Download as pdf or txt
You might also like
- TG 142 ChecklistDocument23 pagesTG 142 ChecklistAddarquthni KarimizzatulNo ratings yet
- Lecture4 - Tolerancing in ZemaxDocument14 pagesLecture4 - Tolerancing in ZemaxĐại NguNo ratings yet
- Modules-Stada 2022Document36 pagesModules-Stada 2022akbar raizoNo ratings yet
- Adjustable Switches - 0Document2 pagesAdjustable Switches - 0Amir QayyumNo ratings yet
- Form Talysurf Intra Handbook 1 5Document190 pagesForm Talysurf Intra Handbook 1 5gautam.a2k15No ratings yet
- Precimar Gage Block Comparator 6 30 04 enDocument7 pagesPrecimar Gage Block Comparator 6 30 04 enMauroNo ratings yet
- Honeywell Smart Position SensorDocument8 pagesHoneywell Smart Position SensorRaymund GatocNo ratings yet
- XENON-Technology ManualDocument77 pagesXENON-Technology ManualFIVE MEDIA SOCIALNo ratings yet
- Senc150 ProdDocument2 pagesSenc150 ProdSamuel MarquezNo ratings yet
- Mercury: Analog Output Encoder SystemsDocument6 pagesMercury: Analog Output Encoder SystemsElectromateNo ratings yet
- Leaflet MTiDocument4 pagesLeaflet MTiAlexNo ratings yet
- Manual Esd 5500e - GacDocument2 pagesManual Esd 5500e - GacLuis ZavalaNo ratings yet
- FocalSpec Online Coil Edge Quality Measurement - 8 2012Document24 pagesFocalSpec Online Coil Edge Quality Measurement - 8 2012HADJ-LARBINo ratings yet
- Miniature Adjustable Current SwitchesDocument2 pagesMiniature Adjustable Current SwitchesEnrique HernandezNo ratings yet
- Bristol Babcock - Recording AC VoltmeterDocument10 pagesBristol Babcock - Recording AC Voltmeteryohannes.ekoNo ratings yet
- Novotechnik TEX Spring EngDocument4 pagesNovotechnik TEX Spring EnghaythembkNo ratings yet
- Ramesh Sing - IIT BombayDocument71 pagesRamesh Sing - IIT BombayDIPAK VINAYAK SHIRBHATENo ratings yet
- Me3072e L4Document61 pagesMe3072e L4hieuphamtrung21No ratings yet
- RESM Angle EncoderDocument8 pagesRESM Angle EncoderJaswinder SinghNo ratings yet
- MMIC Design, Part 2 - ProcessingDocument23 pagesMMIC Design, Part 2 - ProcessingVishal IyerNo ratings yet
- Presemtation Etalon Jimtof2012Document63 pagesPresemtation Etalon Jimtof2012Mario AriasNo ratings yet
- Cohr Diamond C-70 DS 1120 1Document4 pagesCohr Diamond C-70 DS 1120 1rNo ratings yet
- Data Al01 Al02 Af01 Afl01 Oem Versb - SiemensDocument4 pagesData Al01 Al02 Af01 Afl01 Oem Versb - Siemenstanoli9596No ratings yet
- Day 1 - Part 2 Introducing SimlabDocument43 pagesDay 1 - Part 2 Introducing SimlabFaroukh RashidNo ratings yet
- Datasheet SmartTweezers ST5S EN 152Document4 pagesDatasheet SmartTweezers ST5S EN 152Lucian DraganNo ratings yet
- 1200g PDFDocument2 pages1200g PDFEstrella LopezNo ratings yet
- Vibration Lutron PVB-820 PDFDocument2 pagesVibration Lutron PVB-820 PDFDhananjay LimayeNo ratings yet
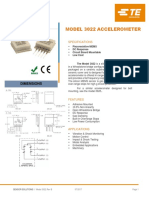
- 3022 - ICS AccelerometerDocument4 pages3022 - ICS AccelerometerwahyudiyonoNo ratings yet
- Low-Cost Brushless Pancake Resolver: Sizes 15, 21 and 22Document4 pagesLow-Cost Brushless Pancake Resolver: Sizes 15, 21 and 22visorNo ratings yet
- AVV-701 Pro Laser Alignment (Brochure)Document2 pagesAVV-701 Pro Laser Alignment (Brochure)Ahmed El-ShafeiNo ratings yet
- Lm2671 Simple Switcher Power Converter High Efficiency 500-Ma Step-Down Voltage Regulator With FeaturesDocument38 pagesLm2671 Simple Switcher Power Converter High Efficiency 500-Ma Step-Down Voltage Regulator With Featuresrajivd1No ratings yet
- VPad-Mini Specs November2017Document2 pagesVPad-Mini Specs November2017Fernando Tapia SejasNo ratings yet
- Datasheet GS1005-GS1007 Letter EN-1847814Document3 pagesDatasheet GS1005-GS1007 Letter EN-1847814lospeed01No ratings yet
- Torsion Testing MachineDocument5 pagesTorsion Testing Machinegosaye desalegnNo ratings yet
- E2ec Ds e 9 3 csm447Document9 pagesE2ec Ds e 9 3 csm447Bambang otomasiNo ratings yet
- mv1 PCDocument4 pagesmv1 PCpoongodiskNo ratings yet
- Current Reset TypeDocument4 pagesCurrent Reset Typetableman.test9000No ratings yet
- TSE-A Electromechanical UTM 2021.12Document5 pagesTSE-A Electromechanical UTM 2021.12Ángel Rodríguez IsassiNo ratings yet
- Meltio Mild Steel ER70S - Material - DatasheetDocument2 pagesMeltio Mild Steel ER70S - Material - DatasheetJakNo ratings yet
- Battery Powered Milliohm MeterDocument1 pageBattery Powered Milliohm MeterAdam SonenshineNo ratings yet
- Sec385 TMDocument13 pagesSec385 TMАндрейNo ratings yet
- Comparison Between Non-Traditional Machining ProcessDocument10 pagesComparison Between Non-Traditional Machining ProcessPinank ThakorNo ratings yet
- IQ Conductivity MeterDocument10 pagesIQ Conductivity MeterMohsin AliNo ratings yet
- Precise and Rapid Measurement With Many Extras: Made in GermanyDocument10 pagesPrecise and Rapid Measurement With Many Extras: Made in GermanyJoseph StephensNo ratings yet
- LIMITS AND TOLERANCES - Ver - 0.1Document13 pagesLIMITS AND TOLERANCES - Ver - 0.1Andile ButheleziNo ratings yet
- Co2 d30 Laser MarkerDocument8 pagesCo2 d30 Laser MarkerIksan MustofaNo ratings yet
- Gear Tooth Speed SensorsDocument3 pagesGear Tooth Speed SensorsKartik GvrNo ratings yet
- Model 3022 Accelerometer: DimensionsDocument3 pagesModel 3022 Accelerometer: DimensionsRahulNo ratings yet
- NTM 1 MokDocument10 pagesNTM 1 MokNick MaxNo ratings yet
- Ultrasonic Vibration-Assisted Laser Cutting HeadDocument19 pagesUltrasonic Vibration-Assisted Laser Cutting Headapi-253405761No ratings yet
- ENG_DS_XFC200R_A6Document4 pagesENG_DS_XFC200R_A6Adrian RangelNo ratings yet
- Optomechanical Rules of Thumb CompilationDocument26 pagesOptomechanical Rules of Thumb CompilationJason ANo ratings yet
- Linear Measurment and BasicDevicesDocument55 pagesLinear Measurment and BasicDevicesDoctor StrangeNo ratings yet
- Tiduc 07Document33 pagesTiduc 07saahithya AlagarsamyNo ratings yet
- Reliable SMT Design: All There Is To KnowDocument100 pagesReliable SMT Design: All There Is To KnowMarcos Antonio De FariaNo ratings yet
- GS 3015 IntroductionDocument40 pagesGS 3015 IntroductionManuelNo ratings yet
- Lm2674 Simple Switcher Power Converter High Efficiency 500-Ma Step-Down Voltage RegulatorDocument35 pagesLm2674 Simple Switcher Power Converter High Efficiency 500-Ma Step-Down Voltage RegulatorTécnico 04 LógicaNo ratings yet
- ATOM DX Data Sheet - ENDocument14 pagesATOM DX Data Sheet - ENFraesenfresseNo ratings yet
- ABB Electromagnetic Flowmeter2Document12 pagesABB Electromagnetic Flowmeter2Supawat RangsiwongNo ratings yet