Download as docx, pdf, or txt
You might also like
- Football StadiumDocument31 pagesFootball StadiumTanvi Khurana100% (4)
- DIN 9830 Burr Heights On Stamped PartsDocument6 pagesDIN 9830 Burr Heights On Stamped Partssumit_saraf_5100% (2)
- Repair Instructions: Zf-Ecolite 6 S 500 BO Level 3Document104 pagesRepair Instructions: Zf-Ecolite 6 S 500 BO Level 3Cleiton aviNo ratings yet
- Siddaganga Institute of Technology: Department of Mechanical EngineeringDocument36 pagesSiddaganga Institute of Technology: Department of Mechanical EngineeringashwinNo ratings yet
- Ganesh Internship FinalDocument26 pagesGanesh Internship Finaljanraosunil961No ratings yet
- Intern 21KA5A0305 1Document65 pagesIntern 21KA5A0305 1NaveenNo ratings yet
- Additive Manufacturing-Achal DubeyDocument25 pagesAdditive Manufacturing-Achal DubeyAchal Kumar DubeyNo ratings yet
- Visvesvaraya Technological University: Jnana Sangama, Belagavi-590018, KarnatakaDocument16 pagesVisvesvaraya Technological University: Jnana Sangama, Belagavi-590018, KarnatakaShining ShashiNo ratings yet
- Project ReportDocument44 pagesProject ReportShiva SankarNo ratings yet
- Murari 1Document40 pagesMurari 1Vivek MurthyNo ratings yet
- Durjoy Practicum Report 6Document77 pagesDurjoy Practicum Report 6Md Fayes UddinNo ratings yet
- Smart Wheelchair ReportDocument40 pagesSmart Wheelchair ReportTanvi KhuranaNo ratings yet
- TrainingDocument33 pagesTrainingtanu06321No ratings yet
- Summer Internship IiDocument26 pagesSummer Internship Iiramyaas131No ratings yet
- Industrial Training Report 19ME559 (PARTH MALDHURE)Document23 pagesIndustrial Training Report 19ME559 (PARTH MALDHURE)Parth MaldhureNo ratings yet
- Surendar ReportDocument35 pagesSurendar Reportsnekanvns344No ratings yet
- Internship Project Report Format 3Document25 pagesInternship Project Report Format 3Dysp Shivraj MadaneNo ratings yet
- ITR ReportDocument10 pagesITR ReportSpotify 123No ratings yet
- Internship Report SampleDocument20 pagesInternship Report Sampleshashanks200184No ratings yet
- Brakes India Private LimitedDocument10 pagesBrakes India Private Limitedrathan50% (2)
- Faizan Khan Ayub KhanDocument22 pagesFaizan Khan Ayub KhanGani GaneyanNo ratings yet
- Final Year ProjectDocument9 pagesFinal Year ProjectSiddhant MalvadeNo ratings yet
- Final Internship Thesis B-14Document52 pagesFinal Internship Thesis B-14Pratham BansodkarNo ratings yet
- Intership Report SampleDocument49 pagesIntership Report SamplekannanNo ratings yet
- "Study On Line Balancing of Axle Housing Assembly": Bachelor of Engineering in Industrial EngineeringDocument20 pages"Study On Line Balancing of Axle Housing Assembly": Bachelor of Engineering in Industrial EngineeringSanjan VasudevNo ratings yet
- ITR Report FinalDocument50 pagesITR Report FinalLive WorldNo ratings yet
- Productivity Improvement I N MM540 Steering BoxDocument42 pagesProductivity Improvement I N MM540 Steering BoxVijay JNo ratings yet
- Final Project WorkDocument61 pagesFinal Project WorkMidhun KvNo ratings yet
- Abhishek's Training Report (2) 1Document39 pagesAbhishek's Training Report (2) 1Vishal MallickNo ratings yet
- Sterling Generators: Submitted in Partial Fulfillment For The Award of The Degree ofDocument63 pagesSterling Generators: Submitted in Partial Fulfillment For The Award of The Degree ofNivesh KumarNo ratings yet
- Sharda Motors Industries Pvt. Ltd. Chakan, Pune.: Mr. Sarode Shubham RaosahebDocument36 pagesSharda Motors Industries Pvt. Ltd. Chakan, Pune.: Mr. Sarode Shubham Raosahebharsh WaghchaureNo ratings yet
- Ilovepdf MergedDocument36 pagesIlovepdf Mergedsnekanvns344No ratings yet
- Kathmandu University S E D: Industrial Traning Report OnDocument38 pagesKathmandu University S E D: Industrial Traning Report OnAklesh GuptaNo ratings yet
- Tejas Bhandari Final ReportDocument77 pagesTejas Bhandari Final ReportPavan BarhateNo ratings yet
- Design Fabrication and Testing of MechanDocument80 pagesDesign Fabrication and Testing of MechanSANDIP PANDYANo ratings yet
- 23 UpdateDocument28 pages23 UpdateMohmd AnsarNo ratings yet
- Shazli Internship Report 123Document40 pagesShazli Internship Report 123Shamvil KvNo ratings yet
- 6 Week Internship Report ArvindDocument22 pages6 Week Internship Report ArvindThe Bhavuk's Channel100% (1)
- Iundustry FileDocument34 pagesIundustry FileHarsh ChauhanNo ratings yet
- Women EmpowermentDocument18 pagesWomen Empowermentgirishgamerz22No ratings yet
- It Report AmalDocument18 pagesIt Report Amalമനുഷ്യൻNo ratings yet
- ABBAS4 MergedDocument36 pagesABBAS4 MergedMohin SoudagarNo ratings yet
- Internship ReportDocument65 pagesInternship Reportvishnukreghu2021No ratings yet
- Seminar Report Railway's WheelsDocument33 pagesSeminar Report Railway's WheelsAli Asgar KhanNo ratings yet
- HILAL AMAN CECOS UNIUVERSITY TRANINIG REPORT OF INDUSTRY NewDocument38 pagesHILAL AMAN CECOS UNIUVERSITY TRANINIG REPORT OF INDUSTRY NewFarhad AliNo ratings yet
- Surendar Report 1Document37 pagesSurendar Report 1snekanvns344No ratings yet
- Musaveer ReportDocument13 pagesMusaveer Reportmusaveer khanNo ratings yet
- Aarna Engineering Pvt. Ltd.Document56 pagesAarna Engineering Pvt. Ltd.THE SoLoWNo ratings yet
- Iyiola ReportDocument40 pagesIyiola ReportadedijijosephdamilareNo ratings yet
- Industrial Report Ranjan SharmaDocument54 pagesIndustrial Report Ranjan Sharmaranjan sharmaNo ratings yet
- Nagarjuna Completed Report PDFDocument44 pagesNagarjuna Completed Report PDFGayam Nagarjuna ReddyNo ratings yet
- Factors Causing Cost Variation in Construction Projects: Case of KarachiDocument90 pagesFactors Causing Cost Variation in Construction Projects: Case of KarachiAbdul AsadNo ratings yet
- Dar Es Salaam Institute of Technology: July, 2017Document57 pagesDar Es Salaam Institute of Technology: July, 2017Hassan Msuya100% (1)
- Shriramu201me155IndustrialReport RemovedDocument30 pagesShriramu201me155IndustrialReport Removedswaroopdash.201me256No ratings yet
- Term Work of Sunil160124Document269 pagesTerm Work of Sunil160124sunil m gNo ratings yet
- Siwes Technical Report3Document32 pagesSiwes Technical Report3Prince AugustineNo ratings yet
- Tech. Seminar CVT - 1SI19ME025Document19 pagesTech. Seminar CVT - 1SI19ME025SHASHANK S - MINo ratings yet
- Engineering Design Featuring The Life Cycle Approach For Reconfigurable Machine Tool ReportDocument19 pagesEngineering Design Featuring The Life Cycle Approach For Reconfigurable Machine Tool ReportBasilNo ratings yet
- Anees & Associates: Sooria RajDocument8 pagesAnees & Associates: Sooria Rajreloaded63No ratings yet
- Intelligent Braking System - Project ReportDocument45 pagesIntelligent Braking System - Project Reportpawan kumarNo ratings yet
- Internship ReportDocument42 pagesInternship ReportSachin AgnihotriNo ratings yet
- ANSYS Workbench 2023 R2: A Tutorial Approach, 6th EditionFrom EverandANSYS Workbench 2023 R2: A Tutorial Approach, 6th EditionNo ratings yet
- Project Report On GearsDocument40 pagesProject Report On GearsHaNan KhaLeelNo ratings yet
- Insulated Panels Installation ManualDocument84 pagesInsulated Panels Installation ManualVeralynn LapeNo ratings yet
- WP Presentation GB 301Document28 pagesWP Presentation GB 301김동옥No ratings yet
- Vs VSR Inj Manual 3 2004Document17 pagesVs VSR Inj Manual 3 2004Mark DiNo ratings yet
- Before After: CommentsDocument2 pagesBefore After: CommentsAmandeep SinghNo ratings yet
- Commercial Engine Bulletin: Engine, Gearbox Assembly - Inspection and Rework of Gearbox HousingsDocument8 pagesCommercial Engine Bulletin: Engine, Gearbox Assembly - Inspection and Rework of Gearbox HousingsturboshaftNo ratings yet
- 6e8794af6a8d 20055243-Gb-1214 Elastic Grinding Tools RZ LowDocument26 pages6e8794af6a8d 20055243-Gb-1214 Elastic Grinding Tools RZ LowLakshmananan NagarajanNo ratings yet
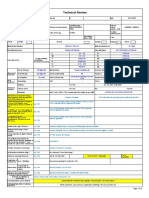
- Technical Review: (Minimum Score Required 75%)Document4 pagesTechnical Review: (Minimum Score Required 75%)Deepak HoleNo ratings yet
- Getting More Bang For Your Deburring Buck: Related SuppliersDocument6 pagesGetting More Bang For Your Deburring Buck: Related SuppliersMariver LlorenteNo ratings yet
- Turning Handbook: General Turning - Parting and Grooving - ThreadingDocument53 pagesTurning Handbook: General Turning - Parting and Grooving - ThreadingMindrila BogdanNo ratings yet
- QSQR S7-36-2014enDocument11 pagesQSQR S7-36-2014enDiego CamargoNo ratings yet
- Heule Catalog 2009 Snap SectionDocument26 pagesHeule Catalog 2009 Snap SectionNéstor CastilloNo ratings yet
- BAC5000 - Sealing General (BSS7604) Training (Rev3)Document49 pagesBAC5000 - Sealing General (BSS7604) Training (Rev3)sreeramNo ratings yet
- Sundram Fasteners Limited, HosurDocument38 pagesSundram Fasteners Limited, Hosurjaydeepsinh100% (1)
- Fabricating A Heavy Duty Rocket StoveDocument10 pagesFabricating A Heavy Duty Rocket Stoveboon1961No ratings yet
- ARKU Rebarbar - PolirDocument6 pagesARKU Rebarbar - PolirOrlando VicenteNo ratings yet
- Bhel Bhopal Training Report On Press ShopDocument30 pagesBhel Bhopal Training Report On Press ShopDhruv BhardwajNo ratings yet
- MRO MFG 06.03.2018Document152 pagesMRO MFG 06.03.2018Vishal Pratap SinghNo ratings yet
- Surface FinishingDocument11 pagesSurface FinishingShashank BhambaleNo ratings yet
- Avr-X1300w S720W Eng SM V04Document145 pagesAvr-X1300w S720W Eng SM V04Raimundo de LimaNo ratings yet
- Nontraditional MachiningDocument32 pagesNontraditional MachiningMustafa Bilge AydoğduNo ratings yet
- EC Catalog2009Document24 pagesEC Catalog2009gad30No ratings yet
- Steel Master Wet Operating Machines WWW - STEELMASTER.INFODocument7 pagesSteel Master Wet Operating Machines WWW - STEELMASTER.INFOPredrag PetrovicNo ratings yet
- AbleElectropolishing Automotive TechGuide 5Document13 pagesAbleElectropolishing Automotive TechGuide 5PP043No ratings yet
- Manual 2287 03E GR2000Document113 pagesManual 2287 03E GR2000Josh HabingNo ratings yet
- Defect History: Sr. No Typeof Defect Action StatusDocument22 pagesDefect History: Sr. No Typeof Defect Action StatusSameer SaxenaNo ratings yet
- Synthes MatrixMANDIBLeDocument30 pagesSynthes MatrixMANDIBLedoctorniravNo ratings yet
- Axsm 0042Document144 pagesAxsm 0042aliNo ratings yet