Download as pdf or txt
You might also like
- Mazatrol Fusion 640MT-Pro - Integrex-100 400MkIII SeriesDocument122 pagesMazatrol Fusion 640MT-Pro - Integrex-100 400MkIII SeriesNikola Čegec100% (1)
- MSL Compressor Msf-300n Rev.03 EngDocument36 pagesMSL Compressor Msf-300n Rev.03 EngMatthew100% (1)
- PocketBook Demag ENGDocument73 pagesPocketBook Demag ENGSolomon Bogdan-Daniel100% (2)
- Manual Book Mesin HDPE SHD 315 PDFDocument22 pagesManual Book Mesin HDPE SHD 315 PDFYuwantoniAl100% (1)
- M-T 5 in 1 OCA Vacuum Laminating Machine Instruction ManualDocument10 pagesM-T 5 in 1 OCA Vacuum Laminating Machine Instruction ManualXicart Global Cell Phone Repair Parts and Machines Wholesale Online StoreNo ratings yet
- Gordak 952Document7 pagesGordak 952karimirad karimirad100% (1)
- Kubota B1700 - B2100 - B2400 Tractor Workshop Manual PDFDocument233 pagesKubota B1700 - B2100 - B2400 Tractor Workshop Manual PDFSyah Roni100% (2)
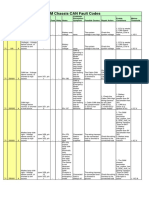
- 1623 - SAM Chassis Fault Codes 6.0Document26 pages1623 - SAM Chassis Fault Codes 6.0Ricardo Moreno ColochoNo ratings yet
- Types of CableDocument12 pagesTypes of CableIndraNo ratings yet
- Operation Inst MachineDocument22 pagesOperation Inst MachineSachin SampatNo ratings yet
- Chiller Instruction ManualDocument27 pagesChiller Instruction ManualAcab AimiNo ratings yet
- Sip 550a SPMDocument58 pagesSip 550a SPMplvg2009No ratings yet
- Manual Book KL 300 YDocument27 pagesManual Book KL 300 YPratamaAndiNo ratings yet
- 2-Inch LW Plug Valve BroDocument12 pages2-Inch LW Plug Valve BroJavier Araque100% (1)
- Nex30-2elm Japanese Manul PDFDocument431 pagesNex30-2elm Japanese Manul PDFRick ChenNo ratings yet
- Catalog: WPJ5 bottle warming machine 温瓶机Document19 pagesCatalog: WPJ5 bottle warming machine 温瓶机CoteneanuIonutNo ratings yet
- Manual VREL Valve - Sentry PDFDocument12 pagesManual VREL Valve - Sentry PDFMarcoGomesNo ratings yet
- 2021-Ajce Manual & Parts List (Mini & Small Range) (13587)Document81 pages2021-Ajce Manual & Parts List (Mini & Small Range) (13587)Alex TurturicaNo ratings yet
- Sight Glass InstallationDocument20 pagesSight Glass InstallationRendy MulyadiNo ratings yet
- Q&M GeneralDocument0 pagesQ&M GeneralPhu NguyenNo ratings yet
- 209322824-Msf-300-Air-Compressor 2Document36 pages209322824-Msf-300-Air-Compressor 2Ihsan Daniela SadıkoğluNo ratings yet
- Brake Position Determination System's User Guide: SMC CorporationDocument53 pagesBrake Position Determination System's User Guide: SMC CorporationDiego DuranNo ratings yet
- Tori Tori Tori Tori Tori Manipulação Manipulação Manipulação Manipulação Manipulação Teoria Teoria Teoria Teoria Teoria Mi Mi Mi Mi MiDocument28 pagesTori Tori Tori Tori Tori Manipulação Manipulação Manipulação Manipulação Manipulação Teoria Teoria Teoria Teoria Teoria Mi Mi Mi Mi MiBruno rocha dos santosNo ratings yet
- HM and HM34 Inverted Bucket Steam TrapsDocument12 pagesHM and HM34 Inverted Bucket Steam TrapsJuan ZamoraNo ratings yet
- Manual 121103 Imcl-2000p Ice Lolly MachineDocument22 pagesManual 121103 Imcl-2000p Ice Lolly Machinechaudharya9800No ratings yet
- VHS30-03B - Valvula de Segurança Manual Serie Vhs-A-B - SMCDocument16 pagesVHS30-03B - Valvula de Segurança Manual Serie Vhs-A-B - SMCRafael EspositoNo ratings yet
- Amercoat 56E: Polyamide Epoxy Product Data/ Application InstructionsDocument4 pagesAmercoat 56E: Polyamide Epoxy Product Data/ Application InstructionsTony KhouryNo ratings yet
- SE250SM-Ce (1) - User ManualDocument10 pagesSE250SM-Ce (1) - User ManualJoão Francisco MontanhaniNo ratings yet
- FLG5 ManualDocument8 pagesFLG5 Manualasdfghjkl234No ratings yet
- Ras-25 - 35FH5 Rac25-35yh5Document95 pagesRas-25 - 35FH5 Rac25-35yh5masinemaNo ratings yet
- Storage Recs Anim 03114pvDocument16 pagesStorage Recs Anim 03114pvnareshvkkd100% (1)
- Manual - Belt Air Compressor Series - ENDocument26 pagesManual - Belt Air Compressor Series - ENknjigebook1 knjigebook1No ratings yet
- Manual Book EE-4408Document34 pagesManual Book EE-4408umar syarifudinNo ratings yet
- Blister Pack - UpdatedDocument2 pagesBlister Pack - UpdatedVaidyanathan Kesavan100% (1)
- Dough RollerDocument6 pagesDough RollerBrenda-Lee Eugenio MalanaNo ratings yet
- SND Spray Nozzle Desuperheater-Installation Maintenance ManualDocument16 pagesSND Spray Nozzle Desuperheater-Installation Maintenance ManualShameer Majeed100% (1)
- Hitachi Manual RAS - RAC-18-25YH6Document95 pagesHitachi Manual RAS - RAC-18-25YH6Yashika Arora100% (3)
- Cabinas de Flujo Laminar Manual de OperacionDocument12 pagesCabinas de Flujo Laminar Manual de OperacionmatallanaparedesNo ratings yet
- NS 18-115engDocument21 pagesNS 18-115engOTO TAKNo ratings yet
- Manual de Operacion Eq TermofusionDocument50 pagesManual de Operacion Eq Termofusioncesar diaz plasenciaNo ratings yet
- Pressure Gauge: Product NameDocument11 pagesPressure Gauge: Product NameLinh LyNo ratings yet
- Manual RS9856F Brochure Desenllantadora OtrDocument34 pagesManual RS9856F Brochure Desenllantadora OtrJH Miguel AngelNo ratings yet
- Worcester Large 3-Piece Cryogenic Valves: Installation, Operating & Maintenance InstructionsDocument14 pagesWorcester Large 3-Piece Cryogenic Valves: Installation, Operating & Maintenance Instructionsافضح الكوارثNo ratings yet
- Emission Containment Seal: ForewordDocument8 pagesEmission Containment Seal: ForewordAnonymous 4MwmDaNbNo ratings yet
- Hematocrit-Manual Ifuge HCT NeuationDocument24 pagesHematocrit-Manual Ifuge HCT NeuationYanira RosasNo ratings yet
- Diaphragm Valve Type 72: Installation, Operation and Maintenance ManualDocument17 pagesDiaphragm Valve Type 72: Installation, Operation and Maintenance Manualshinchan1112No ratings yet
- OM ARxK-B OMT0015EN PDFDocument18 pagesOM ARxK-B OMT0015EN PDFcycypacoNo ratings yet
- (Original Instructions) : 4990627003 September 2013Document18 pages(Original Instructions) : 4990627003 September 2013flNo ratings yet
- AZ-Operating Instructions - ENDocument4 pagesAZ-Operating Instructions - ENborodichNo ratings yet
- Mooney Flowgrid Slam Shut 1 Inch Valve: GE Oil & GasDocument12 pagesMooney Flowgrid Slam Shut 1 Inch Valve: GE Oil & GasCarlos TarquinoNo ratings yet
- Manual 803, 1003, 1103, 1303Document68 pagesManual 803, 1003, 1103, 1303Snehasis DespandeNo ratings yet
- Om+pm P185wir Xp185wirDocument119 pagesOm+pm P185wir Xp185wirRocco SozeNo ratings yet
- Air CompressorDocument36 pagesAir CompressorHary SasmayaNo ratings yet
- AM1 R5 EngDocument35 pagesAM1 R5 EngChafik WeslatiNo ratings yet
- Fluidrain: Installation & Maintenance InstructionsDocument12 pagesFluidrain: Installation & Maintenance InstructionsAlejandro LamuedraNo ratings yet
- MANUAL - PUZeN e - EN - 170202Document56 pagesMANUAL - PUZeN e - EN - 170202Mark Louie GuintoNo ratings yet
- JC 2648 Seal IOM Manual PDFDocument4 pagesJC 2648 Seal IOM Manual PDFRené Mora-CasalNo ratings yet
- WHD250 Worldpoly Operation ManualDocument34 pagesWHD250 Worldpoly Operation ManualalejandroNo ratings yet
- Sopladores Urai Manual PDFDocument28 pagesSopladores Urai Manual PDFJohanna RojasNo ratings yet
- VG52A Manual OperatorDocument46 pagesVG52A Manual OperatorIsmael PalaciosNo ratings yet
- Piston Valves UmDocument13 pagesPiston Valves UmAbhishek VermaNo ratings yet
- Butt Fusion Welding Machine Operation Manual: Pdf 文件使用 "Pdffactory Pro" 试用版本创建Document18 pagesButt Fusion Welding Machine Operation Manual: Pdf 文件使用 "Pdffactory Pro" 试用版本创建Lauren BowenNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- IEC StandardsDocument5 pagesIEC StandardsPrasadNo ratings yet
- Access Control IPAK-2Document63 pagesAccess Control IPAK-2Ajas NazarudeenNo ratings yet
- Types of Wires and SwitchboardsDocument15 pagesTypes of Wires and SwitchboardsB-05 ISHA PATELNo ratings yet
- Far2827 ImeDocument148 pagesFar2827 ImeFet TransistörNo ratings yet
- Konami PDFDocument108 pagesKonami PDFwillian eduardo santiago cardenasNo ratings yet
- Different Standard in Railway ApplicationDocument13 pagesDifferent Standard in Railway ApplicationAmit GiriNo ratings yet
- Underground Inspection ChecklistDocument1 pageUnderground Inspection ChecklistPraveenNo ratings yet
- SECTION 16481 Motor Control PanelboardsDocument4 pagesSECTION 16481 Motor Control Panelboardsno nameNo ratings yet
- Weldon 7000 - Instructions PDFDocument8 pagesWeldon 7000 - Instructions PDFMenéndez UzielNo ratings yet
- Brosur Flexible CableDocument5 pagesBrosur Flexible CableNur Cholis HadiNo ratings yet
- Configurable Multi Input Multi Set PointDocument20 pagesConfigurable Multi Input Multi Set PointManuel FuentesNo ratings yet
- Curtis Compressor Challenge Air PDFDocument44 pagesCurtis Compressor Challenge Air PDFSamy SamyNo ratings yet
- BNBC 2006 - Part - 04NDocument71 pagesBNBC 2006 - Part - 04Narif24ceNo ratings yet
- Installation Manual MSP DUCT - SLIM DUCT PDFDocument31 pagesInstallation Manual MSP DUCT - SLIM DUCT PDFutaiuliancatalinNo ratings yet
- Step7 - FM354Document364 pagesStep7 - FM354Sam eagle goodNo ratings yet
- (H) HornDocument4 pages(H) HornJosé Miguel GonzálezNo ratings yet
- MI-1000 MI-1200 Microinverter User Manual-REV2.1 PDFDocument23 pagesMI-1000 MI-1200 Microinverter User Manual-REV2.1 PDFTriquentaNo ratings yet
- Eurotherm 605 Drive ManualDocument222 pagesEurotherm 605 Drive Manualodnanref00No ratings yet
- E02-E01 (IEC) Rev 3 Sep 2015 (A) Power System and Equip. Design CalDocument23 pagesE02-E01 (IEC) Rev 3 Sep 2015 (A) Power System and Equip. Design CalSALMANNo ratings yet
- Digimon TFT Console English Rev1Document16 pagesDigimon TFT Console English Rev1Dario Fernando Flores CottoNo ratings yet
- Manual - Dust Collector and Bin VentDocument13 pagesManual - Dust Collector and Bin Ventfrankz89No ratings yet
- Installation and Start-Up Instructions: ZONECC3Z (AC/HP) 01Document12 pagesInstallation and Start-Up Instructions: ZONECC3Z (AC/HP) 01Renan GonzalezNo ratings yet
- Electrical Inspection ProcedureDocument21 pagesElectrical Inspection ProcedurebernardNo ratings yet
- 1 PDFsam 1 PDFsam Qdoc - Tips Mac-Puarsa-MrlDocument1 page1 PDFsam 1 PDFsam Qdoc - Tips Mac-Puarsa-MrlamcneelaNo ratings yet
- Controllogix DC Digital I/O Modules: Installation InstructionsDocument12 pagesControllogix DC Digital I/O Modules: Installation InstructionsJulio Cesar Guiñez BozaNo ratings yet
- ARNJE Rosales - EditedDocument18 pagesARNJE Rosales - EditedDarwinNo ratings yet
- Catalog Insulation Monitoring VigilhomDocument63 pagesCatalog Insulation Monitoring VigilhomMichael Gay100% (1)