety Management Presentaion 2Joseph DacoNo ratings yet
- Lap Report TemplateDocument7 pagesLap Report TemplateMd Sajib SheikhNo ratings yet
- Manufacturing Systems and Service Operations: Manufacturing Process Metal Forming Process Metal Removal ProcessDocument51 pagesManufacturing Systems and Service Operations: Manufacturing Process Metal Forming Process Metal Removal Processabhinav_bitspilani8991No ratings yet
- Imp Lab ManualDocument36 pagesImp Lab ManualAnas MuhammedNo ratings yet
- MPR (22446) ManualDocument31 pagesMPR (22446) Manualsiddiquimuzammil876No ratings yet
- Quad Processing MachineDocument6 pagesQuad Processing MachineSulfikkar100% (1)
- DV09PUB2 Study GuideDocument5 pagesDV09PUB2 Study GuideJose JulianNo ratings yet
- Milling and Machining CentersDocument5 pagesMilling and Machining CentersJose JulianNo ratings yet
- Computer Integrated Manufacturing: Machine ToolsDocument20 pagesComputer Integrated Manufacturing: Machine Toolstayyab40No ratings yet
- Bengkel ReportDocument5 pagesBengkel ReportPaih DtNo ratings yet
- Mold Machining Methods, Part 1Document22 pagesMold Machining Methods, Part 1Edenilson FadekNo ratings yet
- Report - MillingDocument8 pagesReport - MillingMaarij Anjum50% (2)
- DJM1012 Mechatronic Workshop Practice-Machining ReportDocument16 pagesDJM1012 Mechatronic Workshop Practice-Machining ReportRachel Ramirez100% (7)
- Unit I. Bascis of Manufacturing ProcessesDocument30 pagesUnit I. Bascis of Manufacturing Processes070 ARITRITA BRAHMA ECENo ratings yet
- Machining OperationsDocument8 pagesMachining OperationsZaid YahyaNo ratings yet
- Manufacturing Processes: Assist. Prof.:R. H. GardiDocument23 pagesManufacturing Processes: Assist. Prof.:R. H. Gardikosratomer74No ratings yet
- Resumen de Las PaginasDocument4 pagesResumen de Las PaginasdotaestudiosNo ratings yet
- Module 1 - Machining Science and Jigs & Fixtures (21me42)Document70 pagesModule 1 - Machining Science and Jigs & Fixtures (21me42)Manoj NNo ratings yet
- Machine OperationDocument4 pagesMachine OperationMaster BomboNo ratings yet
- D 1131207 T 6640 L 10Document2 pagesD 1131207 T 6640 L 10PVD RemixNo ratings yet
- Report Writing On Milling MachineDocument11 pagesReport Writing On Milling MachineSailesh Pathak100% (1)
- Forming and MachiningDocument10 pagesForming and Machining33-Siddharth NairNo ratings yet
- Mechanical Engineering Module 2Document28 pagesMechanical Engineering Module 2gubavinNo ratings yet
- CNC MilingDocument10 pagesCNC MilingAbdul HameedNo ratings yet
- Product DesignDocument37 pagesProduct DesignyohannesNo ratings yet
- Grinding Overview: Machinist Grinder Interview Questions and AnswersFrom EverandGrinding Overview: Machinist Grinder Interview Questions and AnswersNo ratings yet
- Prompting Science and Engineering Students in Practical TrigonometryFrom EverandPrompting Science and Engineering Students in Practical TrigonometryNo ratings yet
- Artikel Jurnal KKN PuyantiDocument6 pagesArtikel Jurnal KKN Puyantipuyanti -No ratings yet
- Finallist 2012Document147 pagesFinallist 2012tracker1234No ratings yet
- 40-Ipl32l-Pwg1xg China Psu PDFDocument3 pages40-Ipl32l-Pwg1xg China Psu PDFotavio jose sbarainiNo ratings yet
- BB SESSION - ME132P Lecture 3A LINKAGESDocument32 pagesBB SESSION - ME132P Lecture 3A LINKAGESkris garciaNo ratings yet
- Toxicological Profiles AmmoniaDocument248 pagesToxicological Profiles AmmoniaHugh MantaNo ratings yet
- Islam The West and The FutureDocument19 pagesIslam The West and The FutureAhmad BorhamNo ratings yet
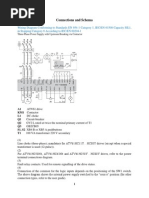
- Connections and SchemaDocument7 pagesConnections and SchemaKukuh WidodoNo ratings yet
- The Best Black Bean Burgers I've Ever Had - Sally's Baking AddictionDocument2 pagesThe Best Black Bean Burgers I've Ever Had - Sally's Baking Addictionbjx5k42dtsNo ratings yet
- Option To Disable I-Stop Mazda CX-5Document21 pagesOption To Disable I-Stop Mazda CX-5Tu NguyenNo ratings yet
- RRL DamsDocument7 pagesRRL DamsJamesNo ratings yet
- Sci 9-DLP 2Document5 pagesSci 9-DLP 2elsie tequinNo ratings yet
- Daewoo Doosan Forklift g420f Fe LP Engine Service ManualDocument23 pagesDaewoo Doosan Forklift g420f Fe LP Engine Service Manualjerryroberts051291ixe100% (29)
- PT WBK 777e Kdp00831 Wht019 Smu 5217 Seal Yoke LeakDocument1 pagePT WBK 777e Kdp00831 Wht019 Smu 5217 Seal Yoke LeakNasirKodratNo ratings yet
- Made By:-Shrish Ojha and Aryaman Singh MarjaraDocument34 pagesMade By:-Shrish Ojha and Aryaman Singh MarjaraSanskriti JoshiNo ratings yet
- Virtual Artificial Sensor Technique For Functional Electrical StimulationDocument11 pagesVirtual Artificial Sensor Technique For Functional Electrical StimulationCarlos Alexandre FerriNo ratings yet
- Oxo Machm 04va A000 Xxaann PDFDocument4 pagesOxo Machm 04va A000 Xxaann PDFChristopher JohnNo ratings yet
- LAS in ENGLISH 10 QUARTER 3 WEEK 4 TRENTO NHSDocument23 pagesLAS in ENGLISH 10 QUARTER 3 WEEK 4 TRENTO NHSCherry Mae B. Corria100% (1)
- 7 Rotary - Pressure&Force SensorsDocument32 pages7 Rotary - Pressure&Force SensorsMuhammad Omer Bin SaeedNo ratings yet
- Unit-6 Flow Through PipesDocument54 pagesUnit-6 Flow Through PipesS PrathebaNo ratings yet
- M408C Chme: M408C Cheat Sheet Final Exameat Sheet Final ExamDocument3 pagesM408C Chme: M408C Cheat Sheet Final Exameat Sheet Final Examjakepatt101No ratings yet
- Perangkat Penunjang Pembuatan Studio MetaverseDocument2 pagesPerangkat Penunjang Pembuatan Studio MetaverseMaulana JamaludinNo ratings yet
- Brochure CB1Document13 pagesBrochure CB1Harsh ChauhanNo ratings yet
- PG Prospectus 2024-25 - 23.04.2024Document38 pagesPG Prospectus 2024-25 - 23.04.2024alihossain armanNo ratings yet
- Elegra Error MessageDocument30 pagesElegra Error MessageLuis Fernando Garcia Sanchez100% (2)
- Gita Dhyanam English and SanskritDocument4 pagesGita Dhyanam English and SanskritSRIDHAR SUBRAMANIAM33% (3)