Download as pdf or txt
You might also like
- Easydose G2 & G2 Plus - Rev NDocument30 pagesEasydose G2 & G2 Plus - Rev NJose Rivero100% (1)
- MacRoy D IOMDocument60 pagesMacRoy D IOMRicardo VeraNo ratings yet
- Manaul of Au3tech System Laser SuduraDocument30 pagesManaul of Au3tech System Laser Suduramarius vasile0% (1)
- Kingframe SFS Installation Manual v4 0 PDFDocument52 pagesKingframe SFS Installation Manual v4 0 PDFMunteanu DanNo ratings yet
- Engineering Apparatus Instructions: B. A. Ristig 2400Document9 pagesEngineering Apparatus Instructions: B. A. Ristig 2400Isaías AguilarNo ratings yet
- SF3015G3 Ipg1500wDocument22 pagesSF3015G3 Ipg1500wCelia AfonsoNo ratings yet
- Cosmo New Mighty Super Oil SeriesDocument2 pagesCosmo New Mighty Super Oil SeriesluluNo ratings yet
- KSB Megaflow V: Pumps For Sewage, Effuents and MisturesDocument18 pagesKSB Megaflow V: Pumps For Sewage, Effuents and MisturesKorneliusNo ratings yet
- Parts Catalogue 1 For Filter Maker KDF2Document310 pagesParts Catalogue 1 For Filter Maker KDF2Nguyen VuNo ratings yet
- A-13-03144 - WIDIA - Advances 2014 - EN - Metric PDFDocument421 pagesA-13-03144 - WIDIA - Advances 2014 - EN - Metric PDFOvidiu ChertesNo ratings yet
- Nit KKR Mech SyllabusDocument144 pagesNit KKR Mech SyllabusRaman KumarNo ratings yet
- Glysantin G48: Data SheetDocument4 pagesGlysantin G48: Data Sheetninzau100% (1)
- Installation and Operating Instructions: ATEX-VersionDocument56 pagesInstallation and Operating Instructions: ATEX-VersionJORGE OTALORANo ratings yet
- Motors Technical Reference For Electric MotorsDocument78 pagesMotors Technical Reference For Electric Motorschidambaram kasiNo ratings yet
- Rolleri Scule Abkant - Press Brake Tooling Catalogue SM PDFDocument134 pagesRolleri Scule Abkant - Press Brake Tooling Catalogue SM PDFDamir HadzicNo ratings yet
- 52812-FiatDocument10 pages52812-FiatAndres SuarezNo ratings yet
- AÇOS VILLARES VF800-AT - InglesDocument2 pagesAÇOS VILLARES VF800-AT - InglesAmy Griffin100% (1)
- Internormen-Eaton - CCS 2 Contamination Control System - Manual v2.3 PDFDocument80 pagesInternormen-Eaton - CCS 2 Contamination Control System - Manual v2.3 PDFClarence SmithNo ratings yet
- BOSCHERT Safety Chucks PDFDocument230 pagesBOSCHERT Safety Chucks PDFGonzalo GrosseteteNo ratings yet
- Tonkaflo Pump ManualDocument47 pagesTonkaflo Pump ManualmrdomeniciNo ratings yet
- Manual Expl - View E-403 XL Rev ADocument3 pagesManual Expl - View E-403 XL Rev AArturo R. MalavéNo ratings yet
- ManualDocument14 pagesManualenrique delgado gomezNo ratings yet
- 778 Spareparts SpanishDocument98 pages778 Spareparts SpanishvictorhernandezregaNo ratings yet
- Pneumatic Gap Frame Single Point Press JH21-125, 160 TDocument14 pagesPneumatic Gap Frame Single Point Press JH21-125, 160 TNaukowyDrpNo ratings yet
- DS-326PT Resin Data SheetDocument2 pagesDS-326PT Resin Data SheetmuhannadNo ratings yet
- FL Tool CatalogDocument82 pagesFL Tool CatalogJon Smart100% (2)
- PB 300 Parts Manual 2013 1001Document15 pagesPB 300 Parts Manual 2013 1001Duvan MoralesNo ratings yet
- Production Part Approval Dimensional Test ResultsDocument1 pageProduction Part Approval Dimensional Test ResultsJuan HernandezNo ratings yet
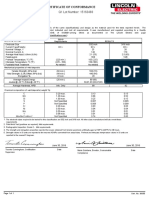
- Certificate of Conformance: Q1 Lot Number: 15163483Document1 pageCertificate of Conformance: Q1 Lot Number: 15163483interx00No ratings yet
- Guia Semana 4Document9 pagesGuia Semana 4alejandro ayalaNo ratings yet
- Ficha Técnica Roto Synthetic Fluid XTEND DUTYDocument2 pagesFicha Técnica Roto Synthetic Fluid XTEND DUTYWanderson FIALHONo ratings yet
- Viking WST12MC16S ManualDocument74 pagesViking WST12MC16S ManualAndrei NotHereNo ratings yet
- Proyector de PerfilesDocument22 pagesProyector de PerfilesAlexis Guzmán MéndezNo ratings yet
- Brochure Hifocus 160iDocument6 pagesBrochure Hifocus 160iTecnovi CoporationNo ratings yet
- Etiv ControllerDocument40 pagesEtiv ControllerKhalil DahabNo ratings yet
- Manual Well 5500Document68 pagesManual Well 5500Estrellita Belén50% (2)
- Radan 7 User ManualDocument133 pagesRadan 7 User ManualYoshio Castelan100% (1)
- Stationary Two-Stage Air Compressor: Description SpecificationsDocument12 pagesStationary Two-Stage Air Compressor: Description SpecificationsMireya Linares MoriNo ratings yet
- TD SCHM f11 Renolit LST 00 en PDFDocument1 pageTD SCHM f11 Renolit LST 00 en PDFQuoc HungNo ratings yet
- PH A14 WebsiteDocument6 pagesPH A14 WebsiteAlfredo Geovanni Magaña De La FuenteNo ratings yet
- 5.12 Trabajo Estándar de Líderes V20Document19 pages5.12 Trabajo Estándar de Líderes V20ls.diazoNo ratings yet
- HALLITEDocument318 pagesHALLITERubensNo ratings yet
- Stock Motor Catalog: 1325 Heil Quaker Blvd. Lavergne, TN 37086 PH: 800-672-6495 FAX: 800-468-2062Document292 pagesStock Motor Catalog: 1325 Heil Quaker Blvd. Lavergne, TN 37086 PH: 800-672-6495 FAX: 800-468-2062plvg2009No ratings yet
- Poli PackDocument5 pagesPoli PackDavid RodriguezNo ratings yet
- 2 ASME Quality Control SystemDocument25 pages2 ASME Quality Control SystemOsu AmpawanonNo ratings yet
- 42CD4 MaterialDocument1 page42CD4 MaterialADITYA_PATHAK100% (1)
- FEBRUARY 2020 Surplus Record Machinery & Equipment DirectoryDocument717 pagesFEBRUARY 2020 Surplus Record Machinery & Equipment DirectorySurplus RecordNo ratings yet
- Equivalencias Racor PDFDocument8 pagesEquivalencias Racor PDFGustavoNo ratings yet
- Mega FittingsDocument5 pagesMega Fittingscristi_molinsNo ratings yet
- Continuous Ink Jet Printing System: Smart Coding, Innovation VisibleDocument2 pagesContinuous Ink Jet Printing System: Smart Coding, Innovation VisibleUS BD Technology100% (1)
- Manual Lavavajilla Electrolux NHT60Document14 pagesManual Lavavajilla Electrolux NHT60Victor Hugo Quiñonez QuintanaNo ratings yet
- Dr040za DVRDocument60 pagesDr040za DVRjhcerda2No ratings yet
- GD NG Rotary Screws PDFDocument8 pagesGD NG Rotary Screws PDFgilar herliana putraNo ratings yet
- Catalogo Generale Cuscinetti A Sfere e A Rulli: CorporationDocument412 pagesCatalogo Generale Cuscinetti A Sfere e A Rulli: CorporationAlessandro ManzoniNo ratings yet
- Stein Grab k610Document1 pageStein Grab k610Edwin WaissNo ratings yet
- American Marsh 480seriesDocument16 pagesAmerican Marsh 480seriesfabian blancoNo ratings yet
- Columna de Nivel 157SR PDFDocument1 pageColumna de Nivel 157SR PDFGustavo CasillasNo ratings yet
- Datasheet Feroform T814Document1 pageDatasheet Feroform T814njsmith5No ratings yet
- BT RMX HMXDocument184 pagesBT RMX HMXSocma ReachstackersNo ratings yet
- BT CMX60 80Document150 pagesBT CMX60 80Пётр АлешкевичNo ratings yet
- 000 000 447 904 - 001 - 00Document1 page000 000 447 904 - 001 - 00rajit kumarNo ratings yet
- Scutarus Schiavo M. - 07 JUL 2023 IssuedDocument1 pageScutarus Schiavo M. - 07 JUL 2023 Issuedrajit kumarNo ratings yet
- Scutarus Schiavo M. - 07 JUL 2023 IssuedDocument1 pageScutarus Schiavo M. - 07 JUL 2023 Issuedrajit kumarNo ratings yet
- 000 000 447 900 - 001 - 00Document1 page000 000 447 900 - 001 - 00rajit kumarNo ratings yet
- Engineering Apparatus Instructions: N. F. Bratkovich 1651Document54 pagesEngineering Apparatus Instructions: N. F. Bratkovich 1651rajit kumarNo ratings yet
- Ind0101 - GDocument4 pagesInd0101 - Grajit kumarNo ratings yet
- Angle: SteelDocument1 pageAngle: Steelrajit kumarNo ratings yet
- Engineering Apparatus Instructions: R.C. Niss 2009Document3 pagesEngineering Apparatus Instructions: R.C. Niss 2009rajit kumarNo ratings yet
- Draft Specification MMDTS 19037 REV-NILDocument5 pagesDraft Specification MMDTS 19037 REV-NILrajit kumarNo ratings yet
- Signature Not VerifiedDocument1 pageSignature Not Verifiedrajit kumarNo ratings yet
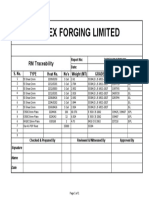
- RM TracebilityDocument1 pageRM Tracebilityrajit kumarNo ratings yet
- WI100100Document1 pageWI100100rajit kumarNo ratings yet
- Adobe Scan 10-Apr-2023-3Document1 pageAdobe Scan 10-Apr-2023-3rajit kumarNo ratings yet
- Summer Training Project Report: Mr. Vikrama Prasad (Sr. Section Engineer)Document53 pagesSummer Training Project Report: Mr. Vikrama Prasad (Sr. Section Engineer)rajit kumarNo ratings yet
- C-9202 Rev.3 - Corrected - 08.09.20Document29 pagesC-9202 Rev.3 - Corrected - 08.09.20rajit kumarNo ratings yet
- Icf MD Spec 357Document10 pagesIcf MD Spec 357rajit kumarNo ratings yet
- Adobe Scan 10-Apr-2023-2Document1 pageAdobe Scan 10-Apr-2023-2rajit kumarNo ratings yet
- Ind Nifty PseDocument2 pagesInd Nifty Pserajit kumarNo ratings yet
- UntitledDocument4 pagesUntitledrajit kumarNo ratings yet
- Rana Sales (Brake Support)Document6 pagesRana Sales (Brake Support)rajit kumarNo ratings yet
- STR PART A FinalDocument9 pagesSTR PART A Finalrajit kumarNo ratings yet
- Job Summary About The Business & Position Overview: Company NameDocument3 pagesJob Summary About The Business & Position Overview: Company Namerajit kumarNo ratings yet
- Digistart D3 Motor Overload Protection Application NoteDocument2 pagesDigistart D3 Motor Overload Protection Application NoteDankoNo ratings yet
- 2P Series: 2/2 Way Solenoid Valve (Direct Operated)Document1 page2P Series: 2/2 Way Solenoid Valve (Direct Operated)remus popescuNo ratings yet
- 079 - Flexlube - CYL. LUB - SYSTEM v2Document29 pages079 - Flexlube - CYL. LUB - SYSTEM v2Антон Сорока100% (1)
- Grippers and Rotary Tables PDFDocument63 pagesGrippers and Rotary Tables PDFstruanNo ratings yet
- Electric Arc Welding: Version 3.0, Last Updated: November 1, 2011 YS, JA, & ZIDocument24 pagesElectric Arc Welding: Version 3.0, Last Updated: November 1, 2011 YS, JA, & ZIErick AlvarezNo ratings yet
- FF - MP3 - 500 E4 DRL - 1 - 030621165601Document2 pagesFF - MP3 - 500 E4 DRL - 1 - 030621165601Juan Carlos OrtizNo ratings yet
- A Seminar Topic Report On Stability of High-Rise Building Bachelor of Technology IN Civil EngineeringDocument7 pagesA Seminar Topic Report On Stability of High-Rise Building Bachelor of Technology IN Civil Engineeringmrcopy xeroxNo ratings yet
- Thermal KineticsDocument37 pagesThermal KineticsgowthamiNo ratings yet
- Flow Divertor Ball Valve DN20 - DN32 - DN50: DescriptionDocument3 pagesFlow Divertor Ball Valve DN20 - DN32 - DN50: Description윤병택No ratings yet
- Arlon TTF BgtsDocument11 pagesArlon TTF BgtsSamad A BakarNo ratings yet
- FormulaSheet For EM and SHM v1.1.1Document1 pageFormulaSheet For EM and SHM v1.1.1陳輝王No ratings yet
- Lift Inspection ReportDocument6 pagesLift Inspection ReportUmer FarooqNo ratings yet
- Oil Tanking Insp QuestrDocument10 pagesOil Tanking Insp QuestrpradeepNo ratings yet
- Globe Valves With Screwed Ends: Globe Valve MDV-GBDocument5 pagesGlobe Valves With Screwed Ends: Globe Valve MDV-GBSami KahtaniNo ratings yet
- Residential Duct Design SystemsDocument66 pagesResidential Duct Design Systemsgroovie.chik100% (2)
- Acceleration: Graphs and ProblemsDocument11 pagesAcceleration: Graphs and ProblemsMithilesh BiswasNo ratings yet
- Stability Analysis of A Rock Slope in Himalayas: Geomechanics and Engineering June 2010Document17 pagesStability Analysis of A Rock Slope in Himalayas: Geomechanics and Engineering June 2010rezaNo ratings yet
- Auto Air ConditioningDocument23 pagesAuto Air ConditioningAbdul Qadeer Siddiqui80% (5)
- Charging System PDFDocument19 pagesCharging System PDFSSEVERAiTJUGANo ratings yet
- Research For ME ShopDocument37 pagesResearch For ME ShopGrace LuceroNo ratings yet
- Design of Isolated & Combined FootingDocument27 pagesDesign of Isolated & Combined Footingrraj das100% (2)
- Andritz Product - 14Document44 pagesAndritz Product - 14htuhnitNo ratings yet
- Formula 400 2010 Rules KDMCDocument2 pagesFormula 400 2010 Rules KDMCyakama85No ratings yet
- 1NZ-FE Engine Control System PDFDocument12 pages1NZ-FE Engine Control System PDFjuan50% (2)
- Emerson - TSeries TakeApart - Expansion ValveDocument4 pagesEmerson - TSeries TakeApart - Expansion ValveJerine BabuNo ratings yet
- Woodward GovernerDocument4 pagesWoodward GovernerAbhilash100% (2)
- Case Studies of Dam FailuresDocument9 pagesCase Studies of Dam Failuresሚካኤል መሓሪ Michael Moges83% (6)
- Hydraulic Starting Systems For Diesel EnginesDocument6 pagesHydraulic Starting Systems For Diesel Enginesasas07No ratings yet