
Selectalloy 307c
Selectalloy 307c
You might also like
- Alloy Process Data Sheet - 105-85Document3 pagesAlloy Process Data Sheet - 105-85Ugur KayaNo ratings yet
- Star Core 6Document2 pagesStar Core 6jmur10No ratings yet
- MSTwall PDFDocument1 pageMSTwall PDFdinesh panchalNo ratings yet
- TDS For Repair Process For Galvanized ItemsDocument4 pagesTDS For Repair Process For Galvanized ItemsPappu Kishore Kumar100% (2)
- Er70S-6 Carbon Steel Welding Wire: Technical Specification SheetDocument2 pagesEr70S-6 Carbon Steel Welding Wire: Technical Specification Sheetrizviabbas2012No ratings yet
- Er70S-3 Carbon Steel Welding Wire: Technical Specification SheetDocument2 pagesEr70S-3 Carbon Steel Welding Wire: Technical Specification Sheetrizviabbas2012No ratings yet
- Streamline Copper Tube Medical Gas Submittal Sheet 1596827Document4 pagesStreamline Copper Tube Medical Gas Submittal Sheet 1596827Harvendra SinghNo ratings yet
- Flanged "Y" Strainers Steel / Stn. Stl. - 300YF Series: Ratings MaterialsDocument1 pageFlanged "Y" Strainers Steel / Stn. Stl. - 300YF Series: Ratings MaterialsNitin ZoreNo ratings yet
- Di Installation GuideDocument37 pagesDi Installation GuidehaivikramreddyNo ratings yet
- Data EC309 LDocument1 pageData EC309 LbabakjooonNo ratings yet
- Welding ProcessesDocument28 pagesWelding ProcessesAnaswarpsNo ratings yet
- Pinnacle Alloys ER2594Document2 pagesPinnacle Alloys ER2594Federico Quintana100% (1)
- Cable Porta Electrodo CapacidadDocument1 pageCable Porta Electrodo CapacidadAbraham GalvánNo ratings yet
- 25 SP650 1 MS Series SeparatorsDocument2 pages25 SP650 1 MS Series SeparatorsLa Ode AdhanNo ratings yet
- Table A Commonly Used Material Specification Reference ChartDocument1 pageTable A Commonly Used Material Specification Reference ChartPhong TongNo ratings yet
- Mode of Metal Transfer-Gas Metal Arc Wel PDFDocument5 pagesMode of Metal Transfer-Gas Metal Arc Wel PDFRamesh RNo ratings yet
- Hobart Maxal 4943Document2 pagesHobart Maxal 4943brunizzaNo ratings yet
- Er70S-2 Carbon Steel Welding Wire: Technical Specification SheetDocument2 pagesEr70S-2 Carbon Steel Welding Wire: Technical Specification Sheetrizviabbas2012No ratings yet
- Typical Mechanical Properties (As Welded) : Do Not Breathe Fumes!Document20 pagesTypical Mechanical Properties (As Welded) : Do Not Breathe Fumes!Samuel LatumahinaNo ratings yet
- Er70s 6Document1 pageEr70s 6sdsdsdnNo ratings yet
- T-18 - Recommended Target Analysis For Ductile IronsDocument2 pagesT-18 - Recommended Target Analysis For Ductile Ironscrazy dNo ratings yet
- Recommended Target Analysis For Ductile IronDocument2 pagesRecommended Target Analysis For Ductile Ironarnaldorcr8646100% (2)
- Selectwear 58: DescriptionDocument1 pageSelectwear 58: DescriptionEli FreemanNo ratings yet
- c21014 PDFDocument2 pagesc21014 PDFKhaled A MarashliNo ratings yet
- Filettature Tiranti ASTM-A193Document25 pagesFilettature Tiranti ASTM-A193markoredsNo ratings yet
- OSBORN Crimped Cup BrushDocument2 pagesOSBORN Crimped Cup BrushThái Mai ĐìnhNo ratings yet
- Wire Size SpecificationsDocument2 pagesWire Size Specificationsjaveeed0401No ratings yet
- Technical Details of ACSR CablesDocument2 pagesTechnical Details of ACSR CablesGustavo AguiarNo ratings yet
- Flanged "Y" Strainers Steel / Stn. Stl. - 150YF Series: Ratings MaterialsDocument1 pageFlanged "Y" Strainers Steel / Stn. Stl. - 150YF Series: Ratings MaterialsWILLIAM ANDRES CORONEL CARPIONo ratings yet
- HOB FC86R045X33 SpecSheetDocument2 pagesHOB FC86R045X33 SpecSheetJohn AltasNo ratings yet
- Hobart Maxal 5556Document2 pagesHobart Maxal 5556dayseanedNo ratings yet
- Select 439tiDocument1 pageSelect 439tiHariPrasathNo ratings yet
- Microcell Foam Dielectric: Size 2 1/4" 1 5/8" 1 1/4" 7/8"Document2 pagesMicrocell Foam Dielectric: Size 2 1/4" 1 5/8" 1 1/4" 7/8"Look ManNo ratings yet
- Hobart Maxal 1100Document2 pagesHobart Maxal 1100jclenerNo ratings yet
- Torque Equipos Electricos Ansi NetaDocument2 pagesTorque Equipos Electricos Ansi NetaOswaldo JavierNo ratings yet
- AEC MC007 STF Connectors Threaded HubsDocument1 pageAEC MC007 STF Connectors Threaded HubsLuis Guillermo BenitezNo ratings yet
- AlMg 4.5Mn Product-SheetDocument1 pageAlMg 4.5Mn Product-SheetLuca MemoliNo ratings yet
- Flanged Type BFRDocument4 pagesFlanged Type BFRHoang Minh HungNo ratings yet
- Midalloy ER80S B6 EB6Document1 pageMidalloy ER80S B6 EB6joel cisnerosNo ratings yet
- Iron Special Iron Material Spec Finecast Foundry 28.8.20Document4 pagesIron Special Iron Material Spec Finecast Foundry 28.8.20Lê ChiếnNo ratings yet
- BS5308 Part 1 Type 2Document4 pagesBS5308 Part 1 Type 2Anil ChakkadathNo ratings yet
- Select 90c d2Document1 pageSelect 90c d2nateNo ratings yet
- 410 Welding Wire and RodDocument1 page410 Welding Wire and RodJenderalKancilNo ratings yet
- BUNYDT084820110110FTDocument1 pageBUNYDT084820110110FTAlejandro GarcíaNo ratings yet
- Wafer Type BRDocument5 pagesWafer Type BRAibek AkbalikovNo ratings yet
- BS6622/BS7835 Three Core Armoured 6.6kV XLPE Stranded Copper ConductorsDocument3 pagesBS6622/BS7835 Three Core Armoured 6.6kV XLPE Stranded Copper ConductorsBhagoo HatheyNo ratings yet
- 06 電線Document2 pages06 電線Mini ChanNo ratings yet
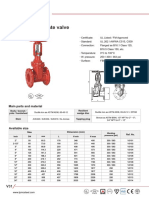
- V31 Flanged OSY Gate ValveDocument1 pageV31 Flanged OSY Gate ValveRolando CerezoNo ratings yet
- Cast Steel WCB CF8M (316) Class 150: Butterfly Valve High PerformanceDocument2 pagesCast Steel WCB CF8M (316) Class 150: Butterfly Valve High Performanceabdulaziz saif ali mansoorNo ratings yet
- REXWAY Aluminium Conduit and Fittings Catalogue PDFDocument4 pagesREXWAY Aluminium Conduit and Fittings Catalogue PDFGeorge KvekvetsiaNo ratings yet
- Penn-Union Corp.: Bronze Eyebolt Terminal - Type Ls and LSNDocument1 pagePenn-Union Corp.: Bronze Eyebolt Terminal - Type Ls and LSNLuis MartinezNo ratings yet
- Alloy 4047 Weld Data Sheet: Typical ApplicationsDocument2 pagesAlloy 4047 Weld Data Sheet: Typical ApplicationsMarcoAntonioNo ratings yet
- REXWAY Aluminium Conduit and Fittings CatalogueDocument4 pagesREXWAY Aluminium Conduit and Fittings CatalogueJeson EtormaNo ratings yet
- Omega NH FuseDocument5 pagesOmega NH Fusevu leNo ratings yet
- Handbook - Cored Wire Products PDFDocument1 pageHandbook - Cored Wire Products PDFtuna61No ratings yet
- Rfoui-250v 2014Document5 pagesRfoui-250v 2014VENITHA KNo ratings yet
- ESAB 8018 DatosDocument2 pagesESAB 8018 DatosElwe SingoloNo ratings yet
- Clamps ColorDocument19 pagesClamps ColorGerson SuarezNo ratings yet
- Kawat Las Carbon Steel ER 70S-3Document2 pagesKawat Las Carbon Steel ER 70S-3Nyoman RakaNo ratings yet
- Calculos Catarinas PDFDocument48 pagesCalculos Catarinas PDFHéctor Rodriguez RubioNo ratings yet
- FT Eslabon Maestro A342Document1 pageFT Eslabon Maestro A342fernando.solarNo ratings yet
- Advanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactFrom EverandAdvanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactNo ratings yet
- Materials Science and Engineering IntroductionDocument23 pagesMaterials Science and Engineering IntroductionKelvin MugwagwaNo ratings yet
- Combined Status of BoqmDocument22 pagesCombined Status of Boqmhemant1284No ratings yet
- Valve AbbreviationDocument1 pageValve AbbreviationAndres GudinoNo ratings yet
- EMPAKGLASS - Mouldshop-TrainingDocument5 pagesEMPAKGLASS - Mouldshop-TrainingAkashNo ratings yet
- Astm F436M-93 Reap2000Document5 pagesAstm F436M-93 Reap2000Carlos Raul Caballero LeonNo ratings yet
- 175-022501 Flanges (WN, BL, Forged Steel & As)Document2 pages175-022501 Flanges (WN, BL, Forged Steel & As)ALINo ratings yet
- VDM Data Sheet Nicrofer 6025 HT - e PDFDocument0 pagesVDM Data Sheet Nicrofer 6025 HT - e PDFeugenio.gutenbertNo ratings yet
- Painting Inspector Exam Multiple Choice QuestionDocument11 pagesPainting Inspector Exam Multiple Choice Questionabdo100% (1)
- Auditorium Line EstimateDocument163 pagesAuditorium Line EstimatePARASASRINIVASNo ratings yet
- Knowledge Base: Sheet Metal FormingDocument15 pagesKnowledge Base: Sheet Metal FormingGiovany Alberto MonsalveNo ratings yet
- Ch-5 DrillingDocument41 pagesCh-5 DrillingakshayNo ratings yet
- Bayu Putra Cakrawala - UTS Aircraft MaterialDocument12 pagesBayu Putra Cakrawala - UTS Aircraft MaterialAqil YuanNo ratings yet
- Grain Size StudyDocument14 pagesGrain Size StudyiyamNo ratings yet
- Strengthening Techniques in Metals: Work HardeningDocument6 pagesStrengthening Techniques in Metals: Work HardeningSiddhant SharmaNo ratings yet
- GAER Double Disc Check Valve EngDocument2 pagesGAER Double Disc Check Valve EngCarlos Rovello GandoNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelDocument3 pagesPressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-Nickelalucard375No ratings yet
- The Invention of The Electric IronDocument14 pagesThe Invention of The Electric IronJoel Milan100% (2)
- A345Document4 pagesA345nvh202148No ratings yet
- Rec ZNDocument23 pagesRec ZNedwin quintanillaNo ratings yet
- Naderi Malek-ThesisDocument190 pagesNaderi Malek-ThesisFernando BarreraNo ratings yet
- 5.1. 402020-01391-08-PI-SPC-0001 Rev0Document58 pages5.1. 402020-01391-08-PI-SPC-0001 Rev0sumit kumarNo ratings yet
- Historical Steelwork HandbookDocument76 pagesHistorical Steelwork HandbookViktor LeznevNo ratings yet
- Ch-27.3 Iron Carbon Equilibrium DiagramDocument58 pagesCh-27.3 Iron Carbon Equilibrium DiagramasjfgauojfgfNo ratings yet
- MSS SP 55-2006 - Quality Standard For Steel Castings For Valves, Flanges, Fittings, and Other Piping CDocument22 pagesMSS SP 55-2006 - Quality Standard For Steel Castings For Valves, Flanges, Fittings, and Other Piping CAllan SousaNo ratings yet
- AAC BULL & BERSIMIS Conductor - SpecificationDocument18 pagesAAC BULL & BERSIMIS Conductor - Specificationbalaeee123100% (2)
- CBSE Class 8 Science, Chemical Effects of Electrical CurrentDocument2 pagesCBSE Class 8 Science, Chemical Effects of Electrical CurrentR.Shruti 1040-12No ratings yet
- MPPL PT Calendar 2024 2025Document6 pagesMPPL PT Calendar 2024 2025Joby GeorgeNo ratings yet
























































































Download as pdf or txt
You might also like
- Alloy Process Data Sheet - 105-85Document3 pagesAlloy Process Data Sheet - 105-85Ugur KayaNo ratings yet
- Star Core 6Document2 pagesStar Core 6jmur10No ratings yet
- MSTwall PDFDocument1 pageMSTwall PDFdinesh panchalNo ratings yet
- TDS For Repair Process For Galvanized ItemsDocument4 pagesTDS For Repair Process For Galvanized ItemsPappu Kishore Kumar100% (2)
- Er70S-6 Carbon Steel Welding Wire: Technical Specification SheetDocument2 pagesEr70S-6 Carbon Steel Welding Wire: Technical Specification Sheetrizviabbas2012No ratings yet
- Er70S-3 Carbon Steel Welding Wire: Technical Specification SheetDocument2 pagesEr70S-3 Carbon Steel Welding Wire: Technical Specification Sheetrizviabbas2012No ratings yet
- Streamline Copper Tube Medical Gas Submittal Sheet 1596827Document4 pagesStreamline Copper Tube Medical Gas Submittal Sheet 1596827Harvendra SinghNo ratings yet
- Flanged "Y" Strainers Steel / Stn. Stl. - 300YF Series: Ratings MaterialsDocument1 pageFlanged "Y" Strainers Steel / Stn. Stl. - 300YF Series: Ratings MaterialsNitin ZoreNo ratings yet
- Di Installation GuideDocument37 pagesDi Installation GuidehaivikramreddyNo ratings yet
- Data EC309 LDocument1 pageData EC309 LbabakjooonNo ratings yet
- Welding ProcessesDocument28 pagesWelding ProcessesAnaswarpsNo ratings yet
- Pinnacle Alloys ER2594Document2 pagesPinnacle Alloys ER2594Federico Quintana100% (1)
- Cable Porta Electrodo CapacidadDocument1 pageCable Porta Electrodo CapacidadAbraham GalvánNo ratings yet
- 25 SP650 1 MS Series SeparatorsDocument2 pages25 SP650 1 MS Series SeparatorsLa Ode AdhanNo ratings yet
- Table A Commonly Used Material Specification Reference ChartDocument1 pageTable A Commonly Used Material Specification Reference ChartPhong TongNo ratings yet
- Mode of Metal Transfer-Gas Metal Arc Wel PDFDocument5 pagesMode of Metal Transfer-Gas Metal Arc Wel PDFRamesh RNo ratings yet
- Hobart Maxal 4943Document2 pagesHobart Maxal 4943brunizzaNo ratings yet
- Er70S-2 Carbon Steel Welding Wire: Technical Specification SheetDocument2 pagesEr70S-2 Carbon Steel Welding Wire: Technical Specification Sheetrizviabbas2012No ratings yet
- Typical Mechanical Properties (As Welded) : Do Not Breathe Fumes!Document20 pagesTypical Mechanical Properties (As Welded) : Do Not Breathe Fumes!Samuel LatumahinaNo ratings yet
- Er70s 6Document1 pageEr70s 6sdsdsdnNo ratings yet
- T-18 - Recommended Target Analysis For Ductile IronsDocument2 pagesT-18 - Recommended Target Analysis For Ductile Ironscrazy dNo ratings yet
- Recommended Target Analysis For Ductile IronDocument2 pagesRecommended Target Analysis For Ductile Ironarnaldorcr8646100% (2)
- Selectwear 58: DescriptionDocument1 pageSelectwear 58: DescriptionEli FreemanNo ratings yet
- c21014 PDFDocument2 pagesc21014 PDFKhaled A MarashliNo ratings yet
- Filettature Tiranti ASTM-A193Document25 pagesFilettature Tiranti ASTM-A193markoredsNo ratings yet
- OSBORN Crimped Cup BrushDocument2 pagesOSBORN Crimped Cup BrushThái Mai ĐìnhNo ratings yet
- Wire Size SpecificationsDocument2 pagesWire Size Specificationsjaveeed0401No ratings yet
- Technical Details of ACSR CablesDocument2 pagesTechnical Details of ACSR CablesGustavo AguiarNo ratings yet
- Flanged "Y" Strainers Steel / Stn. Stl. - 150YF Series: Ratings MaterialsDocument1 pageFlanged "Y" Strainers Steel / Stn. Stl. - 150YF Series: Ratings MaterialsWILLIAM ANDRES CORONEL CARPIONo ratings yet
- HOB FC86R045X33 SpecSheetDocument2 pagesHOB FC86R045X33 SpecSheetJohn AltasNo ratings yet
- Hobart Maxal 5556Document2 pagesHobart Maxal 5556dayseanedNo ratings yet
- Select 439tiDocument1 pageSelect 439tiHariPrasathNo ratings yet
- Microcell Foam Dielectric: Size 2 1/4" 1 5/8" 1 1/4" 7/8"Document2 pagesMicrocell Foam Dielectric: Size 2 1/4" 1 5/8" 1 1/4" 7/8"Look ManNo ratings yet
- Hobart Maxal 1100Document2 pagesHobart Maxal 1100jclenerNo ratings yet
- Torque Equipos Electricos Ansi NetaDocument2 pagesTorque Equipos Electricos Ansi NetaOswaldo JavierNo ratings yet
- AEC MC007 STF Connectors Threaded HubsDocument1 pageAEC MC007 STF Connectors Threaded HubsLuis Guillermo BenitezNo ratings yet
- AlMg 4.5Mn Product-SheetDocument1 pageAlMg 4.5Mn Product-SheetLuca MemoliNo ratings yet
- Flanged Type BFRDocument4 pagesFlanged Type BFRHoang Minh HungNo ratings yet
- Midalloy ER80S B6 EB6Document1 pageMidalloy ER80S B6 EB6joel cisnerosNo ratings yet
- Iron Special Iron Material Spec Finecast Foundry 28.8.20Document4 pagesIron Special Iron Material Spec Finecast Foundry 28.8.20Lê ChiếnNo ratings yet
- BS5308 Part 1 Type 2Document4 pagesBS5308 Part 1 Type 2Anil ChakkadathNo ratings yet
- Select 90c d2Document1 pageSelect 90c d2nateNo ratings yet
- 410 Welding Wire and RodDocument1 page410 Welding Wire and RodJenderalKancilNo ratings yet
- BUNYDT084820110110FTDocument1 pageBUNYDT084820110110FTAlejandro GarcíaNo ratings yet
- Wafer Type BRDocument5 pagesWafer Type BRAibek AkbalikovNo ratings yet
- BS6622/BS7835 Three Core Armoured 6.6kV XLPE Stranded Copper ConductorsDocument3 pagesBS6622/BS7835 Three Core Armoured 6.6kV XLPE Stranded Copper ConductorsBhagoo HatheyNo ratings yet
- 06 電線Document2 pages06 電線Mini ChanNo ratings yet
- V31 Flanged OSY Gate ValveDocument1 pageV31 Flanged OSY Gate ValveRolando CerezoNo ratings yet
- Cast Steel WCB CF8M (316) Class 150: Butterfly Valve High PerformanceDocument2 pagesCast Steel WCB CF8M (316) Class 150: Butterfly Valve High Performanceabdulaziz saif ali mansoorNo ratings yet
- REXWAY Aluminium Conduit and Fittings Catalogue PDFDocument4 pagesREXWAY Aluminium Conduit and Fittings Catalogue PDFGeorge KvekvetsiaNo ratings yet
- Penn-Union Corp.: Bronze Eyebolt Terminal - Type Ls and LSNDocument1 pagePenn-Union Corp.: Bronze Eyebolt Terminal - Type Ls and LSNLuis MartinezNo ratings yet
- Alloy 4047 Weld Data Sheet: Typical ApplicationsDocument2 pagesAlloy 4047 Weld Data Sheet: Typical ApplicationsMarcoAntonioNo ratings yet
- REXWAY Aluminium Conduit and Fittings CatalogueDocument4 pagesREXWAY Aluminium Conduit and Fittings CatalogueJeson EtormaNo ratings yet
- Omega NH FuseDocument5 pagesOmega NH Fusevu leNo ratings yet
- Handbook - Cored Wire Products PDFDocument1 pageHandbook - Cored Wire Products PDFtuna61No ratings yet
- Rfoui-250v 2014Document5 pagesRfoui-250v 2014VENITHA KNo ratings yet
- ESAB 8018 DatosDocument2 pagesESAB 8018 DatosElwe SingoloNo ratings yet
- Clamps ColorDocument19 pagesClamps ColorGerson SuarezNo ratings yet
- Kawat Las Carbon Steel ER 70S-3Document2 pagesKawat Las Carbon Steel ER 70S-3Nyoman RakaNo ratings yet
- Calculos Catarinas PDFDocument48 pagesCalculos Catarinas PDFHéctor Rodriguez RubioNo ratings yet
- FT Eslabon Maestro A342Document1 pageFT Eslabon Maestro A342fernando.solarNo ratings yet
- Advanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactFrom EverandAdvanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactNo ratings yet
- Materials Science and Engineering IntroductionDocument23 pagesMaterials Science and Engineering IntroductionKelvin MugwagwaNo ratings yet
- Combined Status of BoqmDocument22 pagesCombined Status of Boqmhemant1284No ratings yet
- Valve AbbreviationDocument1 pageValve AbbreviationAndres GudinoNo ratings yet
- EMPAKGLASS - Mouldshop-TrainingDocument5 pagesEMPAKGLASS - Mouldshop-TrainingAkashNo ratings yet
- Astm F436M-93 Reap2000Document5 pagesAstm F436M-93 Reap2000Carlos Raul Caballero LeonNo ratings yet
- 175-022501 Flanges (WN, BL, Forged Steel & As)Document2 pages175-022501 Flanges (WN, BL, Forged Steel & As)ALINo ratings yet
- VDM Data Sheet Nicrofer 6025 HT - e PDFDocument0 pagesVDM Data Sheet Nicrofer 6025 HT - e PDFeugenio.gutenbertNo ratings yet
- Painting Inspector Exam Multiple Choice QuestionDocument11 pagesPainting Inspector Exam Multiple Choice Questionabdo100% (1)
- Auditorium Line EstimateDocument163 pagesAuditorium Line EstimatePARASASRINIVASNo ratings yet
- Knowledge Base: Sheet Metal FormingDocument15 pagesKnowledge Base: Sheet Metal FormingGiovany Alberto MonsalveNo ratings yet
- Ch-5 DrillingDocument41 pagesCh-5 DrillingakshayNo ratings yet
- Bayu Putra Cakrawala - UTS Aircraft MaterialDocument12 pagesBayu Putra Cakrawala - UTS Aircraft MaterialAqil YuanNo ratings yet
- Grain Size StudyDocument14 pagesGrain Size StudyiyamNo ratings yet
- Strengthening Techniques in Metals: Work HardeningDocument6 pagesStrengthening Techniques in Metals: Work HardeningSiddhant SharmaNo ratings yet
- GAER Double Disc Check Valve EngDocument2 pagesGAER Double Disc Check Valve EngCarlos Rovello GandoNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelDocument3 pagesPressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-Nickelalucard375No ratings yet
- The Invention of The Electric IronDocument14 pagesThe Invention of The Electric IronJoel Milan100% (2)
- A345Document4 pagesA345nvh202148No ratings yet
- Rec ZNDocument23 pagesRec ZNedwin quintanillaNo ratings yet
- Naderi Malek-ThesisDocument190 pagesNaderi Malek-ThesisFernando BarreraNo ratings yet
- 5.1. 402020-01391-08-PI-SPC-0001 Rev0Document58 pages5.1. 402020-01391-08-PI-SPC-0001 Rev0sumit kumarNo ratings yet
- Historical Steelwork HandbookDocument76 pagesHistorical Steelwork HandbookViktor LeznevNo ratings yet
- Ch-27.3 Iron Carbon Equilibrium DiagramDocument58 pagesCh-27.3 Iron Carbon Equilibrium DiagramasjfgauojfgfNo ratings yet
- MSS SP 55-2006 - Quality Standard For Steel Castings For Valves, Flanges, Fittings, and Other Piping CDocument22 pagesMSS SP 55-2006 - Quality Standard For Steel Castings For Valves, Flanges, Fittings, and Other Piping CAllan SousaNo ratings yet
- AAC BULL & BERSIMIS Conductor - SpecificationDocument18 pagesAAC BULL & BERSIMIS Conductor - Specificationbalaeee123100% (2)
- CBSE Class 8 Science, Chemical Effects of Electrical CurrentDocument2 pagesCBSE Class 8 Science, Chemical Effects of Electrical CurrentR.Shruti 1040-12No ratings yet
- MPPL PT Calendar 2024 2025Document6 pagesMPPL PT Calendar 2024 2025Joby GeorgeNo ratings yet