
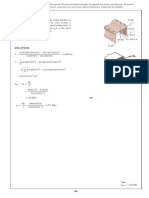
HW 1 - Me-572 - 232
HW 1 - Me-572 - 232
You might also like
- 2016 - DWG-DG - X - 16 - Pak Amir - Makassar - Tiang Lampu Sorot - h13 - OctagonalDocument1 page2016 - DWG-DG - X - 16 - Pak Amir - Makassar - Tiang Lampu Sorot - h13 - OctagonalHendra DarmawanNo ratings yet
- Final Final Year Project ReportDocument53 pagesFinal Final Year Project Reportsehaj02843% (7)
- Assignment 3 SolutionsDocument11 pagesAssignment 3 SolutionsFayez MoutassemNo ratings yet
- Instant Download PDF Mechanics of Materials SI 9th Edition Hibbeler Solutions Manual Full ChapterDocument100 pagesInstant Download PDF Mechanics of Materials SI 9th Edition Hibbeler Solutions Manual Full Chapteraykhanmaggii93100% (7)
- 1 - Ideal Curve Trim 1020Document1 page1 - Ideal Curve Trim 1020febriNo ratings yet
- DBT 163 TutorialDocument5 pagesDBT 163 Tutorialmirfan0225No ratings yet
- Mechanics of Materials Si 9th Edition Hibbeler Solutions ManualDocument18 pagesMechanics of Materials Si 9th Edition Hibbeler Solutions Manualyzaaathib100% (18)
- Detail - 2 Det. Angkur Tiang: RING Ø 20 MM 2-NUT Ø 20 MM 20 MMDocument3 pagesDetail - 2 Det. Angkur Tiang: RING Ø 20 MM 2-NUT Ø 20 MM 20 MMmarajaraya medicalindoNo ratings yet
- 7-2. If The Wide-Flange Beam Is Subjected To A Shear ofDocument22 pages7-2. If The Wide-Flange Beam Is Subjected To A Shear of黃羿傑No ratings yet
- Cooled Panel EAF ElectrodeDocument1 pageCooled Panel EAF Electrodekawan kamelNo ratings yet
- UNI - Z241 - 17 - 5 - 600x300 ModifiedDocument23 pagesUNI - Z241 - 17 - 5 - 600x300 ModifiedpaulaNo ratings yet
- Bracing Back To Back (Version 1)Document118 pagesBracing Back To Back (Version 1)Tameem AnsariNo ratings yet
- Bs Code UnprotectedDocument8 pagesBs Code UnprotectedSulpi CasilNo ratings yet
- 06) UB254x146x43TOUB356x171x51 Beam To Beam End PlateDocument117 pages06) UB254x146x43TOUB356x171x51 Beam To Beam End PlateCivil StructureNo ratings yet
- Hammer Mill Specs - FinalDocument1 pageHammer Mill Specs - Finaljohn patrick camoNo ratings yet
- Connection No - C04-C1: Loads: 305X305X118 UCDocument5 pagesConnection No - C04-C1: Loads: 305X305X118 UCKrish ChandNo ratings yet
- Ece 20201Document1 pageEce 20201Jacpro Automation SacNo ratings yet
- 70M - 108KMPH - ISO - FDN - 150kPA - RURAL (FOS-1.6 (10.03.12)Document2 pages70M - 108KMPH - ISO - FDN - 150kPA - RURAL (FOS-1.6 (10.03.12)First KwediNo ratings yet
- Excel Sheet BeamDocument3 pagesExcel Sheet BeamSalahNo ratings yet
- Shop Drawing: Expansion JointDocument1 pageShop Drawing: Expansion Jointa.shwekhNo ratings yet
- KO-1 KM-1 KM-2: 30inc 20inc 30inc 20inc 20inc 30incDocument1 pageKO-1 KM-1 KM-2: 30inc 20inc 30inc 20inc 20inc 30incchannajayamangalaNo ratings yet
- Simply Supported Beam AlinDocument8 pagesSimply Supported Beam Alinnkamalinmastura0000No ratings yet
- CIV E270 - Assignment No. 6Document5 pagesCIV E270 - Assignment No. 6Schehzeb ManzarNo ratings yet
- Nodo de Acceso Metalico 6X6: MGB-2 MGB-2Document2 pagesNodo de Acceso Metalico 6X6: MGB-2 MGB-2Jessica ChipanaNo ratings yet
- Second Floor Girder Design: GRID 3 (BEAM 39-49) (Left Section)Document4 pagesSecond Floor Girder Design: GRID 3 (BEAM 39-49) (Left Section)CYNDRILLE JOHN BRAGATNo ratings yet
- ACO Surface Selector 204Document2 pagesACO Surface Selector 204Miltiades SiopisNo ratings yet
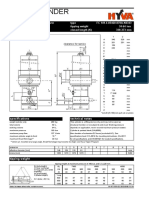
- Catálogo Hyva de Cilindro 71901750KDocument2 pagesCatálogo Hyva de Cilindro 71901750KMarcos Quispe FuentesNo ratings yet
- Act 2-21Document4 pagesAct 2-21CYNDRILLE JOHN BRAGATNo ratings yet
- Parts Book 71901540Document2 pagesParts Book 71901540Marcos Quispe FuentesNo ratings yet
- Centroid and Area Moment of InertiaDocument8 pagesCentroid and Area Moment of InertiaRustam EfendiNo ratings yet
- Skidding BeamDocument1 pageSkidding BeamEdward CelebreNo ratings yet
- Connection ShearDocument6 pagesConnection ShearthaksinprcNo ratings yet
- HyvaDocument2 pagesHyvaRudi SyamNo ratings yet
- G1 - Ferolin - Mary Lourdes - P3Document3 pagesG1 - Ferolin - Mary Lourdes - P3Mary Lourdes FerolinNo ratings yet
- MR Annan HostelDocument3 pagesMR Annan Hostellucio444No ratings yet
- Whirlpool ADG 689-2 IX Installation InstructionsDocument20 pagesWhirlpool ADG 689-2 IX Installation InstructionsKyriakos AnagnostouNo ratings yet
- Crack WidthDocument1 pageCrack WidthsunilaanserNo ratings yet
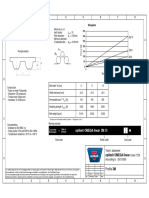
- Profile 3M: Optibelt OMEGA Linear 3M 15Document1 pageProfile 3M: Optibelt OMEGA Linear 3M 15vietkhamNo ratings yet
- Pile Cap 2Document1 pagePile Cap 2Eury AmethystNo ratings yet
- 4 BDocument1 page4 BThabsile Mbhele KamaNgcolosiNo ratings yet
- 2F Beam DesignDocument217 pages2F Beam DesignCyndrille John BragatNo ratings yet
- Krojna Tasky 26 2Document1 pageKrojna Tasky 26 2Lana ŠpoljarićNo ratings yet
- Arch MBR STR p17 1.5.aDocument2 pagesArch MBR STR p17 1.5.aa.tarshanNo ratings yet
- Art Thes 2000: - EasosDocument2 pagesArt Thes 2000: - Easosccjgwn79rhNo ratings yet
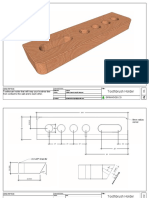
- Toothbrush HolderDocument2 pagesToothbrush Holdermoro romoNo ratings yet
- Excel Sheet BeamDocument2 pagesExcel Sheet BeamSalahNo ratings yet
- Perodua Kenari BrochureDocument2 pagesPerodua Kenari BrochureMeor Amri100% (3)
- Hyva CylinderDocument2 pagesHyva CylinderDinifaanNo ratings yet
- 4.2 Design of T-Beams - Part 2Document10 pages4.2 Design of T-Beams - Part 2Justine PredillaNo ratings yet
- F83SJ16 (PN16) Single Sphere Rubber Flexible Joint (LR)Document2 pagesF83SJ16 (PN16) Single Sphere Rubber Flexible Joint (LR)hazimNo ratings yet
- Vdocuments - MX Moment Connection Beam Column Is Bs Section For Is800xlsDocument27 pagesVdocuments - MX Moment Connection Beam Column Is Bs Section For Is800xlsDhimant ParmarNo ratings yet
- Holding Down Bolt Design SteetDocument18 pagesHolding Down Bolt Design SteetRanjit S KashyapNo ratings yet
- LAYOUT - Maisha Binta Murad 2011071642Document2 pagesLAYOUT - Maisha Binta Murad 2011071642mujtaba_ahsanNo ratings yet
- Assignment 1 PDFDocument1 pageAssignment 1 PDFBilal ZaheerNo ratings yet
- SS - LayoutDocument3 pagesSS - Layoutmohamed salehNo ratings yet
- Assignment 1 (Stress and Strain) (CLO-1, P4, C5) : Q1: Determine Complete State of Stress For The Given ElementsDocument1 pageAssignment 1 (Stress and Strain) (CLO-1, P4, C5) : Q1: Determine Complete State of Stress For The Given ElementsBilal ZaheerNo ratings yet
- Dywidag: Calculation of Tendon ElongationDocument1 pageDywidag: Calculation of Tendon ElongationwirawanwillyNo ratings yet
- Hyva ЦилиндрDocument2 pagesHyva ЦилиндрСергей ГоровойNo ratings yet
- Silownik Hydrauliczny Teleskopowy Hyva 71505404 fc149 4 05180 070a k0343 KH KipperDocument2 pagesSilownik Hydrauliczny Teleskopowy Hyva 71505404 fc149 4 05180 070a k0343 KH Kipperseptian wahyu widodoNo ratings yet
- Generator Seal Oil System-X9000067EDocument24 pagesGenerator Seal Oil System-X9000067EOry'sSebayang100% (2)
- Accumulator IncDocument58 pagesAccumulator IncEduardo Cramer100% (1)
- S7 Mid-Year Test AnswersDocument3 pagesS7 Mid-Year Test AnswersShweta Bhasker.No ratings yet
- Gen-Ed-Pre BoardDocument10 pagesGen-Ed-Pre BoardJamie anne AbreaNo ratings yet
- Electricity Power Theft Detection Using PDFDocument44 pagesElectricity Power Theft Detection Using PDFEboh BenjaminNo ratings yet
- Physics 430: Lecture 15 Lagrange's Equations: Dale E. GaryDocument16 pagesPhysics 430: Lecture 15 Lagrange's Equations: Dale E. GaryfaniNo ratings yet
- B 1 1 PurePowerEngineFamily SpecsChartDocument9 pagesB 1 1 PurePowerEngineFamily SpecsChartasp9924100% (1)
- Hydraulic SymbolsDocument7 pagesHydraulic SymbolsSENANAYAKE S.H.RNo ratings yet
- Part 3 - Annexures - CPT Capital InvestDocument61 pagesPart 3 - Annexures - CPT Capital InvestSustainable Neighbourhoods NetworkNo ratings yet
- Activity Sheet in PhotosynthesisDocument3 pagesActivity Sheet in PhotosynthesisKenneth Roy BalangueNo ratings yet
- CS-1620-2020 Service Manual Rev6Document235 pagesCS-1620-2020 Service Manual Rev6bmorrissNo ratings yet
- Book 2Document39 pagesBook 2VigneshNo ratings yet
- Canadian Solar Datasheet CS6P P 270enDocument2 pagesCanadian Solar Datasheet CS6P P 270enDanny Ricce EnriqueNo ratings yet
- SANS 10313:2010 & IEC 62305 Part 2 & 3 Explained: Session TwoDocument12 pagesSANS 10313:2010 & IEC 62305 Part 2 & 3 Explained: Session Twojosethompson100% (2)
- Transient Stability Analysis of The IEEE 14-Bus Electric Power System PDFDocument10 pagesTransient Stability Analysis of The IEEE 14-Bus Electric Power System PDFc_h_v_k_rNo ratings yet
- MotionGoo-DM542T Stepper Motor DriverDocument12 pagesMotionGoo-DM542T Stepper Motor DriverMake RownNo ratings yet
- Third Periodical ExaminationDocument2 pagesThird Periodical ExaminationGian ArrozaNo ratings yet
- C7.1-De220e0 200kvaDocument8 pagesC7.1-De220e0 200kvaMudhafar SadiqNo ratings yet
- EasyPact CVS - LV510331Document6 pagesEasyPact CVS - LV510331SoulNo ratings yet
- Globalcap EuropgapDocument26 pagesGlobalcap Europgapgustavo5No ratings yet
- Dual Fuel System For DG SetDocument16 pagesDual Fuel System For DG SetSumit GuptaNo ratings yet
- T424TS040XPK AshcroftDocument6 pagesT424TS040XPK AshcroftTaQuangDucNo ratings yet
- Hybrid Excavator Structure & FunctionDocument49 pagesHybrid Excavator Structure & Functiontransjakarta0123No ratings yet
- Formal Interpretations 2019Document18 pagesFormal Interpretations 2019sgttomasNo ratings yet
- V 0031 6Document6 pagesV 0031 6vixentdNo ratings yet
- Muh-Ga25 (35) VB SM PDFDocument36 pagesMuh-Ga25 (35) VB SM PDFGoguredNo ratings yet
- Furnace ATT by R K JainDocument9 pagesFurnace ATT by R K JainRajeevAgrawal67% (3)
- Pompa Dari Embung Ke Bak Sirkulasi / Penjernih: ContentsDocument11 pagesPompa Dari Embung Ke Bak Sirkulasi / Penjernih: ContentsewamihawkNo ratings yet















































































Download as pdf or txt
You might also like
- 2016 - DWG-DG - X - 16 - Pak Amir - Makassar - Tiang Lampu Sorot - h13 - OctagonalDocument1 page2016 - DWG-DG - X - 16 - Pak Amir - Makassar - Tiang Lampu Sorot - h13 - OctagonalHendra DarmawanNo ratings yet
- Final Final Year Project ReportDocument53 pagesFinal Final Year Project Reportsehaj02843% (7)
- Assignment 3 SolutionsDocument11 pagesAssignment 3 SolutionsFayez MoutassemNo ratings yet
- Instant Download PDF Mechanics of Materials SI 9th Edition Hibbeler Solutions Manual Full ChapterDocument100 pagesInstant Download PDF Mechanics of Materials SI 9th Edition Hibbeler Solutions Manual Full Chapteraykhanmaggii93100% (7)
- 1 - Ideal Curve Trim 1020Document1 page1 - Ideal Curve Trim 1020febriNo ratings yet
- DBT 163 TutorialDocument5 pagesDBT 163 Tutorialmirfan0225No ratings yet
- Mechanics of Materials Si 9th Edition Hibbeler Solutions ManualDocument18 pagesMechanics of Materials Si 9th Edition Hibbeler Solutions Manualyzaaathib100% (18)
- Detail - 2 Det. Angkur Tiang: RING Ø 20 MM 2-NUT Ø 20 MM 20 MMDocument3 pagesDetail - 2 Det. Angkur Tiang: RING Ø 20 MM 2-NUT Ø 20 MM 20 MMmarajaraya medicalindoNo ratings yet
- 7-2. If The Wide-Flange Beam Is Subjected To A Shear ofDocument22 pages7-2. If The Wide-Flange Beam Is Subjected To A Shear of黃羿傑No ratings yet
- Cooled Panel EAF ElectrodeDocument1 pageCooled Panel EAF Electrodekawan kamelNo ratings yet
- UNI - Z241 - 17 - 5 - 600x300 ModifiedDocument23 pagesUNI - Z241 - 17 - 5 - 600x300 ModifiedpaulaNo ratings yet
- Bracing Back To Back (Version 1)Document118 pagesBracing Back To Back (Version 1)Tameem AnsariNo ratings yet
- Bs Code UnprotectedDocument8 pagesBs Code UnprotectedSulpi CasilNo ratings yet
- 06) UB254x146x43TOUB356x171x51 Beam To Beam End PlateDocument117 pages06) UB254x146x43TOUB356x171x51 Beam To Beam End PlateCivil StructureNo ratings yet
- Hammer Mill Specs - FinalDocument1 pageHammer Mill Specs - Finaljohn patrick camoNo ratings yet
- Connection No - C04-C1: Loads: 305X305X118 UCDocument5 pagesConnection No - C04-C1: Loads: 305X305X118 UCKrish ChandNo ratings yet
- Ece 20201Document1 pageEce 20201Jacpro Automation SacNo ratings yet
- 70M - 108KMPH - ISO - FDN - 150kPA - RURAL (FOS-1.6 (10.03.12)Document2 pages70M - 108KMPH - ISO - FDN - 150kPA - RURAL (FOS-1.6 (10.03.12)First KwediNo ratings yet
- Excel Sheet BeamDocument3 pagesExcel Sheet BeamSalahNo ratings yet
- Shop Drawing: Expansion JointDocument1 pageShop Drawing: Expansion Jointa.shwekhNo ratings yet
- KO-1 KM-1 KM-2: 30inc 20inc 30inc 20inc 20inc 30incDocument1 pageKO-1 KM-1 KM-2: 30inc 20inc 30inc 20inc 20inc 30incchannajayamangalaNo ratings yet
- Simply Supported Beam AlinDocument8 pagesSimply Supported Beam Alinnkamalinmastura0000No ratings yet
- CIV E270 - Assignment No. 6Document5 pagesCIV E270 - Assignment No. 6Schehzeb ManzarNo ratings yet
- Nodo de Acceso Metalico 6X6: MGB-2 MGB-2Document2 pagesNodo de Acceso Metalico 6X6: MGB-2 MGB-2Jessica ChipanaNo ratings yet
- Second Floor Girder Design: GRID 3 (BEAM 39-49) (Left Section)Document4 pagesSecond Floor Girder Design: GRID 3 (BEAM 39-49) (Left Section)CYNDRILLE JOHN BRAGATNo ratings yet
- ACO Surface Selector 204Document2 pagesACO Surface Selector 204Miltiades SiopisNo ratings yet
- Catálogo Hyva de Cilindro 71901750KDocument2 pagesCatálogo Hyva de Cilindro 71901750KMarcos Quispe FuentesNo ratings yet
- Act 2-21Document4 pagesAct 2-21CYNDRILLE JOHN BRAGATNo ratings yet
- Parts Book 71901540Document2 pagesParts Book 71901540Marcos Quispe FuentesNo ratings yet
- Centroid and Area Moment of InertiaDocument8 pagesCentroid and Area Moment of InertiaRustam EfendiNo ratings yet
- Skidding BeamDocument1 pageSkidding BeamEdward CelebreNo ratings yet
- Connection ShearDocument6 pagesConnection ShearthaksinprcNo ratings yet
- HyvaDocument2 pagesHyvaRudi SyamNo ratings yet
- G1 - Ferolin - Mary Lourdes - P3Document3 pagesG1 - Ferolin - Mary Lourdes - P3Mary Lourdes FerolinNo ratings yet
- MR Annan HostelDocument3 pagesMR Annan Hostellucio444No ratings yet
- Whirlpool ADG 689-2 IX Installation InstructionsDocument20 pagesWhirlpool ADG 689-2 IX Installation InstructionsKyriakos AnagnostouNo ratings yet
- Crack WidthDocument1 pageCrack WidthsunilaanserNo ratings yet
- Profile 3M: Optibelt OMEGA Linear 3M 15Document1 pageProfile 3M: Optibelt OMEGA Linear 3M 15vietkhamNo ratings yet
- Pile Cap 2Document1 pagePile Cap 2Eury AmethystNo ratings yet
- 4 BDocument1 page4 BThabsile Mbhele KamaNgcolosiNo ratings yet
- 2F Beam DesignDocument217 pages2F Beam DesignCyndrille John BragatNo ratings yet
- Krojna Tasky 26 2Document1 pageKrojna Tasky 26 2Lana ŠpoljarićNo ratings yet
- Arch MBR STR p17 1.5.aDocument2 pagesArch MBR STR p17 1.5.aa.tarshanNo ratings yet
- Art Thes 2000: - EasosDocument2 pagesArt Thes 2000: - Easosccjgwn79rhNo ratings yet
- Toothbrush HolderDocument2 pagesToothbrush Holdermoro romoNo ratings yet
- Excel Sheet BeamDocument2 pagesExcel Sheet BeamSalahNo ratings yet
- Perodua Kenari BrochureDocument2 pagesPerodua Kenari BrochureMeor Amri100% (3)
- Hyva CylinderDocument2 pagesHyva CylinderDinifaanNo ratings yet
- 4.2 Design of T-Beams - Part 2Document10 pages4.2 Design of T-Beams - Part 2Justine PredillaNo ratings yet
- F83SJ16 (PN16) Single Sphere Rubber Flexible Joint (LR)Document2 pagesF83SJ16 (PN16) Single Sphere Rubber Flexible Joint (LR)hazimNo ratings yet
- Vdocuments - MX Moment Connection Beam Column Is Bs Section For Is800xlsDocument27 pagesVdocuments - MX Moment Connection Beam Column Is Bs Section For Is800xlsDhimant ParmarNo ratings yet
- Holding Down Bolt Design SteetDocument18 pagesHolding Down Bolt Design SteetRanjit S KashyapNo ratings yet
- LAYOUT - Maisha Binta Murad 2011071642Document2 pagesLAYOUT - Maisha Binta Murad 2011071642mujtaba_ahsanNo ratings yet
- Assignment 1 PDFDocument1 pageAssignment 1 PDFBilal ZaheerNo ratings yet
- SS - LayoutDocument3 pagesSS - Layoutmohamed salehNo ratings yet
- Assignment 1 (Stress and Strain) (CLO-1, P4, C5) : Q1: Determine Complete State of Stress For The Given ElementsDocument1 pageAssignment 1 (Stress and Strain) (CLO-1, P4, C5) : Q1: Determine Complete State of Stress For The Given ElementsBilal ZaheerNo ratings yet
- Dywidag: Calculation of Tendon ElongationDocument1 pageDywidag: Calculation of Tendon ElongationwirawanwillyNo ratings yet
- Hyva ЦилиндрDocument2 pagesHyva ЦилиндрСергей ГоровойNo ratings yet
- Silownik Hydrauliczny Teleskopowy Hyva 71505404 fc149 4 05180 070a k0343 KH KipperDocument2 pagesSilownik Hydrauliczny Teleskopowy Hyva 71505404 fc149 4 05180 070a k0343 KH Kipperseptian wahyu widodoNo ratings yet
- Generator Seal Oil System-X9000067EDocument24 pagesGenerator Seal Oil System-X9000067EOry'sSebayang100% (2)
- Accumulator IncDocument58 pagesAccumulator IncEduardo Cramer100% (1)
- S7 Mid-Year Test AnswersDocument3 pagesS7 Mid-Year Test AnswersShweta Bhasker.No ratings yet
- Gen-Ed-Pre BoardDocument10 pagesGen-Ed-Pre BoardJamie anne AbreaNo ratings yet
- Electricity Power Theft Detection Using PDFDocument44 pagesElectricity Power Theft Detection Using PDFEboh BenjaminNo ratings yet
- Physics 430: Lecture 15 Lagrange's Equations: Dale E. GaryDocument16 pagesPhysics 430: Lecture 15 Lagrange's Equations: Dale E. GaryfaniNo ratings yet
- B 1 1 PurePowerEngineFamily SpecsChartDocument9 pagesB 1 1 PurePowerEngineFamily SpecsChartasp9924100% (1)
- Hydraulic SymbolsDocument7 pagesHydraulic SymbolsSENANAYAKE S.H.RNo ratings yet
- Part 3 - Annexures - CPT Capital InvestDocument61 pagesPart 3 - Annexures - CPT Capital InvestSustainable Neighbourhoods NetworkNo ratings yet
- Activity Sheet in PhotosynthesisDocument3 pagesActivity Sheet in PhotosynthesisKenneth Roy BalangueNo ratings yet
- CS-1620-2020 Service Manual Rev6Document235 pagesCS-1620-2020 Service Manual Rev6bmorrissNo ratings yet
- Book 2Document39 pagesBook 2VigneshNo ratings yet
- Canadian Solar Datasheet CS6P P 270enDocument2 pagesCanadian Solar Datasheet CS6P P 270enDanny Ricce EnriqueNo ratings yet
- SANS 10313:2010 & IEC 62305 Part 2 & 3 Explained: Session TwoDocument12 pagesSANS 10313:2010 & IEC 62305 Part 2 & 3 Explained: Session Twojosethompson100% (2)
- Transient Stability Analysis of The IEEE 14-Bus Electric Power System PDFDocument10 pagesTransient Stability Analysis of The IEEE 14-Bus Electric Power System PDFc_h_v_k_rNo ratings yet
- MotionGoo-DM542T Stepper Motor DriverDocument12 pagesMotionGoo-DM542T Stepper Motor DriverMake RownNo ratings yet
- Third Periodical ExaminationDocument2 pagesThird Periodical ExaminationGian ArrozaNo ratings yet
- C7.1-De220e0 200kvaDocument8 pagesC7.1-De220e0 200kvaMudhafar SadiqNo ratings yet
- EasyPact CVS - LV510331Document6 pagesEasyPact CVS - LV510331SoulNo ratings yet
- Globalcap EuropgapDocument26 pagesGlobalcap Europgapgustavo5No ratings yet
- Dual Fuel System For DG SetDocument16 pagesDual Fuel System For DG SetSumit GuptaNo ratings yet
- T424TS040XPK AshcroftDocument6 pagesT424TS040XPK AshcroftTaQuangDucNo ratings yet
- Hybrid Excavator Structure & FunctionDocument49 pagesHybrid Excavator Structure & Functiontransjakarta0123No ratings yet
- Formal Interpretations 2019Document18 pagesFormal Interpretations 2019sgttomasNo ratings yet
- V 0031 6Document6 pagesV 0031 6vixentdNo ratings yet
- Muh-Ga25 (35) VB SM PDFDocument36 pagesMuh-Ga25 (35) VB SM PDFGoguredNo ratings yet
- Furnace ATT by R K JainDocument9 pagesFurnace ATT by R K JainRajeevAgrawal67% (3)
- Pompa Dari Embung Ke Bak Sirkulasi / Penjernih: ContentsDocument11 pagesPompa Dari Embung Ke Bak Sirkulasi / Penjernih: ContentsewamihawkNo ratings yet