Download as pdf or txt
You might also like
- Construction CompaniesDocument24 pagesConstruction Companiesmanup1980100% (1)
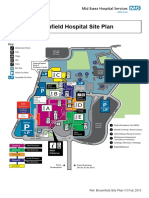
- Broomfield Hospital Site Plan: Café Shops Lifts Information PointsDocument1 pageBroomfield Hospital Site Plan: Café Shops Lifts Information Pointsady trader0% (2)
- AutomationDocument36 pagesAutomationParvez AlamNo ratings yet
- Automation in ManufacturingDocument89 pagesAutomation in ManufacturingPassmore DubeNo ratings yet
- Resource Related Billing 01Document10 pagesResource Related Billing 01Suresh Nayak100% (2)
- KH-HO - NG-MAI-CH - NH - 1.xlsx Filename UTF-8''KH-HOÀNG-MAI-CH - NHÀ-1Document549 pagesKH-HO - NG-MAI-CH - NH - 1.xlsx Filename UTF-8''KH-HOÀNG-MAI-CH - NHÀ-1Lê Minh TuânNo ratings yet
- Research Methods For Architecture Ebook - Lucas, Ray - Kindle Store PDFDocument1 pageResearch Methods For Architecture Ebook - Lucas, Ray - Kindle Store PDFMohammed ShriamNo ratings yet
- Automation Doc 1Document13 pagesAutomation Doc 1Shah Sajjan KumarNo ratings yet
- Unit-1:: Introduction To Basics of Industrial AutomationDocument23 pagesUnit-1:: Introduction To Basics of Industrial Automationanuj jain100% (1)
- Factors To Consider: - Available Capacity - Expertise - Quality Considerations - The Nature of Demand - Cost - RisksDocument4 pagesFactors To Consider: - Available Capacity - Expertise - Quality Considerations - The Nature of Demand - Cost - RisksHanna Mary RamoNo ratings yet
- Types of AutomationDocument2 pagesTypes of Automationsrihari.palliNo ratings yet
- Automation Notes 1Document18 pagesAutomation Notes 1Harsh DwivediNo ratings yet
- Automation - Lecture 01Document6 pagesAutomation - Lecture 01Sudhir KumarNo ratings yet
- CHP 1 1Document13 pagesCHP 1 1naveeenaNo ratings yet
- Operations Management NotesDocument10 pagesOperations Management Notesmary joe duranNo ratings yet
- Chapter 1Document48 pagesChapter 1Raja SekharNo ratings yet
- CAD CAM Unit - 3 PPT-ilovepdf-compressedDocument66 pagesCAD CAM Unit - 3 PPT-ilovepdf-compressedTaha SakriwalaNo ratings yet
- Chapter 1 Introduction To Automation TechnologyDocument33 pagesChapter 1 Introduction To Automation Technologyondoy49250% (1)
- Introduction of Industrial AutomationDocument33 pagesIntroduction of Industrial AutomationTrâm TrầnNo ratings yet
- Product Life CycleDocument52 pagesProduct Life CycleMrityunjay JhaNo ratings yet
- Production SystemsDocument38 pagesProduction SystemsVaibhava bkNo ratings yet
- Process Control AutomationDocument244 pagesProcess Control AutomationGanesh GholapNo ratings yet
- Aar Unit 1 PDFDocument15 pagesAar Unit 1 PDFnehasingh26682020No ratings yet
- Unit 1 - Elements of AutomationDocument20 pagesUnit 1 - Elements of AutomationGautham BVNo ratings yet
- Types MSEDocument112 pagesTypes MSESatyam KNo ratings yet
- Chapter 1Document5 pagesChapter 1habibahNo ratings yet
- MachineAutomationANDProcessControl Part 1Document244 pagesMachineAutomationANDProcessControl Part 1rotcdublinNo ratings yet
- Unit - 1 AutomationDocument17 pagesUnit - 1 AutomationBhbNo ratings yet
- Automation SeminorDocument22 pagesAutomation SeminorSanthoshsharma DevarajuNo ratings yet
- 01 K I Ahmad AIPDocument43 pages01 K I Ahmad AIPዘረአዳም ዘመንቆረርNo ratings yet
- Wa0004.Document17 pagesWa0004.Trishika DebnathNo ratings yet
- Om CH 2.2 System DesignDocument98 pagesOm CH 2.2 System DesignYosef SisayNo ratings yet
- Types of Automation System With ExamplesDocument3 pagesTypes of Automation System With Examplestanvi tamhane100% (1)
- Basic of Programmable Logic ControllerDocument146 pagesBasic of Programmable Logic ControllerNishant SaxenaNo ratings yet
- Ge Energy Opticomp Integrated Compressor Control SuiteDocument8 pagesGe Energy Opticomp Integrated Compressor Control SuitemessaoudmasterNo ratings yet
- Types of Production Systems A Production Manager Will Have To Choose TheDocument10 pagesTypes of Production Systems A Production Manager Will Have To Choose TheAfad KhanNo ratings yet
- MODULE 4 Embedded System Design ConceptsDocument158 pagesMODULE 4 Embedded System Design ConceptsRuthvik ThumuluriNo ratings yet
- Cc&a - 4Document51 pagesCc&a - 4Gauri SinghNo ratings yet
- Chapter 1lDocument18 pagesChapter 1lفيصل aNo ratings yet
- L1 - 2 - Types of Industrial Automation SystemsDocument31 pagesL1 - 2 - Types of Industrial Automation Systemszeeq100% (1)
- Industrial AutomationDocument83 pagesIndustrial AutomationalnemangiNo ratings yet
- Unit 1 Industrial AutomationDocument21 pagesUnit 1 Industrial AutomationPericherla Rakesh varmaNo ratings yet
- 11 CimDocument6 pages11 Cimbanne akshayNo ratings yet
- EMM 508 Flexible Manufacturing SystemDocument60 pagesEMM 508 Flexible Manufacturing SystemKEVIN MUTURINo ratings yet
- Unit 6 Flexible Manufacturing SystemDocument60 pagesUnit 6 Flexible Manufacturing SystemKajal MishraNo ratings yet
- Automation in ManufacturingDocument388 pagesAutomation in ManufacturingGopinath GangadhariNo ratings yet
- 3 2 2 P 604764a9e8de5 FileDocument13 pages3 2 2 P 604764a9e8de5 FileKunal AhiwaleNo ratings yet
- Presentation 7 Thái Văn QuânDocument20 pagesPresentation 7 Thái Văn Quânhkt jungleNo ratings yet
- Non-Traditional Machining and Automation: B.Tech. (4 Sem) Spring 2021 Department of Mechanical Engineering NIT SrinagarDocument14 pagesNon-Traditional Machining and Automation: B.Tech. (4 Sem) Spring 2021 Department of Mechanical Engineering NIT SrinagarJatin prasad TandanNo ratings yet
- Automatic Tool ChangerDocument41 pagesAutomatic Tool Changerroses4happinessNo ratings yet
- Om Section 3 Part B StudentDocument49 pagesOm Section 3 Part B StudentHang NguyenNo ratings yet
- IME Module 5Document9 pagesIME Module 5balrambharath1236No ratings yet
- Automation: Levels of Automation and Its Different TypesDocument10 pagesAutomation: Levels of Automation and Its Different Typessnehal patilNo ratings yet
- Ebroand SeyaDocument19 pagesEbroand SeyawabdushukurNo ratings yet
- Ch2 AUTOMATION AND CONTROL TECHNOLOGIESDocument34 pagesCh2 AUTOMATION AND CONTROL TECHNOLOGIESKhuê Đào Vũ MinhNo ratings yet
- Automation in ManufacturingDocument128 pagesAutomation in ManufacturingMsNo ratings yet
- Production System: MeaningDocument6 pagesProduction System: MeaningAnkit JoshiNo ratings yet
- Embedded System Design Concepts: Characteristics & Quality Attributes of Embedded SystemsDocument27 pagesEmbedded System Design Concepts: Characteristics & Quality Attributes of Embedded SystemsAzeem Top100% (1)
- Automation Types of Automation Levels of AutomationDocument27 pagesAutomation Types of Automation Levels of AutomationGaurav SharmaNo ratings yet
- Ebroand Seya-1Document19 pagesEbroand Seya-1wabdushukurNo ratings yet
- Embedded Systems (18EC62) - Embedded System Design Concepts (Module 4)Document153 pagesEmbedded Systems (18EC62) - Embedded System Design Concepts (Module 4)Shrishail Bhat0% (1)
- Operational Quality Attributes: The Operational Quality Attributes Represent The Relevant Quality Attributes Related ToDocument5 pagesOperational Quality Attributes: The Operational Quality Attributes Represent The Relevant Quality Attributes Related ToSyed HussainNo ratings yet
- Unit-II: Characteristics of Embedded SystemsDocument25 pagesUnit-II: Characteristics of Embedded SystemsbalakrishnaNo ratings yet
- Industrial Automation1Document15 pagesIndustrial Automation1anon_91668243No ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Bpacr FinalDocument7 pagesBpacr FinalNivedita CharanNo ratings yet
- Stat 116Document7 pagesStat 116oguzdagciNo ratings yet
- 11thsamplebooklet PDFDocument200 pages11thsamplebooklet PDFSoumyodeep ChowdhuryNo ratings yet
- Mapa de Concessões 1 1Document1 pageMapa de Concessões 1 1Venkat PachaNo ratings yet
- PragmaticsDocument10 pagesPragmaticsDisya RusmadinantiNo ratings yet
- SUB Aqua Pro Water Baths User Guide 31345v4Document2 pagesSUB Aqua Pro Water Baths User Guide 31345v4Himanshu GajjarNo ratings yet
- 2023 AWS Partner Funding Benefits Program Guide - EnglishDocument35 pages2023 AWS Partner Funding Benefits Program Guide - EnglishVictor Villacorta ElliottNo ratings yet
- Game Sense ApproachDocument7 pagesGame Sense Approachapi-408626896No ratings yet
- Polymers in Our Daily Life PDFDocument2 pagesPolymers in Our Daily Life PDFAnjali Reddy ANo ratings yet
- 核心單字3000Level3 A-IDocument12 pages核心單字3000Level3 A-IShulin ChenNo ratings yet
- BOOK NEWS: Fire On The Water: China, America, and The Future of The PacificDocument2 pagesBOOK NEWS: Fire On The Water: China, America, and The Future of The PacificNaval Institute PressNo ratings yet
- Final Report: Simulation Using Star CCM+ Theory and Practice in Marine CFD BenaoeDocument10 pagesFinal Report: Simulation Using Star CCM+ Theory and Practice in Marine CFD BenaoeRaviindra singhNo ratings yet
- Thin Film Composite Reverse Osmosis MembranesDocument42 pagesThin Film Composite Reverse Osmosis MembranesGunay Tekkale100% (1)
- (WWW - Asianovel.com) - Battle Through The Heavens Chapter 1 - Chapter 50Document266 pages(WWW - Asianovel.com) - Battle Through The Heavens Chapter 1 - Chapter 50JOKO DACOSTANo ratings yet
- Effect of Work Environment On Organizational PerformanceDocument14 pagesEffect of Work Environment On Organizational PerformanceDr. Mahesh GopalNo ratings yet
- Course Registration SystemDocument11 pagesCourse Registration Systemananthprasad91100% (3)
- Source and Method Data CollectionDocument76 pagesSource and Method Data CollectionChuchu ChuchaNo ratings yet
- Braille PresentationDocument10 pagesBraille PresentationHakeem And Hadrian XDSNo ratings yet
- Cyber CrimeDocument366 pagesCyber CrimeRufino Gerard MorenoNo ratings yet
- Adjudication - The UK ExperienceDocument4 pagesAdjudication - The UK ExperienceWilliam TongNo ratings yet
- Acute. KetoacidosisdocxDocument12 pagesAcute. KetoacidosisdocxShara SampangNo ratings yet
- Archer T5E (UN) - 1.0 Datasheet PDFDocument4 pagesArcher T5E (UN) - 1.0 Datasheet PDFeeerakeshNo ratings yet
- Jadual BerkalaDocument2 pagesJadual BerkalaRohani Yusof75% (4)
- Nami Solar Company Profile Aug 2020 ENGDocument13 pagesNami Solar Company Profile Aug 2020 ENGKien Trung Nguyen100% (1)
- Basics of News WritingDocument31 pagesBasics of News WritingAngela Mae VillalunaNo ratings yet