Download as pdf or txt
You might also like
- Subaru Ee20 Emission ControlDocument12 pagesSubaru Ee20 Emission ControlAlexandros Kontos100% (1)
- (George C. Phillips (Auth.) ) A Concise IntroductionDocument164 pages(George C. Phillips (Auth.) ) A Concise IntroductionAvinash KumarNo ratings yet
- Manual of YFD300 Ultrasonic Flaw DetectorDocument72 pagesManual of YFD300 Ultrasonic Flaw DetectorHenry CruzNo ratings yet
- JJDocument45 pagesJJjaimeNo ratings yet
- Fyp ThesisDocument55 pagesFyp Thesis9xqyk4dpwbNo ratings yet
- CA04 ParchamentoJVMDocument6 pagesCA04 ParchamentoJVMJohnrey ParchamentoNo ratings yet
- Md. Sanowar Hossain Lecturer Dept. of ME, RUETDocument124 pagesMd. Sanowar Hossain Lecturer Dept. of ME, RUETJaber HasanNo ratings yet
- Md. Sanowar Hossain Lecturer Dept. of ME, RUETDocument124 pagesMd. Sanowar Hossain Lecturer Dept. of ME, RUETJaber HasanNo ratings yet
- Tieng Anh Chuyen Nganh SilicatDocument77 pagesTieng Anh Chuyen Nganh SilicatChết SợNo ratings yet
- Ceramics, Advanced Structural Products: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimDocument16 pagesCeramics, Advanced Structural Products: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimjaimeNo ratings yet
- 1991 TEXTO Concise Introduction To Ceramics PDFDocument164 pages1991 TEXTO Concise Introduction To Ceramics PDFrafael50% (2)
- Ae15301-Aircraft Materials and Manufacturing Technology PDFDocument115 pagesAe15301-Aircraft Materials and Manufacturing Technology PDFDurai Raj Kumar100% (1)
- Mme203: Introduction To Metallurgical and Materials EngineeringDocument8 pagesMme203: Introduction To Metallurgical and Materials EngineeringKupoluyi VictorNo ratings yet
- Home Assignment No, 4Document29 pagesHome Assignment No, 4umarNo ratings yet
- Classifying Dental CeramicsDocument7 pagesClassifying Dental CeramicsERIKA BLANQUETNo ratings yet
- Chapter 2Document38 pagesChapter 2Umesh ChandraNo ratings yet
- Lecture 4 (Read-Only)Document10 pagesLecture 4 (Read-Only)Md RahmanNo ratings yet
- Evaluation of Primary Slurry Used in Ceramic Shell Investment Casting ProcessDocument5 pagesEvaluation of Primary Slurry Used in Ceramic Shell Investment Casting ProcessAjeeth KumarNo ratings yet
- Laboratory 1: Production and Testing of Ceramic Bars: Faisal SIDDIQUIDocument18 pagesLaboratory 1: Production and Testing of Ceramic Bars: Faisal SIDDIQUIcfellowNo ratings yet
- Project Main To PrintDocument69 pagesProject Main To PrintSarath ChandraNo ratings yet
- Analysis of Drying Process in Ceramic Tiles Industries Ijariie2063Document10 pagesAnalysis of Drying Process in Ceramic Tiles Industries Ijariie2063map vitcoNo ratings yet
- Processing of CeramicsDocument17 pagesProcessing of CeramicsVikrant SharmaNo ratings yet
- Cao, 2016Document16 pagesCao, 2016Iury MoraesNo ratings yet
- 14356007.a06 001Document46 pages14356007.a06 001mido_u3No ratings yet
- Ceramic Materials Unit 5,6Document32 pagesCeramic Materials Unit 5,6Akhil BaaNo ratings yet
- Presentation2 CeramicsDocument160 pagesPresentation2 Ceramicsrasagna reddyNo ratings yet
- An Introduction To Shaw Process by MustaDocument14 pagesAn Introduction To Shaw Process by MustaMarthinNo ratings yet
- General Manufacturing StepsDocument9 pagesGeneral Manufacturing StepsPatricia de LeonNo ratings yet
- Evaporative Pattern CastingDocument13 pagesEvaporative Pattern CastingMajid RazaqNo ratings yet
- Colloidal Processing of CeramicsDocument18 pagesColloidal Processing of CeramicsmlombardiTO100% (1)
- Conformado de Materiales CeramicosDocument48 pagesConformado de Materiales Ceramicos'Lau WeistNo ratings yet
- Dijital S.Document13 pagesDijital S.toprak-emineNo ratings yet
- Fabrication of Integral Ceramic Mold Fo Rinvestment Casting Ofhollow Turbine Blade Based On Stereo LithographyDocument6 pagesFabrication of Integral Ceramic Mold Fo Rinvestment Casting Ofhollow Turbine Blade Based On Stereo LithographyJoao LuisNo ratings yet
- Effect of Slurry Composition On Plate Weight in Ceramic Shell Investment CastingDocument10 pagesEffect of Slurry Composition On Plate Weight in Ceramic Shell Investment CastingjanakNo ratings yet
- Advance Casting TechnologiesDocument31 pagesAdvance Casting Technologiesdivinefongoh73No ratings yet
- Study of Ceramic Slurries For Investment Casting With Ice PatternsDocument10 pagesStudy of Ceramic Slurries For Investment Casting With Ice PatternsNarasimha Murthy InampudiNo ratings yet
- Polishing of Ceramic TilesDocument14 pagesPolishing of Ceramic Tilesduyen nguyen chi luongNo ratings yet
- Colloid Process PDFDocument18 pagesColloid Process PDFMüslüm KOÇNo ratings yet
- Machinable Glass CeramicsDocument29 pagesMachinable Glass CeramicsHarsha VardhanaNo ratings yet
- 1 s2.0 S0264127522009662 MainDocument11 pages1 s2.0 S0264127522009662 MainArunNo ratings yet
- Various Casting Processes - Critical Assessment: ContdDocument21 pagesVarious Casting Processes - Critical Assessment: ContdMayank GaurNo ratings yet
- Materials TechnologyDocument17 pagesMaterials Technologyqvfrcycm78No ratings yet
- Advanced Ceramic Components - Materials, Fabrication, and Applications PDFDocument32 pagesAdvanced Ceramic Components - Materials, Fabrication, and Applications PDFDaxel Val100% (1)
- Bulk Metallic GlassDocument16 pagesBulk Metallic GlassMohammed TkNo ratings yet
- Development and Characterization of Glass Ceramic From Coc1 PDFDocument99 pagesDevelopment and Characterization of Glass Ceramic From Coc1 PDFminahilNo ratings yet
- Ceramic AmericaDocument9 pagesCeramic AmericaRoger Antonio Suarez SanchezNo ratings yet
- Advanced CeramicsDocument70 pagesAdvanced CeramicsKhaled ElshabrawyNo ratings yet
- Ceramic Material Part 1 by Pak RahmanDocument42 pagesCeramic Material Part 1 by Pak RahmannisannisaNo ratings yet
- 2-Experiment 2-Handout PDFDocument8 pages2-Experiment 2-Handout PDFOğuz YavuzNo ratings yet
- Wei2018 - MOLD SLSDocument30 pagesWei2018 - MOLD SLSjanakNo ratings yet
- Mukund 13 MarchDocument50 pagesMukund 13 MarchmukundchandNo ratings yet
- Dental Ceramics: Classification by CompositionDocument5 pagesDental Ceramics: Classification by CompositionFifth Year Dentistry ZUNo ratings yet
- Advance Forming TechDocument18 pagesAdvance Forming TechNicholas DarielNo ratings yet
- Ceramics: Presentation By: Sam-Bandawe Wesley A. Juma Mcdonald KDocument23 pagesCeramics: Presentation By: Sam-Bandawe Wesley A. Juma Mcdonald Kmcdonald jumaNo ratings yet
- CERAMICSDocument7 pagesCERAMICSfarhan.anjum20032004No ratings yet
- Containing An Amorphous Phase: Pull-Out During Grinding of CeramicsDocument3 pagesContaining An Amorphous Phase: Pull-Out During Grinding of CeramicsAura-Catalina MocanuNo ratings yet
- Research and Application of Engineering Ceramic MaDocument7 pagesResearch and Application of Engineering Ceramic Maعبدالله احمد مناضل حسينNo ratings yet
- Ceramic EngineeringDocument8 pagesCeramic EngineeringahumairNo ratings yet
- SinteringofslipcastcompositeAl2O3 ZrO2ceramicsDocument7 pagesSinteringofslipcastcompositeAl2O3 ZrO2ceramicsVignesh RajaNo ratings yet
- Polishing of Ceramic TilesDocument14 pagesPolishing of Ceramic TilesAndrei StefanNo ratings yet
- Cellular Ceramics: Structure, Manufacturing, Properties and ApplicationsFrom EverandCellular Ceramics: Structure, Manufacturing, Properties and ApplicationsNo ratings yet
- Colloidal Ceramic Processing of Nano-, Micro-, and Macro-Particulate SystemsFrom EverandColloidal Ceramic Processing of Nano-, Micro-, and Macro-Particulate SystemsWei-Heng ShihNo ratings yet
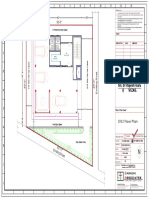
- Final Stilt Floor Plan 16042022Document1 pageFinal Stilt Floor Plan 16042022rajesh lankaNo ratings yet
- Procedure For HORCM and RAIDCOMDocument4 pagesProcedure For HORCM and RAIDCOMdennisNo ratings yet
- CH PDFDocument43 pagesCH PDFBobVonCatNo ratings yet
- Safety, Efficacy, and Mechanisms of Action of Cannabinoids in Neurological Disorders.Document9 pagesSafety, Efficacy, and Mechanisms of Action of Cannabinoids in Neurological Disorders.Sindy Licette PiñeroNo ratings yet
- Introduction To Finance Markets Investments and Financial Management 15th Edition Melicher Norton Solution ManualDocument19 pagesIntroduction To Finance Markets Investments and Financial Management 15th Edition Melicher Norton Solution ManualberthaNo ratings yet
- Juki LU2828V7 1Document86 pagesJuki LU2828V7 1Jesús Sánchez CarriónNo ratings yet
- Punjab Police SI Intelligence Officer Model PapersDocument33 pagesPunjab Police SI Intelligence Officer Model Papershk3987gmailcomNo ratings yet
- 14-Salam and IstisnaDocument5 pages14-Salam and Istisna✬ SHANZA MALIK ✬No ratings yet
- Read The Following Instructions Carefully Before Attempting The AssignmentDocument2 pagesRead The Following Instructions Carefully Before Attempting The AssignmentBhargav PerasaniNo ratings yet
- 1 The Building Blocks of JapanDocument26 pages1 The Building Blocks of JapanschelleslarsNo ratings yet
- AHU Air Handling Unit FundamentalsDocument48 pagesAHU Air Handling Unit Fundamentalsniakinezhad50% (2)
- Senator Jinggoy Ejercito EstradaDocument7 pagesSenator Jinggoy Ejercito EstradaNatsudeeNo ratings yet
- Concrete Mixer Machine TSCM-260 RichonDocument7 pagesConcrete Mixer Machine TSCM-260 RichonAngin MalamNo ratings yet
- Stage 7 SampleDocument48 pagesStage 7 SampleYug ChotaiNo ratings yet
- Technical English 1 Teaching ProgrammeDocument26 pagesTechnical English 1 Teaching ProgrammeAlbert Camps Barbera100% (1)
- Characterization RO NF MembranesDocument13 pagesCharacterization RO NF MembranesEri Dwi ListiantoNo ratings yet
- OPT B1plus U09 Grammar HigherDocument1 pageOPT B1plus U09 Grammar HigherJacobo GutierrezNo ratings yet
- m42 21 08nov21Document2 pagesm42 21 08nov21husen translatorNo ratings yet
- Vastu-Truths and UntruthsDocument5 pagesVastu-Truths and Untruthsbas daNo ratings yet
- Legend of The Galactic Heroes, Vol. 10 Sunset by Yoshiki Tanaka (Tanaka, Yoshiki)Document245 pagesLegend of The Galactic Heroes, Vol. 10 Sunset by Yoshiki Tanaka (Tanaka, Yoshiki)StafarneNo ratings yet
- Foreword - 1999 - Simulation of Industrial Processes For Control Engineers PDFDocument1 pageForeword - 1999 - Simulation of Industrial Processes For Control Engineers PDFCésar SandovalNo ratings yet
- WORKSHEET n17 - UNIT 3 - Ingles - Primero Medio - 2020Document7 pagesWORKSHEET n17 - UNIT 3 - Ingles - Primero Medio - 2020GAME LOLNo ratings yet
- Step 5 and 6Document6 pagesStep 5 and 6Diana Rose MitoNo ratings yet
- Treatment of Gestational Hypertension With Oral Labetalol and Methyldopa in Iraqi Pregnant WomenDocument9 pagesTreatment of Gestational Hypertension With Oral Labetalol and Methyldopa in Iraqi Pregnant WomenOmar Nassir MoftahNo ratings yet
- Fce StrategiesDocument19 pagesFce StrategiesTere AguirreNo ratings yet
- REPORT Phulkari PDFDocument19 pagesREPORT Phulkari PDFVritti Malhotra100% (2)
- BCG MatrixDocument18 pagesBCG Matrixsamm78992% (12)
- Optimisation of Supply Chain of Smart ColoursDocument29 pagesOptimisation of Supply Chain of Smart ColoursPooja ShahNo ratings yet