Download as pdf or txt
You might also like
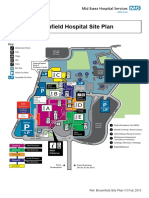
- Broomfield Hospital Site Plan: Café Shops Lifts Information PointsDocument1 pageBroomfield Hospital Site Plan: Café Shops Lifts Information Pointsady trader0% (2)
- IQ Protocol Pass BoxDocument6 pagesIQ Protocol Pass Boxziauddin bukhari100% (1)
- Insulation Resistance Testing of Cables in The Field-Rev-01Document22 pagesInsulation Resistance Testing of Cables in The Field-Rev-01Jalal AlbadriNo ratings yet
- Iso 19879-2005Document27 pagesIso 19879-2005Márcio Fraga0% (1)
- STL Guide For Short CircuitDocument9 pagesSTL Guide For Short CircuitMohammed ShoaibNo ratings yet
- INEG1000Document29 pagesINEG1000Dana Guerrero100% (1)
- Iso 13955 1997Document9 pagesIso 13955 1997Ram ChaitanyaNo ratings yet
- From ISO 594 To ISO 80369Document2 pagesFrom ISO 594 To ISO 80369Bin100% (1)
- Iso 6475 1989Document9 pagesIso 6475 1989Uswatun KhasanahNo ratings yet
- Is Iec 60793 1 31 2010Document22 pagesIs Iec 60793 1 31 2010Prabhakar KumarNo ratings yet
- Hel05 PDFDocument6 pagesHel05 PDFLeonardo Lannes VieiraNo ratings yet
- Iso 13957 1997Document6 pagesIso 13957 1997Mayuresh GawadeNo ratings yet
- Iso 7854 en PDFDocument6 pagesIso 7854 en PDFSantosh Shetty100% (1)
- Astm D5641 D5641M 16Document2 pagesAstm D5641 D5641M 16Samer MohamedNo ratings yet
- ASTM-D5800-21 Standard Test Method For Evaporation Loss of Lubricating Oil by Noack MethodDocument13 pagesASTM-D5800-21 Standard Test Method For Evaporation Loss of Lubricating Oil by Noack MethodjesusNo ratings yet
- Iso 8434-5Document13 pagesIso 8434-5Bridger257No ratings yet
- 17F - E5 - Ballot DraftDocument300 pages17F - E5 - Ballot DraftSon DDarrellNo ratings yet
- D 648 - 00 - Rdy0oc1sruqDocument15 pagesD 648 - 00 - Rdy0oc1sruqvongoctu2016No ratings yet
- Astm E2580 17Document3 pagesAstm E2580 17Mohamed AboelkhierNo ratings yet
- Iso 527 1 1993 PDFDocument9 pagesIso 527 1 1993 PDFDr. Ahmed Abdel-HakimNo ratings yet
- D 7167 Monitoring Performance of Safety Related Linings PDFDocument7 pagesD 7167 Monitoring Performance of Safety Related Linings PDFImmanuel100% (1)
- Iec 60793-1-33 - 2001Document37 pagesIec 60793-1-33 - 2001Pablo DaitaNo ratings yet
- Astm Compression MethodDocument3 pagesAstm Compression MethodhamidrezaghezelNo ratings yet
- Info Iec61109 (Ed1.0) en D.imgDocument8 pagesInfo Iec61109 (Ed1.0) en D.imgbagheldhirendraNo ratings yet
- M TP 014 2Document14 pagesM TP 014 2behnam197No ratings yet
- Sist-En-Iso-9237-1999 Permeabilidad Al AireDocument9 pagesSist-En-Iso-9237-1999 Permeabilidad Al AireJose BolivarNo ratings yet
- Helideck Perimeter Net - Safety Guidance Issue 1-1Document4 pagesHelideck Perimeter Net - Safety Guidance Issue 1-1RICROD71No ratings yet
- Hkwol KKFN LVSFVD Iapj Ijh (K.K (Lh-Ch-Vkj-Ijh (K.K) : HKKJRH EkudDocument10 pagesHkwol KKFN LVSFVD Iapj Ijh (K.K (Lh-Ch-Vkj-Ijh (K.K) : HKKJRH EkudBinayak KumarNo ratings yet
- Astm D6926 20Document4 pagesAstm D6926 20bimsuriyanNo ratings yet
- Astm D4065 20Document5 pagesAstm D4065 20Pulinda KasunNo ratings yet
- Iso 1827 1991Document8 pagesIso 1827 1991Omar Al AboudNo ratings yet
- Astm D7870 D7870M 20Document3 pagesAstm D7870 D7870M 20Mohamed ElgendyNo ratings yet
- Iso 15330 en PDFDocument6 pagesIso 15330 en PDFScube engineersNo ratings yet
- Astm D4437 08Document2 pagesAstm D4437 08Carolina SayagoNo ratings yet
- New Standards For Transformers-Year 2022Document7 pagesNew Standards For Transformers-Year 2022salemg82No ratings yet
- Is 13360 2 5 2013Document16 pagesIs 13360 2 5 2013Marioni Antonio HerreraNo ratings yet
- SSB 01Document10 pagesSSB 01Ravi HegdeNo ratings yet
- Developments in Equipment and Standards For Testing Porosity in CoatingsDocument11 pagesDevelopments in Equipment and Standards For Testing Porosity in Coatingsmfazl33No ratings yet
- ASTM D2444 19 - 落槌Document6 pagesASTM D2444 19 - 落槌michael15642No ratings yet
- 07IEC Member For IEC62271-200 MT14 PDFDocument15 pages07IEC Member For IEC62271-200 MT14 PDFedwinoriaNo ratings yet
- G077-05. Test Method For Ranking Resistance of Materials To Sliding Wear Using Block-on-RingDocument22 pagesG077-05. Test Method For Ranking Resistance of Materials To Sliding Wear Using Block-on-RingNavneet YadavNo ratings yet
- Astm B557M 15Document6 pagesAstm B557M 15saurabhdangare162108No ratings yet
- AS 3894-1 Method 1 High-VoltageDocument20 pagesAS 3894-1 Method 1 High-Voltagejonathan nachiroNo ratings yet
- Iso 10952 2008Document14 pagesIso 10952 2008miguel medinaNo ratings yet
- Astm E2373 E2373m 19Document6 pagesAstm E2373 E2373m 19Mohamed AboelkhierNo ratings yet
- Iso 9073 7 1995Document8 pagesIso 9073 7 1995วัชระพล สีสันต์No ratings yet
- Electromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products, Titanium, Austenitic Stainless Steel and Similar AlloysDocument4 pagesElectromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products, Titanium, Austenitic Stainless Steel and Similar AlloysMaximiliano LaurenzielloNo ratings yet
- Astm E213 22Document7 pagesAstm E213 22danielalbin13698No ratings yet
- Iso 6922 1987Document8 pagesIso 6922 1987antoni.correia81No ratings yet
- Iso 7685 1998Document9 pagesIso 7685 1998alpegambarliNo ratings yet
- E2700-09 Standard Practice For Contact Ultrasonic Testing of Welds Using Phased ArraysDocument9 pagesE2700-09 Standard Practice For Contact Ultrasonic Testing of Welds Using Phased Arrayskenvn100% (1)
- Codes and Standards:: The Welding InstituteDocument0 pagesCodes and Standards:: The Welding InstituteBhavani PrasadNo ratings yet
- ISO 1421-1998 Tensile For Coated FabricDocument9 pagesISO 1421-1998 Tensile For Coated FabricNhu YenNo ratings yet
- Astm E515 11 2022Document3 pagesAstm E515 11 2022hadmadi nurlatifNo ratings yet
- Standard Test Methods For Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating MaterialsDocument12 pagesStandard Test Methods For Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating MaterialsviverefeliceNo ratings yet
- 2009 Wood Adhesion. Glued Laminated Timber. Shear Test of Gluelines, Steiger and RichterDocument14 pages2009 Wood Adhesion. Glued Laminated Timber. Shear Test of Gluelines, Steiger and RichterBoris Esteban Moya RojasNo ratings yet
- Astm E309 16Document3 pagesAstm E309 16Prajna PrayasNo ratings yet
- ISO 5817-1992 Arc-Welded Joints in Steel - Guidance On QualiDocument17 pagesISO 5817-1992 Arc-Welded Joints in Steel - Guidance On QualiThaiminh VoNo ratings yet
- Standard Test Method For Fineness of Hydraulic Cement by Air Jet Sieving at 45 - M (No. 325)Document4 pagesStandard Test Method For Fineness of Hydraulic Cement by Air Jet Sieving at 45 - M (No. 325)Syed Muneeb HaiderNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Ageing Management and Long Term Operation of Nuclear Power Plants: Data Management, Scope Setting, Plant Programmes and DocumentationFrom EverandAgeing Management and Long Term Operation of Nuclear Power Plants: Data Management, Scope Setting, Plant Programmes and DocumentationNo ratings yet
- Methodologies for Assessing Pipe Failure Rates in Advanced Water Cooled ReactorsFrom EverandMethodologies for Assessing Pipe Failure Rates in Advanced Water Cooled ReactorsNo ratings yet
- Maximum Pressure in A Pipeline PSVDocument17 pagesMaximum Pressure in A Pipeline PSVDidi Sulaiman AbduhNo ratings yet
- Hotlist Liste EngDocument67 pagesHotlist Liste EngDidi Sulaiman AbduhNo ratings yet
- PDF Bs 639pdfDocument21 pagesPDF Bs 639pdfDidi Sulaiman AbduhNo ratings yet
- AWWA c203-2015Document13 pagesAWWA c203-2015Didi Sulaiman AbduhNo ratings yet
- Cruel SummerDocument18 pagesCruel SummerLeanne Mae PatugaNo ratings yet
- BVM L230Document156 pagesBVM L230JFrink333No ratings yet
- Lesson-2-Climate IiDocument30 pagesLesson-2-Climate IiErica NatividadNo ratings yet
- Edwin Maturino - Benchmark Reviving The Professional CultureDocument9 pagesEdwin Maturino - Benchmark Reviving The Professional Cultureapi-693631580No ratings yet
- Mac25 Maintenance Section 2Document27 pagesMac25 Maintenance Section 2Wahyu SriharjaNo ratings yet
- Arsenio T. Mendiola V. CaDocument7 pagesArsenio T. Mendiola V. CaCharisa BelistaNo ratings yet
- Wandering Heroes of Ogre Gate - House of Paper ShadowsDocument97 pagesWandering Heroes of Ogre Gate - House of Paper ShadowsSamuel Smallman75% (4)
- Hydro-Distillation Process in ExtractingDocument9 pagesHydro-Distillation Process in ExtractingFarhan PhaanzNo ratings yet
- Plants and Animals Live Together Lesson PlanDocument3 pagesPlants and Animals Live Together Lesson Planapi-374921894No ratings yet
- MRD Carotid StentDocument5 pagesMRD Carotid StentKhushboo WarhadeNo ratings yet
- Tel. ++39 011 9648211 - Fax ++39 011 9648222 E-Mail: Irem@irem - It - WWW - Irem.itDocument8 pagesTel. ++39 011 9648211 - Fax ++39 011 9648222 E-Mail: Irem@irem - It - WWW - Irem.itkenneth molina100% (1)
- Migrating and Installing Avaya Appliance Virtualization PlatformDocument68 pagesMigrating and Installing Avaya Appliance Virtualization PlatformSathish RajanNo ratings yet
- Ge 4.500HP PDFDocument3 pagesGe 4.500HP PDFCarlos FiorilloNo ratings yet
- 1 Heena - Front End UI ResumeDocument5 pages1 Heena - Front End UI ResumeharshNo ratings yet
- SUB Aqua Pro Water Baths User Guide 31345v4Document2 pagesSUB Aqua Pro Water Baths User Guide 31345v4Himanshu GajjarNo ratings yet
- AnycubicSlicer - Usage Instructions - V1.0 - ENDocument16 pagesAnycubicSlicer - Usage Instructions - V1.0 - ENkokiNo ratings yet
- 3.03 Lab ClassificationDocument3 pages3.03 Lab ClassificationISWABiologyNo ratings yet
- Experiments in Art and Technology A Brief History and Summary of Major Projects 1966 - 1998Document12 pagesExperiments in Art and Technology A Brief History and Summary of Major Projects 1966 - 1998mate maricNo ratings yet
- Luciano ActivitiesDocument5 pagesLuciano ActivitiesCandela MoretaNo ratings yet
- Nile International Freight ServicesDocument19 pagesNile International Freight ServicessameerhamadNo ratings yet
- Envisci Revised FloodingDocument5 pagesEnvisci Revised Floodingrjosephine529No ratings yet
- Countries and Diplomas Diploma Requirements Wageningen University 2023/2024Document11 pagesCountries and Diplomas Diploma Requirements Wageningen University 2023/2024JuliaNo ratings yet
- ABE 30 Lab Exercise 6 Operation and Performance of A Laboratory Scale Paddy DehuskerDocument7 pagesABE 30 Lab Exercise 6 Operation and Performance of A Laboratory Scale Paddy DehuskerBryan Buno100% (1)
- Dance History Alwin Nikolais Final PaperDocument7 pagesDance History Alwin Nikolais Final PaperDemi EastmanNo ratings yet
- The Perfection of The Narcissistic Self A Qualitative Study On Luxury Consumption and Customer EquityDocument7 pagesThe Perfection of The Narcissistic Self A Qualitative Study On Luxury Consumption and Customer EquityPablo Castro SalgadoNo ratings yet
- Primus Overview Catalogue ANGDocument8 pagesPrimus Overview Catalogue ANGpesumasinad0% (1)
- Philippine Notices To MarinersDocument42 pagesPhilippine Notices To MarinersTaneo Prince CalebNo ratings yet
- What Is SubitizingDocument5 pagesWhat Is Subitizinggrethz doriaNo ratings yet