
SB-462 - ASME BPVC 2021 Sección II Part B
SB-462 - ASME BPVC 2021 Sección II Part B
You might also like
- Science 6 - Q1 - Module1 - Lesson1 - Describing MixturesDocument29 pagesScience 6 - Q1 - Module1 - Lesson1 - Describing MixturesRose Merie Joy Solmia78% (27)
- A2 UNIT 4 Test Answer Key HigherDocument2 pagesA2 UNIT 4 Test Answer Key HigherMaxi Comas60% (5)
- Astm B829 19Document7 pagesAstm B829 19nagjiprajapatiNo ratings yet
- Lab Report Fluid Mixing (Compile)Document28 pagesLab Report Fluid Mixing (Compile)Nor Elina Ahmad100% (1)
- Automation Studio User ManualDocument152 pagesAutomation Studio User ManualS Rao Cheepuri100% (1)
- B564 Plfy402430879val PDFDocument11 pagesB564 Plfy402430879val PDFCarlosIkeda100% (1)
- ASTM B564 (2011) - Standard Specification For Nickel Alloy ForgingsDocument11 pagesASTM B564 (2011) - Standard Specification For Nickel Alloy Forgingsanoop100% (1)
- General Requirements For Flat-Rolled Nickel and Nickel Alloys Plate, Sheet, and StripDocument16 pagesGeneral Requirements For Flat-Rolled Nickel and Nickel Alloys Plate, Sheet, and StripIvan Alexandre LopesNo ratings yet
- Wiens N Priebe - Occlusal StabilityDocument25 pagesWiens N Priebe - Occlusal Stabilitymoji_puiNo ratings yet
- B 462 - 04 - QJQ2MGDocument5 pagesB 462 - 04 - QJQ2MGLemir LopezNo ratings yet
- Astm B-462 - 06Document5 pagesAstm B-462 - 06Alejandro HernandezNo ratings yet
- PDFsam - B 462 - 15Document6 pagesPDFsam - B 462 - 15mike.jensen0581No ratings yet
- B564 shhp4028 PDFDocument11 pagesB564 shhp4028 PDFGuilherme de BarrosNo ratings yet
- Astm B564-19Document11 pagesAstm B564-19Aadhya engineering ServicesNo ratings yet
- Nickel Alloy Forgings: Standard Specification ForDocument11 pagesNickel Alloy Forgings: Standard Specification ForClaudio Di GioseffoNo ratings yet
- B 366 - 01 - Qjm2ni0wmqDocument6 pagesB 366 - 01 - Qjm2ni0wmqAdrian GonzalezNo ratings yet
- Astm B906Document16 pagesAstm B906Jamil SalmanNo ratings yet
- Nickel Alloy Forgings: Standard Specification ForDocument11 pagesNickel Alloy Forgings: Standard Specification ForteaNo ratings yet
- Astm B366-04 PDFDocument9 pagesAstm B366-04 PDFromerobernaNo ratings yet
- PDFsam - B 366 - B 366M - 16Document9 pagesPDFsam - B 366 - B 366M - 16mike.jensen0581No ratings yet
- B 366 - 04 - QJM2NGDocument9 pagesB 366 - 04 - QJM2NGLemir LopezNo ratings yet
- ASTM B 564 Specifications For Nickel Alloy ForgingsDocument8 pagesASTM B 564 Specifications For Nickel Alloy ForgingsGonzalo Orellana RomanNo ratings yet
- ASTM B-564 (Forja)Document10 pagesASTM B-564 (Forja)Isabella RomeroNo ratings yet
- Factory-Made Wrought Nickel and Nickel Alloy Fittings: Standard Specification ForDocument9 pagesFactory-Made Wrought Nickel and Nickel Alloy Fittings: Standard Specification ForteaNo ratings yet
- Astm A265 2009Document6 pagesAstm A265 2009Alexandre Amaro VieiraNo ratings yet
- Astm B564Document10 pagesAstm B564luiz.superv.valbracNo ratings yet
- Astm B 564Document10 pagesAstm B 564AbabNo ratings yet
- Astm B366Document9 pagesAstm B366NaOHita100% (1)
- Asme Ii B SB-366 2008Document10 pagesAsme Ii B SB-366 2008الGINIRAL FREE FIRENo ratings yet
- Standard Number TitleDocument7 pagesStandard Number TitleSUSANA PARRILLANo ratings yet
- Asme B 446Document5 pagesAsme B 446Ramon AraujoNo ratings yet
- B166 shhp4028 PDFDocument9 pagesB166 shhp4028 PDFGuilherme de BarrosNo ratings yet
- Nickel and Nickel-Base Alloy-Clad Steel Plate: Standard Specification ForDocument6 pagesNickel and Nickel-Base Alloy-Clad Steel Plate: Standard Specification Forakib belNo ratings yet
- Astm B446-08Document5 pagesAstm B446-08Srinivasan KrishnamoorthyNo ratings yet
- Asme Sa-265 Specification For Nickel and Nickel-Base Alloy-Clad Steel PlateDocument7 pagesAsme Sa-265 Specification For Nickel and Nickel-Base Alloy-Clad Steel Platelucecita1902100% (1)
- Standard Specification For: Designation: B166 11Document9 pagesStandard Specification For: Designation: B166 11mahfuzNo ratings yet
- PDFsam - B 446 - 03 (2014)Document5 pagesPDFsam - B 446 - 03 (2014)mike.jensen0581No ratings yet
- ASTM B-366 - 04bDocument9 pagesASTM B-366 - 04bAlejandro HernandezNo ratings yet
- ASTM B574 - 2006e1Document4 pagesASTM B574 - 2006e1Cesar ParadaNo ratings yet
- Specification For Nickel and Nickel-Base Alloy-Clad Steel PlateDocument7 pagesSpecification For Nickel and Nickel-Base Alloy-Clad Steel PlateSofiaJabadanEspulgarNo ratings yet
- Astm B163 PDFDocument12 pagesAstm B163 PDFSuellen FerreiraNo ratings yet
- General Requirements For Nickel and Nickel Alloys Seamless Pipe and TubeDocument6 pagesGeneral Requirements For Nickel and Nickel Alloys Seamless Pipe and Tubenicu1212No ratings yet
- Nickel Alloy TubesDocument5 pagesNickel Alloy TubesJulio Vega AngelesNo ratings yet
- Astm B443 PDFDocument8 pagesAstm B443 PDFMohammad ShamimNo ratings yet
- Astm B 366Document13 pagesAstm B 366AVINASH CHAVANNo ratings yet
- Factory-Made Wrought Nickel and Nickel Alloy Fittings: Standard Specification ForDocument6 pagesFactory-Made Wrought Nickel and Nickel Alloy Fittings: Standard Specification ForGreg YeeNo ratings yet
- B168 11 (2016)Document12 pagesB168 11 (2016)Rony YudaNo ratings yet
- UNS N08020, UNS N08024, and UNS N08026 Nickel Alloy Round Weaving WireDocument3 pagesUNS N08020, UNS N08024, and UNS N08026 Nickel Alloy Round Weaving WireHanh-Trang DangNo ratings yet
- Electric Fusion Welded Nickel and Nickel Alloy Pipe: Standard Specification ForDocument8 pagesElectric Fusion Welded Nickel and Nickel Alloy Pipe: Standard Specification ForSaad SharfNo ratings yet
- Astm B166Document9 pagesAstm B166luiz.superv.valbracNo ratings yet
- Asme Sec Ii C Sfa-5.11Document32 pagesAsme Sec Ii C Sfa-5.11AliNo ratings yet
- Astm B552 12Document6 pagesAstm B552 12Aneesh AwasthiNo ratings yet
- Inconel 625Document5 pagesInconel 625koushkiNo ratings yet
- Astm B446 2003 2008Document5 pagesAstm B446 2003 2008anhkietvtNo ratings yet
- NORSOK Data Sheets For PipingDocument6 pagesNORSOK Data Sheets For PipingWalid LabidiNo ratings yet
- SB 677Document6 pagesSB 677FrengkiNo ratings yet
- Low-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Molybdenum-Chromium-Tantalum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, and Low-Carbon Nickel-Chromium-Molybdenum-Tungsten Alloy RodDocument4 pagesLow-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Molybdenum-Chromium-Tantalum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, and Low-Carbon Nickel-Chromium-Molybdenum-Tungsten Alloy RodiyamNo ratings yet
- PDFsam - B 425 - 11Document5 pagesPDFsam - B 425 - 11mike.jensen0581No ratings yet
- Astm B 166-06Document8 pagesAstm B 166-06Ramsi AnkziNo ratings yet
- Norsok M-001 - Materials Selection GuidanceDocument29 pagesNorsok M-001 - Materials Selection GuidanceWalid LabidiNo ratings yet
- Structural Steel Fabrication Norsok Standard M101Document67 pagesStructural Steel Fabrication Norsok Standard M101nigel_copsey100% (2)
- B 366 - 01 Qjm2ni0wmuuxDocument6 pagesB 366 - 01 Qjm2ni0wmuuxHéctor NossaNo ratings yet
- NSF 61-2002e ANSIDocument160 pagesNSF 61-2002e ANSIMohammad TaherNo ratings yet
- Pipe Drafting and DesignDocument38 pagesPipe Drafting and DesignMohammad TaherNo ratings yet
- Typical Set of Wire Mesh Dimensions Pages From Ken Sutherland - Filters and Filtration Handbook (2008, Elsevier Science) - 2Document2 pagesTypical Set of Wire Mesh Dimensions Pages From Ken Sutherland - Filters and Filtration Handbook (2008, Elsevier Science) - 2Mohammad TaherNo ratings yet
- BS 4368-4 1984Document9 pagesBS 4368-4 1984Mohammad TaherNo ratings yet
- Asme B16.11 2016 25Document1 pageAsme B16.11 2016 25Mohammad TaherNo ratings yet
- BS en 558-2022Document56 pagesBS en 558-2022Mohammad TaherNo ratings yet
- Asme B16.11 2016 6Document1 pageAsme B16.11 2016 6Mohammad TaherNo ratings yet
- ft4x View DatasheetDocument3 pagesft4x View DatasheetMohammad TaherNo ratings yet
- Asme B16.11 2016 29Document1 pageAsme B16.11 2016 29Mohammad TaherNo ratings yet
- Asme B16.11 2016 10Document1 pageAsme B16.11 2016 10Mohammad TaherNo ratings yet
- Asme B16.11 2016 5Document1 pageAsme B16.11 2016 5Mohammad TaherNo ratings yet
- Asme B16.11 2016 22Document1 pageAsme B16.11 2016 22Mohammad TaherNo ratings yet
- Asme B16.11 2016 17Document1 pageAsme B16.11 2016 17Mohammad TaherNo ratings yet
- SB-366 - ASME BPVC 2021 Sección II Part BDocument10 pagesSB-366 - ASME BPVC 2021 Sección II Part BMohammad TaherNo ratings yet
- Asme B16.11 2016 12Document1 pageAsme B16.11 2016 12Mohammad TaherNo ratings yet
- Asme B16.11 2016 11Document1 pageAsme B16.11 2016 11Mohammad TaherNo ratings yet
- Asme B16.11 2016 13Document1 pageAsme B16.11 2016 13Mohammad TaherNo ratings yet
- SA-181 - ASME BPVC 2021 Sección II Parte A-1Document6 pagesSA-181 - ASME BPVC 2021 Sección II Parte A-1Mohammad TaherNo ratings yet
- SB-619 - ASME BPVC 2021 Sección II Part BDocument8 pagesSB-619 - ASME BPVC 2021 Sección II Part BMohammad TaherNo ratings yet
- SA-105 - ASME BPVC 2021 Sección II Parte A-1Document8 pagesSA-105 - ASME BPVC 2021 Sección II Parte A-1Mohammad TaherNo ratings yet
- Differential Pressure Flow Element - Case 2-24in - 50000Document3 pagesDifferential Pressure Flow Element - Case 2-24in - 50000Mohammad TaherNo ratings yet
- CECO Emtrol Buell FCCDocument5 pagesCECO Emtrol Buell FCCMohammad TaherNo ratings yet
- Spiral Wound Gasket Visual GuideDocument1 pageSpiral Wound Gasket Visual GuideMohammad TaherNo ratings yet
- DS MTE DemistersDocument2 pagesDS MTE DemistersMohammad TaherNo ratings yet
- CONNECTION C-112-01: HEX BOLT M10x25 Nut M10 FLAT WASHER 35x11x2Document1 pageCONNECTION C-112-01: HEX BOLT M10x25 Nut M10 FLAT WASHER 35x11x2Mohammad TaherNo ratings yet
- Connection C-207: Stud Bolt M10X40 2 X Nut M10 Seal Plate 50x20 Thk.2 Clamp M01Document1 pageConnection C-207: Stud Bolt M10X40 2 X Nut M10 Seal Plate 50x20 Thk.2 Clamp M01Mohammad TaherNo ratings yet
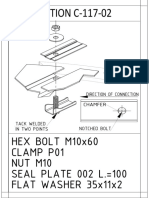
- CONNECTION C-117-02: Clamp P01 Nut M10 SEAL PLATE 002 L. 100 FLAT WASHER 35x11x2 HEX BOLT M10x60Document1 pageCONNECTION C-117-02: Clamp P01 Nut M10 SEAL PLATE 002 L. 100 FLAT WASHER 35x11x2 HEX BOLT M10x60Mohammad TaherNo ratings yet
- Ar 207Document54 pagesAr 207Mohammad TaherNo ratings yet
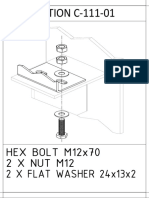
- CONNECTION C-111-01: HEX BOLT M12x70 2 X Nut M12 2 X FLAT WASHER 24x13x2Document1 pageCONNECTION C-111-01: HEX BOLT M12x70 2 X Nut M12 2 X FLAT WASHER 24x13x2Mohammad TaherNo ratings yet
- Catalytic Products Bro WebDocument4 pagesCatalytic Products Bro WebMohammad TaherNo ratings yet
- Truth and Falsehood in IslamDocument3 pagesTruth and Falsehood in IslamZiad Cassim (anti-Sufi)No ratings yet
- Anti War Literature Project by Namratha.NDocument32 pagesAnti War Literature Project by Namratha.NSuhas Sai MasettyNo ratings yet
- Bauxite Mining and Alumina Refining: Process Description and Occupational Health RisksDocument6 pagesBauxite Mining and Alumina Refining: Process Description and Occupational Health RisksRick HughesNo ratings yet
- TUGAS 2 HKUM4101 - Bahasa Dan Terminologi HukumDocument2 pagesTUGAS 2 HKUM4101 - Bahasa Dan Terminologi HukumMuhammad SyukriNo ratings yet
- Cathay Pacific Research PaperDocument4 pagesCathay Pacific Research Paperafeawfxlb100% (1)
- Aldehydes and KetonesDocument25 pagesAldehydes and KetonesShaira Mae Cuevillas0% (1)
- Sorcerer's GardenDocument63 pagesSorcerer's Gardenswierck100% (2)
- J Clojure Protocols PDFDocument17 pagesJ Clojure Protocols PDFsavio77No ratings yet
- A170566 Study Report BodyDocument79 pagesA170566 Study Report BodyAnonymous yqRB5cVMeNo ratings yet
- Organic Chemistry Lab Caffeine ExtractionDocument8 pagesOrganic Chemistry Lab Caffeine Extractionneuronerd50% (2)
- Chapter 15 Part 2Document40 pagesChapter 15 Part 2omarNo ratings yet
- Some Observations On Dispositio and Elocutio in Bach'sDocument10 pagesSome Observations On Dispositio and Elocutio in Bach'sDaniel Halaban100% (1)
- The Prophetic Movement in Israel - 10082209Document175 pagesThe Prophetic Movement in Israel - 10082209L. B. Christian M.P. MediaNo ratings yet
- Voting Preferences in The National Election A Case Among First-Time VotersDocument10 pagesVoting Preferences in The National Election A Case Among First-Time VotersInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Horizontal Well Drill String DesignDocument23 pagesHorizontal Well Drill String DesignTarek HassanNo ratings yet
- Pasteurization and Heat Sterilization - 2Document33 pagesPasteurization and Heat Sterilization - 2Taf Du Plessis Ngara50% (2)
- Achiever (Nov 2014)Document56 pagesAchiever (Nov 2014)gauravsukraliyaNo ratings yet
- Research Essay 15Document12 pagesResearch Essay 15api-609250441No ratings yet
- PDFDocument250 pagesPDFMarvellousNo ratings yet
- Individual Reflection PaperDocument2 pagesIndividual Reflection PaperAHMAD AFIQ FIKRI MUHAMAD SAIFUDINNo ratings yet
- First Quarter Summative Test in English 7Document2 pagesFirst Quarter Summative Test in English 7Sena AngelicaNo ratings yet
- API Gravity Calculator - Crude Oil API Gravity ChartDocument4 pagesAPI Gravity Calculator - Crude Oil API Gravity ChartAbdurabu AL-MontaserNo ratings yet
- Post Office Custom Declaration FormDocument1 pagePost Office Custom Declaration Formw2vijayNo ratings yet
- Uplift Pressures by Khosla MethodDocument8 pagesUplift Pressures by Khosla MethodsamoonibrahimNo ratings yet
- Enge 1013 Week 1 FinalsDocument16 pagesEnge 1013 Week 1 Finalsdarwin favilaNo ratings yet






















































































































Download as pdf or txt
You might also like
- Science 6 - Q1 - Module1 - Lesson1 - Describing MixturesDocument29 pagesScience 6 - Q1 - Module1 - Lesson1 - Describing MixturesRose Merie Joy Solmia78% (27)
- A2 UNIT 4 Test Answer Key HigherDocument2 pagesA2 UNIT 4 Test Answer Key HigherMaxi Comas60% (5)
- Astm B829 19Document7 pagesAstm B829 19nagjiprajapatiNo ratings yet
- Lab Report Fluid Mixing (Compile)Document28 pagesLab Report Fluid Mixing (Compile)Nor Elina Ahmad100% (1)
- Automation Studio User ManualDocument152 pagesAutomation Studio User ManualS Rao Cheepuri100% (1)
- B564 Plfy402430879val PDFDocument11 pagesB564 Plfy402430879val PDFCarlosIkeda100% (1)
- ASTM B564 (2011) - Standard Specification For Nickel Alloy ForgingsDocument11 pagesASTM B564 (2011) - Standard Specification For Nickel Alloy Forgingsanoop100% (1)
- General Requirements For Flat-Rolled Nickel and Nickel Alloys Plate, Sheet, and StripDocument16 pagesGeneral Requirements For Flat-Rolled Nickel and Nickel Alloys Plate, Sheet, and StripIvan Alexandre LopesNo ratings yet
- Wiens N Priebe - Occlusal StabilityDocument25 pagesWiens N Priebe - Occlusal Stabilitymoji_puiNo ratings yet
- B 462 - 04 - QJQ2MGDocument5 pagesB 462 - 04 - QJQ2MGLemir LopezNo ratings yet
- Astm B-462 - 06Document5 pagesAstm B-462 - 06Alejandro HernandezNo ratings yet
- PDFsam - B 462 - 15Document6 pagesPDFsam - B 462 - 15mike.jensen0581No ratings yet
- B564 shhp4028 PDFDocument11 pagesB564 shhp4028 PDFGuilherme de BarrosNo ratings yet
- Astm B564-19Document11 pagesAstm B564-19Aadhya engineering ServicesNo ratings yet
- Nickel Alloy Forgings: Standard Specification ForDocument11 pagesNickel Alloy Forgings: Standard Specification ForClaudio Di GioseffoNo ratings yet
- B 366 - 01 - Qjm2ni0wmqDocument6 pagesB 366 - 01 - Qjm2ni0wmqAdrian GonzalezNo ratings yet
- Astm B906Document16 pagesAstm B906Jamil SalmanNo ratings yet
- Nickel Alloy Forgings: Standard Specification ForDocument11 pagesNickel Alloy Forgings: Standard Specification ForteaNo ratings yet
- Astm B366-04 PDFDocument9 pagesAstm B366-04 PDFromerobernaNo ratings yet
- PDFsam - B 366 - B 366M - 16Document9 pagesPDFsam - B 366 - B 366M - 16mike.jensen0581No ratings yet
- B 366 - 04 - QJM2NGDocument9 pagesB 366 - 04 - QJM2NGLemir LopezNo ratings yet
- ASTM B 564 Specifications For Nickel Alloy ForgingsDocument8 pagesASTM B 564 Specifications For Nickel Alloy ForgingsGonzalo Orellana RomanNo ratings yet
- ASTM B-564 (Forja)Document10 pagesASTM B-564 (Forja)Isabella RomeroNo ratings yet
- Factory-Made Wrought Nickel and Nickel Alloy Fittings: Standard Specification ForDocument9 pagesFactory-Made Wrought Nickel and Nickel Alloy Fittings: Standard Specification ForteaNo ratings yet
- Astm A265 2009Document6 pagesAstm A265 2009Alexandre Amaro VieiraNo ratings yet
- Astm B564Document10 pagesAstm B564luiz.superv.valbracNo ratings yet
- Astm B 564Document10 pagesAstm B 564AbabNo ratings yet
- Astm B366Document9 pagesAstm B366NaOHita100% (1)
- Asme Ii B SB-366 2008Document10 pagesAsme Ii B SB-366 2008الGINIRAL FREE FIRENo ratings yet
- Standard Number TitleDocument7 pagesStandard Number TitleSUSANA PARRILLANo ratings yet
- Asme B 446Document5 pagesAsme B 446Ramon AraujoNo ratings yet
- B166 shhp4028 PDFDocument9 pagesB166 shhp4028 PDFGuilherme de BarrosNo ratings yet
- Nickel and Nickel-Base Alloy-Clad Steel Plate: Standard Specification ForDocument6 pagesNickel and Nickel-Base Alloy-Clad Steel Plate: Standard Specification Forakib belNo ratings yet
- Astm B446-08Document5 pagesAstm B446-08Srinivasan KrishnamoorthyNo ratings yet
- Asme Sa-265 Specification For Nickel and Nickel-Base Alloy-Clad Steel PlateDocument7 pagesAsme Sa-265 Specification For Nickel and Nickel-Base Alloy-Clad Steel Platelucecita1902100% (1)
- Standard Specification For: Designation: B166 11Document9 pagesStandard Specification For: Designation: B166 11mahfuzNo ratings yet
- PDFsam - B 446 - 03 (2014)Document5 pagesPDFsam - B 446 - 03 (2014)mike.jensen0581No ratings yet
- ASTM B-366 - 04bDocument9 pagesASTM B-366 - 04bAlejandro HernandezNo ratings yet
- ASTM B574 - 2006e1Document4 pagesASTM B574 - 2006e1Cesar ParadaNo ratings yet
- Specification For Nickel and Nickel-Base Alloy-Clad Steel PlateDocument7 pagesSpecification For Nickel and Nickel-Base Alloy-Clad Steel PlateSofiaJabadanEspulgarNo ratings yet
- Astm B163 PDFDocument12 pagesAstm B163 PDFSuellen FerreiraNo ratings yet
- General Requirements For Nickel and Nickel Alloys Seamless Pipe and TubeDocument6 pagesGeneral Requirements For Nickel and Nickel Alloys Seamless Pipe and Tubenicu1212No ratings yet
- Nickel Alloy TubesDocument5 pagesNickel Alloy TubesJulio Vega AngelesNo ratings yet
- Astm B443 PDFDocument8 pagesAstm B443 PDFMohammad ShamimNo ratings yet
- Astm B 366Document13 pagesAstm B 366AVINASH CHAVANNo ratings yet
- Factory-Made Wrought Nickel and Nickel Alloy Fittings: Standard Specification ForDocument6 pagesFactory-Made Wrought Nickel and Nickel Alloy Fittings: Standard Specification ForGreg YeeNo ratings yet
- B168 11 (2016)Document12 pagesB168 11 (2016)Rony YudaNo ratings yet
- UNS N08020, UNS N08024, and UNS N08026 Nickel Alloy Round Weaving WireDocument3 pagesUNS N08020, UNS N08024, and UNS N08026 Nickel Alloy Round Weaving WireHanh-Trang DangNo ratings yet
- Electric Fusion Welded Nickel and Nickel Alloy Pipe: Standard Specification ForDocument8 pagesElectric Fusion Welded Nickel and Nickel Alloy Pipe: Standard Specification ForSaad SharfNo ratings yet
- Astm B166Document9 pagesAstm B166luiz.superv.valbracNo ratings yet
- Asme Sec Ii C Sfa-5.11Document32 pagesAsme Sec Ii C Sfa-5.11AliNo ratings yet
- Astm B552 12Document6 pagesAstm B552 12Aneesh AwasthiNo ratings yet
- Inconel 625Document5 pagesInconel 625koushkiNo ratings yet
- Astm B446 2003 2008Document5 pagesAstm B446 2003 2008anhkietvtNo ratings yet
- NORSOK Data Sheets For PipingDocument6 pagesNORSOK Data Sheets For PipingWalid LabidiNo ratings yet
- SB 677Document6 pagesSB 677FrengkiNo ratings yet
- Low-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Molybdenum-Chromium-Tantalum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, and Low-Carbon Nickel-Chromium-Molybdenum-Tungsten Alloy RodDocument4 pagesLow-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Molybdenum-Chromium-Tantalum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, and Low-Carbon Nickel-Chromium-Molybdenum-Tungsten Alloy RodiyamNo ratings yet
- PDFsam - B 425 - 11Document5 pagesPDFsam - B 425 - 11mike.jensen0581No ratings yet
- Astm B 166-06Document8 pagesAstm B 166-06Ramsi AnkziNo ratings yet
- Norsok M-001 - Materials Selection GuidanceDocument29 pagesNorsok M-001 - Materials Selection GuidanceWalid LabidiNo ratings yet
- Structural Steel Fabrication Norsok Standard M101Document67 pagesStructural Steel Fabrication Norsok Standard M101nigel_copsey100% (2)
- B 366 - 01 Qjm2ni0wmuuxDocument6 pagesB 366 - 01 Qjm2ni0wmuuxHéctor NossaNo ratings yet
- NSF 61-2002e ANSIDocument160 pagesNSF 61-2002e ANSIMohammad TaherNo ratings yet
- Pipe Drafting and DesignDocument38 pagesPipe Drafting and DesignMohammad TaherNo ratings yet
- Typical Set of Wire Mesh Dimensions Pages From Ken Sutherland - Filters and Filtration Handbook (2008, Elsevier Science) - 2Document2 pagesTypical Set of Wire Mesh Dimensions Pages From Ken Sutherland - Filters and Filtration Handbook (2008, Elsevier Science) - 2Mohammad TaherNo ratings yet
- BS 4368-4 1984Document9 pagesBS 4368-4 1984Mohammad TaherNo ratings yet
- Asme B16.11 2016 25Document1 pageAsme B16.11 2016 25Mohammad TaherNo ratings yet
- BS en 558-2022Document56 pagesBS en 558-2022Mohammad TaherNo ratings yet
- Asme B16.11 2016 6Document1 pageAsme B16.11 2016 6Mohammad TaherNo ratings yet
- ft4x View DatasheetDocument3 pagesft4x View DatasheetMohammad TaherNo ratings yet
- Asme B16.11 2016 29Document1 pageAsme B16.11 2016 29Mohammad TaherNo ratings yet
- Asme B16.11 2016 10Document1 pageAsme B16.11 2016 10Mohammad TaherNo ratings yet
- Asme B16.11 2016 5Document1 pageAsme B16.11 2016 5Mohammad TaherNo ratings yet
- Asme B16.11 2016 22Document1 pageAsme B16.11 2016 22Mohammad TaherNo ratings yet
- Asme B16.11 2016 17Document1 pageAsme B16.11 2016 17Mohammad TaherNo ratings yet
- SB-366 - ASME BPVC 2021 Sección II Part BDocument10 pagesSB-366 - ASME BPVC 2021 Sección II Part BMohammad TaherNo ratings yet
- Asme B16.11 2016 12Document1 pageAsme B16.11 2016 12Mohammad TaherNo ratings yet
- Asme B16.11 2016 11Document1 pageAsme B16.11 2016 11Mohammad TaherNo ratings yet
- Asme B16.11 2016 13Document1 pageAsme B16.11 2016 13Mohammad TaherNo ratings yet
- SA-181 - ASME BPVC 2021 Sección II Parte A-1Document6 pagesSA-181 - ASME BPVC 2021 Sección II Parte A-1Mohammad TaherNo ratings yet
- SB-619 - ASME BPVC 2021 Sección II Part BDocument8 pagesSB-619 - ASME BPVC 2021 Sección II Part BMohammad TaherNo ratings yet
- SA-105 - ASME BPVC 2021 Sección II Parte A-1Document8 pagesSA-105 - ASME BPVC 2021 Sección II Parte A-1Mohammad TaherNo ratings yet
- Differential Pressure Flow Element - Case 2-24in - 50000Document3 pagesDifferential Pressure Flow Element - Case 2-24in - 50000Mohammad TaherNo ratings yet
- CECO Emtrol Buell FCCDocument5 pagesCECO Emtrol Buell FCCMohammad TaherNo ratings yet
- Spiral Wound Gasket Visual GuideDocument1 pageSpiral Wound Gasket Visual GuideMohammad TaherNo ratings yet
- DS MTE DemistersDocument2 pagesDS MTE DemistersMohammad TaherNo ratings yet
- CONNECTION C-112-01: HEX BOLT M10x25 Nut M10 FLAT WASHER 35x11x2Document1 pageCONNECTION C-112-01: HEX BOLT M10x25 Nut M10 FLAT WASHER 35x11x2Mohammad TaherNo ratings yet
- Connection C-207: Stud Bolt M10X40 2 X Nut M10 Seal Plate 50x20 Thk.2 Clamp M01Document1 pageConnection C-207: Stud Bolt M10X40 2 X Nut M10 Seal Plate 50x20 Thk.2 Clamp M01Mohammad TaherNo ratings yet
- CONNECTION C-117-02: Clamp P01 Nut M10 SEAL PLATE 002 L. 100 FLAT WASHER 35x11x2 HEX BOLT M10x60Document1 pageCONNECTION C-117-02: Clamp P01 Nut M10 SEAL PLATE 002 L. 100 FLAT WASHER 35x11x2 HEX BOLT M10x60Mohammad TaherNo ratings yet
- Ar 207Document54 pagesAr 207Mohammad TaherNo ratings yet
- CONNECTION C-111-01: HEX BOLT M12x70 2 X Nut M12 2 X FLAT WASHER 24x13x2Document1 pageCONNECTION C-111-01: HEX BOLT M12x70 2 X Nut M12 2 X FLAT WASHER 24x13x2Mohammad TaherNo ratings yet
- Catalytic Products Bro WebDocument4 pagesCatalytic Products Bro WebMohammad TaherNo ratings yet
- Truth and Falsehood in IslamDocument3 pagesTruth and Falsehood in IslamZiad Cassim (anti-Sufi)No ratings yet
- Anti War Literature Project by Namratha.NDocument32 pagesAnti War Literature Project by Namratha.NSuhas Sai MasettyNo ratings yet
- Bauxite Mining and Alumina Refining: Process Description and Occupational Health RisksDocument6 pagesBauxite Mining and Alumina Refining: Process Description and Occupational Health RisksRick HughesNo ratings yet
- TUGAS 2 HKUM4101 - Bahasa Dan Terminologi HukumDocument2 pagesTUGAS 2 HKUM4101 - Bahasa Dan Terminologi HukumMuhammad SyukriNo ratings yet
- Cathay Pacific Research PaperDocument4 pagesCathay Pacific Research Paperafeawfxlb100% (1)
- Aldehydes and KetonesDocument25 pagesAldehydes and KetonesShaira Mae Cuevillas0% (1)
- Sorcerer's GardenDocument63 pagesSorcerer's Gardenswierck100% (2)
- J Clojure Protocols PDFDocument17 pagesJ Clojure Protocols PDFsavio77No ratings yet
- A170566 Study Report BodyDocument79 pagesA170566 Study Report BodyAnonymous yqRB5cVMeNo ratings yet
- Organic Chemistry Lab Caffeine ExtractionDocument8 pagesOrganic Chemistry Lab Caffeine Extractionneuronerd50% (2)
- Chapter 15 Part 2Document40 pagesChapter 15 Part 2omarNo ratings yet
- Some Observations On Dispositio and Elocutio in Bach'sDocument10 pagesSome Observations On Dispositio and Elocutio in Bach'sDaniel Halaban100% (1)
- The Prophetic Movement in Israel - 10082209Document175 pagesThe Prophetic Movement in Israel - 10082209L. B. Christian M.P. MediaNo ratings yet
- Voting Preferences in The National Election A Case Among First-Time VotersDocument10 pagesVoting Preferences in The National Election A Case Among First-Time VotersInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Horizontal Well Drill String DesignDocument23 pagesHorizontal Well Drill String DesignTarek HassanNo ratings yet
- Pasteurization and Heat Sterilization - 2Document33 pagesPasteurization and Heat Sterilization - 2Taf Du Plessis Ngara50% (2)
- Achiever (Nov 2014)Document56 pagesAchiever (Nov 2014)gauravsukraliyaNo ratings yet
- Research Essay 15Document12 pagesResearch Essay 15api-609250441No ratings yet
- PDFDocument250 pagesPDFMarvellousNo ratings yet
- Individual Reflection PaperDocument2 pagesIndividual Reflection PaperAHMAD AFIQ FIKRI MUHAMAD SAIFUDINNo ratings yet
- First Quarter Summative Test in English 7Document2 pagesFirst Quarter Summative Test in English 7Sena AngelicaNo ratings yet
- API Gravity Calculator - Crude Oil API Gravity ChartDocument4 pagesAPI Gravity Calculator - Crude Oil API Gravity ChartAbdurabu AL-MontaserNo ratings yet
- Post Office Custom Declaration FormDocument1 pagePost Office Custom Declaration Formw2vijayNo ratings yet
- Uplift Pressures by Khosla MethodDocument8 pagesUplift Pressures by Khosla MethodsamoonibrahimNo ratings yet
- Enge 1013 Week 1 FinalsDocument16 pagesEnge 1013 Week 1 Finalsdarwin favilaNo ratings yet