
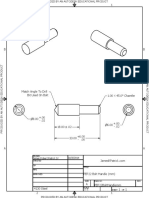
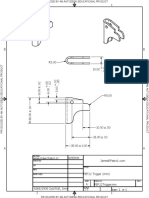
DIY Bolt Guide
DIY Bolt Guide
You might also like
- Ares Armor 1911 Rudius Jig AssemblyDocument2 pagesAres Armor 1911 Rudius Jig Assemblycav4444100% (1)
- EASSON ES 8A DRO User Manual PDFDocument114 pagesEASSON ES 8A DRO User Manual PDFJulio CezarNo ratings yet
- DP Series Build SheetDocument49 pagesDP Series Build SheetJoe Creole100% (1)
- Post 4 23085 M6 Scout InfoDocument32 pagesPost 4 23085 M6 Scout InfoMike Nichlos100% (2)
- Modification Methods of Blank Pistols in Turkey in 2006 PDF FreeDocument5 pagesModification Methods of Blank Pistols in Turkey in 2006 PDF FreeNorman RosekransNo ratings yet
- Building A Complete LowerDocument27 pagesBuilding A Complete LowerBrian ButeNo ratings yet
- Ruger Mark IV Tactical Spec SheetDocument1 pageRuger Mark IV Tactical Spec SheetAmmoLand Shooting Sports NewsNo ratings yet
- Marlin 1894 & 1895Document9 pagesMarlin 1894 & 1895gretalu2100% (1)
- MT-II LabDocument7 pagesMT-II LabAjay Vikram0% (1)
- Pep 22 Bolt Handle MMDocument1 pagePep 22 Bolt Handle MMkolas hernandezNo ratings yet
- STEN / 76: 9mm Sub Machine Gun SuppressorDocument6 pagesSTEN / 76: 9mm Sub Machine Gun SuppressorIngo Quander100% (1)
- DigitalNimbusLabs Invader G19 Build ManualDocument35 pagesDigitalNimbusLabs Invader G19 Build Manualhans landa100% (1)
- Ruger LCP II Pistol SpecsDocument1 pageRuger LCP II Pistol SpecsAmmoLand Shooting Sports News100% (1)
- Bev Fitchett's Guns: Open Bolt Trigger MechanismDocument3 pagesBev Fitchett's Guns: Open Bolt Trigger MechanismValdez RulioNo ratings yet
- Checkmate TM 2013 .22lr Manual.Document2 pagesCheckmate TM 2013 .22lr Manual.Griffin Armament SuppressorsNo ratings yet
- American 180 Rifle PDFDocument25 pagesAmerican 180 Rifle PDFValeriy Zadorozhnyi100% (1)
- Beginning Scale: Part 20 - Gun DetailingDocument2 pagesBeginning Scale: Part 20 - Gun DetailingjorgeNo ratings yet
- Brooks Trigger Kit 1st Set If InstructionsDocument9 pagesBrooks Trigger Kit 1st Set If Instructionsjimmywiggles100% (3)
- 9mm Bolt RampingDocument6 pages9mm Bolt RampingMatthew Nelson100% (1)
- Prodotti Manuali Documento 43Document16 pagesProdotti Manuali Documento 43whorne24No ratings yet
- VZ 58 Shell DeflectorDocument15 pagesVZ 58 Shell DeflectoromikamiNo ratings yet
- Eng-Template-1 - C: Scale: Drawing No: Rev: Sheet: OFDocument4 pagesEng-Template-1 - C: Scale: Drawing No: Rev: Sheet: OFlogostar5No ratings yet
- Pump Shotgun: Instruction ManualDocument5 pagesPump Shotgun: Instruction ManualJustinNo ratings yet
- cz452-453 en PDFDocument20 pagescz452-453 en PDFAbdullah AlhmeedNo ratings yet
- Vepr Bullet Guide IntstallDocument2 pagesVepr Bullet Guide IntstallTawnee Rae HallNo ratings yet
- Sten Plans The Sten MkiiDocument28 pagesSten Plans The Sten MkiiJohn Findley100% (1)
- Ruger MkIIEjectorTemplate NewDocument1 pageRuger MkIIEjectorTemplate NewMike Nichlos0% (1)
- Songbird PM4C General AssemblyDocument20 pagesSongbird PM4C General Assemblyhans landa100% (1)
- FMGC-01 GuideDocument7 pagesFMGC-01 GuidecamlasutriNo ratings yet
- 32-380 PistolDocument4 pages32-380 PistolDar Lu0% (1)
- Steyr AUG A1 With 508 MM (20.0 In) BarrelDocument8 pagesSteyr AUG A1 With 508 MM (20.0 In) BarrelAMINONo ratings yet
- James Robert Patrick IV 10/3/2014: Drawn Checked QA MFG Approved TitleDocument1 pageJames Robert Patrick IV 10/3/2014: Drawn Checked QA MFG Approved Titlekolas hernandezNo ratings yet
- IAI Automag III PDFDocument11 pagesIAI Automag III PDFab212amisarNo ratings yet
- 5 Olympic - Whitney - Wolverine PDFDocument16 pages5 Olympic - Whitney - Wolverine PDFrico oliverNo ratings yet
- Build Your Own 3d Printing Filament Factory Filame PDFDocument25 pagesBuild Your Own 3d Printing Filament Factory Filame PDFCesar AzcargortaNo ratings yet
- GB 50a-2Document1 pageGB 50a-2Kevin Blaner100% (1)
- 螺栓枪口装步枪 PDFDocument7 pages螺栓枪口装步枪 PDFJin SongNo ratings yet
- Reverso Maximus Magazine ModDocument8 pagesReverso Maximus Magazine Modsteven mooreyNo ratings yet
- Building Anti FoulingDocument9 pagesBuilding Anti FoulingAyman SaadNo ratings yet
- Front Bolt Action Assault ShotgunDocument7 pagesFront Bolt Action Assault ShotgunJoel WatsonNo ratings yet
- The 1903 Colt .38 Automatic Pocket ModelDocument5 pagesThe 1903 Colt .38 Automatic Pocket Modelblowmeasshole1911100% (1)
- ' Aug. 5, 1930. B. A. Revelli: Filed April' 22, 192sDocument4 pages' Aug. 5, 1930. B. A. Revelli: Filed April' 22, 192sЮрий РуденкоNo ratings yet
- FE Analysis of Firearm Locking Systems: Lorenzo CastiglioniDocument15 pagesFE Analysis of Firearm Locking Systems: Lorenzo CastiglionijkruiseNo ratings yet
- Drill Sizes For TappingDocument15 pagesDrill Sizes For Tappinghsrao77100% (1)
- Lancaster PistolDocument5 pagesLancaster Pistolblowmeasshole1911No ratings yet
- Checkmate II .22lr Manual.Document2 pagesCheckmate II .22lr Manual.Griffin Armament SuppressorsNo ratings yet
- Tuning The Pietta Part OneDocument19 pagesTuning The Pietta Part Oneack67194771100% (2)
- Ifle ASIX, Inc.: Instruction Sheet For Rifle Basix Cz-52 CZ 452 Bolt Action Rimfire RiflesDocument1 pageIfle ASIX, Inc.: Instruction Sheet For Rifle Basix Cz-52 CZ 452 Bolt Action Rimfire Riflesjean.phNo ratings yet
- A MAC History LessonDocument11 pagesA MAC History Lessonlopezm93No ratings yet
- Savage MKII Bolt Action RimfireDocument38 pagesSavage MKII Bolt Action RimfireCarl J. Wilkey100% (1)
- Tap-Drill Chart Recommend Tap Drill To Use For 75% Depth of ThreadDocument1 pageTap-Drill Chart Recommend Tap Drill To Use For 75% Depth of ThreadPliskinAJNo ratings yet
- Improvements Jaco Derringer 1A1Document2 pagesImprovements Jaco Derringer 1A1Mike Nichlos100% (1)
- The Gatalog :: SF5 - Build - TutorialDocument78 pagesThe Gatalog :: SF5 - Build - TutorialKevin Chucky BournNo ratings yet
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.From EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Rating: 5 out of 5 stars5/5 (1)
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationFrom EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNo ratings yet

























































Download as pdf or txt
You might also like
- Ares Armor 1911 Rudius Jig AssemblyDocument2 pagesAres Armor 1911 Rudius Jig Assemblycav4444100% (1)
- EASSON ES 8A DRO User Manual PDFDocument114 pagesEASSON ES 8A DRO User Manual PDFJulio CezarNo ratings yet
- DP Series Build SheetDocument49 pagesDP Series Build SheetJoe Creole100% (1)
- Post 4 23085 M6 Scout InfoDocument32 pagesPost 4 23085 M6 Scout InfoMike Nichlos100% (2)
- Modification Methods of Blank Pistols in Turkey in 2006 PDF FreeDocument5 pagesModification Methods of Blank Pistols in Turkey in 2006 PDF FreeNorman RosekransNo ratings yet
- Building A Complete LowerDocument27 pagesBuilding A Complete LowerBrian ButeNo ratings yet
- Ruger Mark IV Tactical Spec SheetDocument1 pageRuger Mark IV Tactical Spec SheetAmmoLand Shooting Sports NewsNo ratings yet
- Marlin 1894 & 1895Document9 pagesMarlin 1894 & 1895gretalu2100% (1)
- MT-II LabDocument7 pagesMT-II LabAjay Vikram0% (1)
- Pep 22 Bolt Handle MMDocument1 pagePep 22 Bolt Handle MMkolas hernandezNo ratings yet
- STEN / 76: 9mm Sub Machine Gun SuppressorDocument6 pagesSTEN / 76: 9mm Sub Machine Gun SuppressorIngo Quander100% (1)
- DigitalNimbusLabs Invader G19 Build ManualDocument35 pagesDigitalNimbusLabs Invader G19 Build Manualhans landa100% (1)
- Ruger LCP II Pistol SpecsDocument1 pageRuger LCP II Pistol SpecsAmmoLand Shooting Sports News100% (1)
- Bev Fitchett's Guns: Open Bolt Trigger MechanismDocument3 pagesBev Fitchett's Guns: Open Bolt Trigger MechanismValdez RulioNo ratings yet
- Checkmate TM 2013 .22lr Manual.Document2 pagesCheckmate TM 2013 .22lr Manual.Griffin Armament SuppressorsNo ratings yet
- American 180 Rifle PDFDocument25 pagesAmerican 180 Rifle PDFValeriy Zadorozhnyi100% (1)
- Beginning Scale: Part 20 - Gun DetailingDocument2 pagesBeginning Scale: Part 20 - Gun DetailingjorgeNo ratings yet
- Brooks Trigger Kit 1st Set If InstructionsDocument9 pagesBrooks Trigger Kit 1st Set If Instructionsjimmywiggles100% (3)
- 9mm Bolt RampingDocument6 pages9mm Bolt RampingMatthew Nelson100% (1)
- Prodotti Manuali Documento 43Document16 pagesProdotti Manuali Documento 43whorne24No ratings yet
- VZ 58 Shell DeflectorDocument15 pagesVZ 58 Shell DeflectoromikamiNo ratings yet
- Eng-Template-1 - C: Scale: Drawing No: Rev: Sheet: OFDocument4 pagesEng-Template-1 - C: Scale: Drawing No: Rev: Sheet: OFlogostar5No ratings yet
- Pump Shotgun: Instruction ManualDocument5 pagesPump Shotgun: Instruction ManualJustinNo ratings yet
- cz452-453 en PDFDocument20 pagescz452-453 en PDFAbdullah AlhmeedNo ratings yet
- Vepr Bullet Guide IntstallDocument2 pagesVepr Bullet Guide IntstallTawnee Rae HallNo ratings yet
- Sten Plans The Sten MkiiDocument28 pagesSten Plans The Sten MkiiJohn Findley100% (1)
- Ruger MkIIEjectorTemplate NewDocument1 pageRuger MkIIEjectorTemplate NewMike Nichlos0% (1)
- Songbird PM4C General AssemblyDocument20 pagesSongbird PM4C General Assemblyhans landa100% (1)
- FMGC-01 GuideDocument7 pagesFMGC-01 GuidecamlasutriNo ratings yet
- 32-380 PistolDocument4 pages32-380 PistolDar Lu0% (1)
- Steyr AUG A1 With 508 MM (20.0 In) BarrelDocument8 pagesSteyr AUG A1 With 508 MM (20.0 In) BarrelAMINONo ratings yet
- James Robert Patrick IV 10/3/2014: Drawn Checked QA MFG Approved TitleDocument1 pageJames Robert Patrick IV 10/3/2014: Drawn Checked QA MFG Approved Titlekolas hernandezNo ratings yet
- IAI Automag III PDFDocument11 pagesIAI Automag III PDFab212amisarNo ratings yet
- 5 Olympic - Whitney - Wolverine PDFDocument16 pages5 Olympic - Whitney - Wolverine PDFrico oliverNo ratings yet
- Build Your Own 3d Printing Filament Factory Filame PDFDocument25 pagesBuild Your Own 3d Printing Filament Factory Filame PDFCesar AzcargortaNo ratings yet
- GB 50a-2Document1 pageGB 50a-2Kevin Blaner100% (1)
- 螺栓枪口装步枪 PDFDocument7 pages螺栓枪口装步枪 PDFJin SongNo ratings yet
- Reverso Maximus Magazine ModDocument8 pagesReverso Maximus Magazine Modsteven mooreyNo ratings yet
- Building Anti FoulingDocument9 pagesBuilding Anti FoulingAyman SaadNo ratings yet
- Front Bolt Action Assault ShotgunDocument7 pagesFront Bolt Action Assault ShotgunJoel WatsonNo ratings yet
- The 1903 Colt .38 Automatic Pocket ModelDocument5 pagesThe 1903 Colt .38 Automatic Pocket Modelblowmeasshole1911100% (1)
- ' Aug. 5, 1930. B. A. Revelli: Filed April' 22, 192sDocument4 pages' Aug. 5, 1930. B. A. Revelli: Filed April' 22, 192sЮрий РуденкоNo ratings yet
- FE Analysis of Firearm Locking Systems: Lorenzo CastiglioniDocument15 pagesFE Analysis of Firearm Locking Systems: Lorenzo CastiglionijkruiseNo ratings yet
- Drill Sizes For TappingDocument15 pagesDrill Sizes For Tappinghsrao77100% (1)
- Lancaster PistolDocument5 pagesLancaster Pistolblowmeasshole1911No ratings yet
- Checkmate II .22lr Manual.Document2 pagesCheckmate II .22lr Manual.Griffin Armament SuppressorsNo ratings yet
- Tuning The Pietta Part OneDocument19 pagesTuning The Pietta Part Oneack67194771100% (2)
- Ifle ASIX, Inc.: Instruction Sheet For Rifle Basix Cz-52 CZ 452 Bolt Action Rimfire RiflesDocument1 pageIfle ASIX, Inc.: Instruction Sheet For Rifle Basix Cz-52 CZ 452 Bolt Action Rimfire Riflesjean.phNo ratings yet
- A MAC History LessonDocument11 pagesA MAC History Lessonlopezm93No ratings yet
- Savage MKII Bolt Action RimfireDocument38 pagesSavage MKII Bolt Action RimfireCarl J. Wilkey100% (1)
- Tap-Drill Chart Recommend Tap Drill To Use For 75% Depth of ThreadDocument1 pageTap-Drill Chart Recommend Tap Drill To Use For 75% Depth of ThreadPliskinAJNo ratings yet
- Improvements Jaco Derringer 1A1Document2 pagesImprovements Jaco Derringer 1A1Mike Nichlos100% (1)
- The Gatalog :: SF5 - Build - TutorialDocument78 pagesThe Gatalog :: SF5 - Build - TutorialKevin Chucky BournNo ratings yet
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.From EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Rating: 5 out of 5 stars5/5 (1)
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationFrom EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNo ratings yet