Download as pdf or txt
You might also like
- 811 399 000Document36 pages811 399 000airmasterNo ratings yet
- Pioneer vsx-524-k vsx-5241 Av Receiver rrv4533 Parts SMDocument4 pagesPioneer vsx-524-k vsx-5241 Av Receiver rrv4533 Parts SMImraan Ramdjan50% (2)
- FC12 PC6 10E (320 0646) Outdoor InstallationDocument12 pagesFC12 PC6 10E (320 0646) Outdoor InstallationNick ButcherNo ratings yet
- A en 05806 00Document10 pagesA en 05806 00Saravanan MathiNo ratings yet
- BLM 3 Nisan 2010 KTLDocument14 pagesBLM 3 Nisan 2010 KTLsertackcdgNo ratings yet
- MANUAL MAQUINA DE SOLDA - PWM - HP100 - Manual - 21RFSDocument8 pagesMANUAL MAQUINA DE SOLDA - PWM - HP100 - Manual - 21RFSLucas ChavesNo ratings yet
- Adjustable Choke Valve PDFDocument3 pagesAdjustable Choke Valve PDFabbas1368No ratings yet
- Ic2024 - 17 - 1Document26 pagesIc2024 - 17 - 1sk tripathiNo ratings yet
- Datasheet Assembly Cable LugsDocument6 pagesDatasheet Assembly Cable LugsGunjanNo ratings yet
- Ttg2200a Ttw4000aDocument1 pageTtg2200a Ttw4000aAlexey KolesnikNo ratings yet
- PL 40094 en 16Document18 pagesPL 40094 en 16a.n.87711990No ratings yet
- RMT VM Catalog TseDocument16 pagesRMT VM Catalog TseM Azri ZulkipliNo ratings yet
- Youkoso Jitsuryoku Shijou Shugi Vol.10Document10 pagesYoukoso Jitsuryoku Shijou Shugi Vol.10EdoT.DewantaraNo ratings yet
- XCT-B 400w: Top Class High Performance and Unique, Extremely Compact TIG Torch DesignDocument2 pagesXCT-B 400w: Top Class High Performance and Unique, Extremely Compact TIG Torch Designkismikloshun55No ratings yet
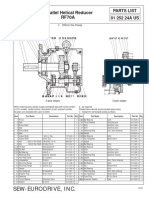
- Parallel Helical Reducer RF60ADocument1 pageParallel Helical Reducer RF60Acesar augusto torres garciaNo ratings yet
- 63-2823 Operator's Ready ReferenceDocument24 pages63-2823 Operator's Ready ReferenceHannah G. PiedraNo ratings yet
- VACOM CF DNacuumcomponentsDocument22 pagesVACOM CF DNacuumcomponentsllmm_088No ratings yet
- Ices ItDocument12 pagesIces Italvaro BricioNo ratings yet
- JC-572 Type 5611 TDS - A4 - FinalDocument7 pagesJC-572 Type 5611 TDS - A4 - FinalSalvador MartinezNo ratings yet
- Sew-Eurodrive, Inc.: Parallel Helical Reducer RF70ADocument1 pageSew-Eurodrive, Inc.: Parallel Helical Reducer RF70Acarlos aguileraNo ratings yet
- Variable Speed Unit VARIMOT DF46: Sew-Eurodrive, IncDocument2 pagesVariable Speed Unit VARIMOT DF46: Sew-Eurodrive, Inccarlos aguileraNo ratings yet
- Flange Weight ChartDocument16 pagesFlange Weight ChartToniNo ratings yet
- Creepresistant Hightemperature FCAW ENGDocument12 pagesCreepresistant Hightemperature FCAW ENGRuben Dario Mamani ArellanoNo ratings yet
- ARCHER SawchainsDocument24 pagesARCHER SawchainsZoran BoskovicNo ratings yet
- Angle Grinder 3 601 C88 171 GWS 7-115 230V, GBDocument3 pagesAngle Grinder 3 601 C88 171 GWS 7-115 230V, GBmichaelmangaaNo ratings yet
- Itemlist K15-0587.4 / TDM087UVW-SS: Item Qty Name Material Near. ASTM Mat DescDocument1 pageItemlist K15-0587.4 / TDM087UVW-SS: Item Qty Name Material Near. ASTM Mat DescAhmadNo ratings yet
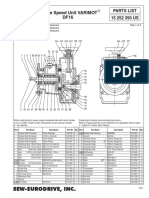
- Variable Speed Unit VARIMOT DF16: Sew-Eurodrive, IncDocument2 pagesVariable Speed Unit VARIMOT DF16: Sew-Eurodrive, Inccarlos aguileraNo ratings yet
- 5990-8819EN 5973 5975 5977 Supplies QRGDocument4 pages5990-8819EN 5973 5975 5977 Supplies QRGdonkixNo ratings yet
- Tooling TechDocument24 pagesTooling TechLeonel RochaNo ratings yet
- Catalogue CNA 50Hz Rev.1 Update 6-1Document6 pagesCatalogue CNA 50Hz Rev.1 Update 6-1Rido MardanNo ratings yet
- SRD150 EngDocument2 pagesSRD150 EngtuannhocutNo ratings yet
- Pressure and Level TRansmitters KLAY INSTRUMENTSDocument6 pagesPressure and Level TRansmitters KLAY INSTRUMENTSFrancisco Mones RuizNo ratings yet
- Operating and Maintenance Manual Mini Jaw CrusherDocument10 pagesOperating and Maintenance Manual Mini Jaw CrusherYasir KhanNo ratings yet
- FAVORIT 515 (515/00101-99999) 2040 Front CoverDocument2 pagesFAVORIT 515 (515/00101-99999) 2040 Front CoverPatrick LandinNo ratings yet
- Sridhan Level SwitchDocument95 pagesSridhan Level SwitchvaibhavnriitmNo ratings yet
- Single Pantry Faucet: LOW LeadDocument1 pageSingle Pantry Faucet: LOW LeadCasper John Nanas MuñozNo ratings yet
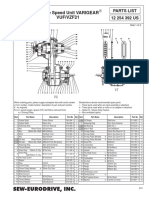
- Variable Speed Unit VARIGEAR VUF/VZF21: Sew-Eurodrive, IncDocument2 pagesVariable Speed Unit VARIGEAR VUF/VZF21: Sew-Eurodrive, Inccarlos aguileraNo ratings yet
- Tech BellowsDocument12 pagesTech Bellowshaider100% (2)
- TL Series Low Clearance / Direct Fit Hydraulic Wrench: Wwwbolttechmanningscom WwwbolttechmanningscomDocument2 pagesTL Series Low Clearance / Direct Fit Hydraulic Wrench: Wwwbolttechmanningscom WwwbolttechmanningscomAlexsandro CordeiroNo ratings yet
- PINDocument4 pagesPINVladimirCarrilloNo ratings yet
- Strainer InformationDocument4 pagesStrainer InformationmusaveerNo ratings yet
- Sew-Eurodrive, Inc.: Parallel Helical Reducer RF80ADocument1 pageSew-Eurodrive, Inc.: Parallel Helical Reducer RF80Acarlos aguileraNo ratings yet
- 02-07 - Sistema de Bomba de AguaDocument3 pages02-07 - Sistema de Bomba de AguaNicole GomezNo ratings yet
- Snuggler Gear Reducer FA40A: Sew-Eurodrive, IncDocument2 pagesSnuggler Gear Reducer FA40A: Sew-Eurodrive, InccmaradiagaNo ratings yet
- Sellos HalliteDocument2 pagesSellos HalliteArquimedes PerezNo ratings yet
- SFW SRW SWDocument16 pagesSFW SRW SWDanilo GamarrosNo ratings yet
- 8P1088 PowerLok 10mm G2 1 POS 180D Plug Assembly Manual _Rev_11Document9 pages8P1088 PowerLok 10mm G2 1 POS 180D Plug Assembly Manual _Rev_11xacfsdfNo ratings yet
- Belt Conveyor BOQDocument6 pagesBelt Conveyor BOQVendorsin Commerce100% (4)
- Industrial Spark Plugs: For Stationary Gas EnginesDocument8 pagesIndustrial Spark Plugs: For Stationary Gas Enginesselami şimsekNo ratings yet
- RF Spare Part ListDocument3 pagesRF Spare Part ListVignesh NagarajanNo ratings yet
- Variable Speed Unit VARIGEAR VUF51: Sew-Eurodrive, IncDocument2 pagesVariable Speed Unit VARIGEAR VUF51: Sew-Eurodrive, Inccarlos aguileraNo ratings yet
- SWN-22 - V CatalogueDocument10 pagesSWN-22 - V CataloguepinitNo ratings yet
- Van Bư M Tay DN250-500Document8 pagesVan Bư M Tay DN250-500Minh nhut LưuNo ratings yet
- HD Wheel Hardware Interchange CatalogDocument36 pagesHD Wheel Hardware Interchange CatalogGustavo Mosquera100% (1)
- Opw API Coupler - CleanedDocument6 pagesOpw API Coupler - Cleanedger80No ratings yet
- Ringo Actuators CatalogueDocument6 pagesRingo Actuators CatalogueShihabudin QolyubiNo ratings yet
- Handpieces 320-341Document22 pagesHandpieces 320-341Mohamed Hamed GhazyNo ratings yet
- Pneumatic Cylinder DSNU 8 80Document3 pagesPneumatic Cylinder DSNU 8 80AMINTA MANZANILLANo ratings yet
- Taladro Magnetico Rotabest Mini 36-50 Manual OperacionDocument12 pagesTaladro Magnetico Rotabest Mini 36-50 Manual OperacionAtahualpa Bulganin Infante YañezNo ratings yet
- Valve, Control, Model 210, 3 InchDocument4 pagesValve, Control, Model 210, 3 InchYefferson Mantilla Lozano100% (1)
- Amtronic Profiles DP1300Document32 pagesAmtronic Profiles DP1300Handriono OnoNo ratings yet
- Axle, Front - Differential and Carrier - Jee0123251Document3 pagesAxle, Front - Differential and Carrier - Jee0123251Husi NihaNo ratings yet
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosFrom EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosNo ratings yet
- Erection Operation & Maintenance Manual For 415V, 3000A NSPBDDocument66 pagesErection Operation & Maintenance Manual For 415V, 3000A NSPBDthegemishere100% (1)
- GRIDTECH FixDocument39 pagesGRIDTECH FixalvitaNo ratings yet
- 300W PFC PDFDocument12 pages300W PFC PDFAshok PatelNo ratings yet
- Drayvery PMSM Servodvigateley Seriya Kbs MG User Guide EngDocument315 pagesDrayvery PMSM Servodvigateley Seriya Kbs MG User Guide EngAxel MurellerNo ratings yet
- V-4 - PV Home-Draft 23-07-13 - 2Document39 pagesV-4 - PV Home-Draft 23-07-13 - 2saeedNo ratings yet
- ESU-400 ENG-SPA Rev00Document2 pagesESU-400 ENG-SPA Rev00grupomedibuyNo ratings yet
- iC60H Circuit Breakers (Curve B, C, D) (Cont.)Document1 pageiC60H Circuit Breakers (Curve B, C, D) (Cont.)Dimaz IrawanNo ratings yet
- Tube Terminology For DummiesDocument4 pagesTube Terminology For DummiesAdrian BacilioNo ratings yet
- ENB301 Practice Mid-Sem Exam PDFDocument2 pagesENB301 Practice Mid-Sem Exam PDFAleksander WiluszNo ratings yet
- Radio 4418 Install RadioDocument42 pagesRadio 4418 Install RadioМилан100% (1)
- stk442 090Document4 pagesstk442 090edwingt09No ratings yet
- Chapter 2Document38 pagesChapter 2Arife AbdulkerimNo ratings yet
- Jfet Spice Data CTC 036 InterfetDocument16 pagesJfet Spice Data CTC 036 InterfetaudiosteveNo ratings yet
- PDFDocument1 pagePDFravigurajapuNo ratings yet
- DSE8620 Data Sheet (USA) PDFDocument2 pagesDSE8620 Data Sheet (USA) PDFAdhitya Perdana SPNo ratings yet
- 20 NRF-048-PMX2007 EnglishDocument157 pages20 NRF-048-PMX2007 Englishvictorhugoresendiz7532No ratings yet
- Advance ElectronicsDocument8 pagesAdvance ElectronicswazidulNo ratings yet
- Jadwal Pelaksanaan Pekerjaan Kurva "S"Document1 pageJadwal Pelaksanaan Pekerjaan Kurva "S"Aldo Bona HasudunganNo ratings yet
- DFM - Training Course-2 PDFDocument6 pagesDFM - Training Course-2 PDFMauricio CastroNo ratings yet
- MSII 10K Parallel Setting V1.4Document6 pagesMSII 10K Parallel Setting V1.4Samdan NamhaisurenNo ratings yet
- Jaybeam 5160100 PDFDocument1 pageJaybeam 5160100 PDFIvete PintoNo ratings yet
- ASCO Info Filter Canada PDFDocument8 pagesASCO Info Filter Canada PDFdicicaNo ratings yet
- CT IMB BrochureDocument4 pagesCT IMB BrochureSatay ChillyNo ratings yet
- Injection Pump Test Bench ManualDocument15 pagesInjection Pump Test Bench ManualChew LayNo ratings yet
- Design and Fabrication of 4h Silicon Carbide MosfetsDocument166 pagesDesign and Fabrication of 4h Silicon Carbide MosfetspsytagNo ratings yet
- 01 Philips StreetStar BRP210 Datasheet 2018 (757G-V1)Document4 pages01 Philips StreetStar BRP210 Datasheet 2018 (757G-V1)Poom PPWNo ratings yet
- Cap-Drop Off-Line Power SupplyDocument19 pagesCap-Drop Off-Line Power SupplypushrajaNo ratings yet