Download as docx, pdf, or txt
You might also like
- Cutting ToolsDocument25 pagesCutting ToolsjaiswalsiddharthNo ratings yet
- FEA Advantegde 3DDocument5 pagesFEA Advantegde 3DRaheel AdeelNo ratings yet
- Simulation and Optimization of Metal Forming ProcessesDocument27 pagesSimulation and Optimization of Metal Forming ProcessesTamer HagasNo ratings yet
- Metallic Additive ManufacturingDocument61 pagesMetallic Additive Manufacturingashok gadewalNo ratings yet
- Prediction of Surface Roughness in Wire Electric Discharge Machining (WEDM) Process Based On Response Surface MethodologyDocument12 pagesPrediction of Surface Roughness in Wire Electric Discharge Machining (WEDM) Process Based On Response Surface MethodologyLaxmikant SahuNo ratings yet
- Flender Engineering Book Pages OffsetDocument139 pagesFlender Engineering Book Pages Offsetjimsmith101No ratings yet
- Machining of Shape Memory Alloys by Using WEDMDocument5 pagesMachining of Shape Memory Alloys by Using WEDMIJIRSTNo ratings yet
- Force and Wear Analysis of PVD Coated Cutting Tool A Review Ijariie1112Document8 pagesForce and Wear Analysis of PVD Coated Cutting Tool A Review Ijariie1112ntsuandihNo ratings yet
- Effect of Process Parameters On The Surface Integrity of Micro-Holes of Ti6Al4V Obtained by Micro-EdmDocument8 pagesEffect of Process Parameters On The Surface Integrity of Micro-Holes of Ti6Al4V Obtained by Micro-EdmTJPRC PublicationsNo ratings yet
- 171 382 1 SM PDFDocument8 pages171 382 1 SM PDFsujayan2005No ratings yet
- Assessment of Surface Integrity of Ni Superalloy After Electrical-Discharge, Laser and Mechanical Micro-Drilling ProcessesDocument9 pagesAssessment of Surface Integrity of Ni Superalloy After Electrical-Discharge, Laser and Mechanical Micro-Drilling Processeskaniamudhan070No ratings yet
- 2022 - 1-S2.0-S2214860422006340-Main - Ti64 ReviewDocument30 pages2022 - 1-S2.0-S2214860422006340-Main - Ti64 ReviewÁlvaro Nieto CastroNo ratings yet
- Analyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Document11 pagesAnalyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Antonius Adi Hendra SaputraNo ratings yet
- Edm3 PDFDocument2 pagesEdm3 PDFAbhishek PandeyNo ratings yet
- L15 FrictionDocument45 pagesL15 FrictionNeha Narang VashisthNo ratings yet
- 4 The Selection of Process Parameters in Additive Manufacturing For Aerospace AlloysDocument18 pages4 The Selection of Process Parameters in Additive Manufacturing For Aerospace AlloysNghi Nguyen Nam DinhNo ratings yet
- Silicon NitrideDocument8 pagesSilicon NitrideVikas KharbNo ratings yet
- Experimental Investigation of Process Parameters in Orthogonal Machining of Ti6Al4V With Tic Coated PCBN Inserts - A Finite Element AnalysisDocument8 pagesExperimental Investigation of Process Parameters in Orthogonal Machining of Ti6Al4V With Tic Coated PCBN Inserts - A Finite Element AnalysisAzaath AzuNo ratings yet
- Application of Mechanical Surface Finishing Processes For Roughness Reduction and Fatigue Improvement of Additively Manufactured Ti-6Al-4V PartsDocument8 pagesApplication of Mechanical Surface Finishing Processes For Roughness Reduction and Fatigue Improvement of Additively Manufactured Ti-6Al-4V PartsPaul HealyNo ratings yet
- Matecconf Imanee2018Document6 pagesMatecconf Imanee2018Irina BesliuNo ratings yet
- Synopsis TH 2183 - 11610318Document13 pagesSynopsis TH 2183 - 11610318sai kumarNo ratings yet
- Twist DrillDocument10 pagesTwist DrillIAEME PublicationNo ratings yet
- Effect of WEDM Process Parameters On Surface Morphology of NitinolDocument14 pagesEffect of WEDM Process Parameters On Surface Morphology of NitinollarryNo ratings yet
- V4i2 Ijertv4is020814Document3 pagesV4i2 Ijertv4is020814hari0118No ratings yet
- SIEMENS - Ingenieria Mecanica 2012 08 - CENITEC 1Document141 pagesSIEMENS - Ingenieria Mecanica 2012 08 - CENITEC 1Nestor IglesiasNo ratings yet
- CIRP Annals - Manufacturing Technology: T. O Zel (2), M. Sima, A.K. Srivastava (3), B. KaftanogluDocument6 pagesCIRP Annals - Manufacturing Technology: T. O Zel (2), M. Sima, A.K. Srivastava (3), B. KaftanogluMZSHBNo ratings yet
- Modeling and Optimization of Wire-EDM Parameters For Machining of Ni Ti Shape Memory Alloy Using Hybrid Approach of Taguchi and NSGA-IIDocument15 pagesModeling and Optimization of Wire-EDM Parameters For Machining of Ni Ti Shape Memory Alloy Using Hybrid Approach of Taguchi and NSGA-IIlarryNo ratings yet
- Surface Treatment Selections For Automotive ApplicationsDocument7 pagesSurface Treatment Selections For Automotive ApplicationsSasiKumar PetchiappanNo ratings yet
- Effect of Electropolishing Profile Nickel-Titanium Rotary Instruments On Cyclic Fatigue Resistance, Torsional Resistance, and Cutting EfficiencyDocument4 pagesEffect of Electropolishing Profile Nickel-Titanium Rotary Instruments On Cyclic Fatigue Resistance, Torsional Resistance, and Cutting EfficiencyPatiiTéllezNo ratings yet
- Cutting Tool Technology: ME 482 - Manufacturing SystemsDocument25 pagesCutting Tool Technology: ME 482 - Manufacturing SystemsPrashant ChouhanNo ratings yet
- Numerical Simulation of Friction Stir Welding For Dissimilar Metal WeldingDocument5 pagesNumerical Simulation of Friction Stir Welding For Dissimilar Metal WeldingReza GhavamiNo ratings yet
- Cutting Tool Technology: ME 482 - Manufacturing SystemsDocument25 pagesCutting Tool Technology: ME 482 - Manufacturing SystemsRajesh VermaNo ratings yet
- B.D. Beake, J.F. Smith, A. Gray, G.S. Fox-Rabinovich, S.C. Veldhuis, J.L. EndrinoDocument9 pagesB.D. Beake, J.F. Smith, A. Gray, G.S. Fox-Rabinovich, S.C. Veldhuis, J.L. EndrinopriyabNo ratings yet
- Studying The Effect of Ignition Voltage (Ue) and Amperage (Ie) When Processing Hardened SKD 11 Materials On Wire Cut Electric Discharge Machining (WEDM)Document6 pagesStudying The Effect of Ignition Voltage (Ue) and Amperage (Ie) When Processing Hardened SKD 11 Materials On Wire Cut Electric Discharge Machining (WEDM)International Journal of Innovative Science and Research TechnologyNo ratings yet
- IPE-4102-Machine Tool SessionalDocument29 pagesIPE-4102-Machine Tool SessionalNafiz AlamNo ratings yet
- 10.1007@s11665 021 05656 WDocument10 pages10.1007@s11665 021 05656 WSenthilkumar NNo ratings yet
- 03 - Surface Roughness Analysis in Finishing End-Milling of Duplex Stainless Steel UNS S32205Document10 pages03 - Surface Roughness Analysis in Finishing End-Milling of Duplex Stainless Steel UNS S32205Gustavo Rocha de QueirozNo ratings yet
- EDM and USM of Hard Materials: K. P. Rajurkar University of Nebraska-Lincoln, USADocument85 pagesEDM and USM of Hard Materials: K. P. Rajurkar University of Nebraska-Lincoln, USAhasib_07No ratings yet
- OlDocument66 pagesOlcarlosfilipegomes3994No ratings yet
- PUBLISHPAPERIJISET V3 I11 03ImpactofPost-WeldHeatTreatmentPWHTontheHardnessandDocument12 pagesPUBLISHPAPERIJISET V3 I11 03ImpactofPost-WeldHeatTreatmentPWHTontheHardnessandYKAGARWALNo ratings yet
- Laser Assisted MachiningDocument32 pagesLaser Assisted MachiningShreyansh ShuklaNo ratings yet
- Cutting Tool Technology: ME 482 - Manufacturing SystemsDocument25 pagesCutting Tool Technology: ME 482 - Manufacturing Systemssrk_ukNo ratings yet
- Friction and Wear Properties of Thermo-Reactive DiffusionDocument8 pagesFriction and Wear Properties of Thermo-Reactive DiffusionMarco A Ramirez RNo ratings yet
- Research PaperDocument10 pagesResearch PaperNitha FredyNo ratings yet
- The in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium SheetsDocument8 pagesThe in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium Sheetskaliappan45490100% (1)
- Cutting Tool Technology: ME 482 - Manufacturing SystemsDocument25 pagesCutting Tool Technology: ME 482 - Manufacturing SystemsLeo RíosNo ratings yet
- A Comparison of Fatigue Strength Sensitivity To Defects - 2017 - International JDocument14 pagesA Comparison of Fatigue Strength Sensitivity To Defects - 2017 - International JLucas CaraffiniNo ratings yet
- Finite Element Modeling For Simulation of A Rectangular Tank With An Integral Flange For Automotive ApplicationDocument10 pagesFinite Element Modeling For Simulation of A Rectangular Tank With An Integral Flange For Automotive Applicationsunhell1611No ratings yet
- Roll Cage: Table 1: Material SpecificationsDocument2 pagesRoll Cage: Table 1: Material SpecificationsDevang KangadNo ratings yet
- VJTI Presentation DR PawadeDocument67 pagesVJTI Presentation DR PawadeDIPAK VINAYAK SHIRBHATENo ratings yet
- 420SS Johnson - Cook - ConstantsDocument8 pages420SS Johnson - Cook - ConstantsKrishnaDuttPandeyKdpNo ratings yet
- Sadeq 2020 IOP Conf. Ser. - Mater. Sci. Eng. 671 012161Document10 pagesSadeq 2020 IOP Conf. Ser. - Mater. Sci. Eng. 671 012161Krisna SuarnaNo ratings yet
- Hard Machining Performance of PVD AlCrN Coated Al2O3TiCN Ceramicinserts As A Function of Thinfilm ThicknessDocument16 pagesHard Machining Performance of PVD AlCrN Coated Al2O3TiCN Ceramicinserts As A Function of Thinfilm ThicknessLuca Watanabe ReolonNo ratings yet
- Metallurgical Alterations in The Surface of Steel Cavities Machined by EDMDocument8 pagesMetallurgical Alterations in The Surface of Steel Cavities Machined by EDMDeak Ferenc-JozsefNo ratings yet
- Jeas 0710 357Document12 pagesJeas 0710 357Hemantha Kumar RNo ratings yet
- Metal Matrix Composites: A Modern Approach to ManufacturingFrom EverandMetal Matrix Composites: A Modern Approach to ManufacturingNo ratings yet
- Dynamic Damage and FragmentationFrom EverandDynamic Damage and FragmentationDavid Edward LambertNo ratings yet
- Advanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIIFrom EverandAdvanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIITatsuki OhjiNo ratings yet
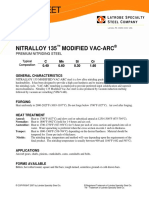
- Nitralloy 135Document2 pagesNitralloy 135srinivas raghavanNo ratings yet
- Batch Annealing Model For Cold Rolled Coils and Its ApplicationDocument8 pagesBatch Annealing Model For Cold Rolled Coils and Its ApplicationmirellespindolaNo ratings yet
- Dec50143 - Topic 2 - Ic Fabrication ProcessDocument139 pagesDec50143 - Topic 2 - Ic Fabrication ProcessNot GamingNo ratings yet
- Catalogue of CCS Zhenglan ChinaDocument14 pagesCatalogue of CCS Zhenglan ChinagestordecomprasNo ratings yet
- Heat Treatment Proposal (Group #2)Document5 pagesHeat Treatment Proposal (Group #2)Emilio E Mayorga TapiaNo ratings yet
- Šalej Lah 2019 Smart Mater. Struct. 28 065014Document11 pagesŠalej Lah 2019 Smart Mater. Struct. 28 065014aqsa imranNo ratings yet
- MCQ'S Material PhysicsDocument8 pagesMCQ'S Material PhysicsLaiba IqbalNo ratings yet
- SB-425 - ASME BPVC 2021 Sección II Part BDocument8 pagesSB-425 - ASME BPVC 2021 Sección II Part BMohammad TaherNo ratings yet
- Data Sheet-Cable-24.12.21Document22 pagesData Sheet-Cable-24.12.21YASHASHWYNo ratings yet
- 6.product Tech Slide PresentationDocument158 pages6.product Tech Slide PresentationHadi MuchlisNo ratings yet
- Astm A 941 - A941m - 2018Document8 pagesAstm A 941 - A941m - 2018Vigneshwaran RNo ratings yet
- Physical Metallurgy of High Manganese STDocument214 pagesPhysical Metallurgy of High Manganese STmankari.kamal.1802296350% (2)
- ME3392 QB 03 - by LearnEngineering - inDocument20 pagesME3392 QB 03 - by LearnEngineering - insanjay udhayaNo ratings yet
- Instructions en 2021Document25 pagesInstructions en 2021ВадимNo ratings yet
- Wa0000.Document14 pagesWa0000.Shubham GhoshNo ratings yet
- Commercial Bronze Strip For Bullet JacketsDocument6 pagesCommercial Bronze Strip For Bullet JacketsmithileshNo ratings yet
- La Metalografia A ColorDocument81 pagesLa Metalografia A ColorLENDNo ratings yet
- Heat Treatment of Plain Carbon SteelDocument12 pagesHeat Treatment of Plain Carbon Steelweda walata heduwaNo ratings yet
- Iso 683-18-2014Document64 pagesIso 683-18-2014Amit TiwariNo ratings yet
- Datasheet For Steel Grades Carbon Steel Swrch6ADocument3 pagesDatasheet For Steel Grades Carbon Steel Swrch6AzaxaxazNo ratings yet
- Compare D2 and D3Document2 pagesCompare D2 and D3GANESH100% (1)
- 01 - Fundamentals of MetalworkingDocument54 pages01 - Fundamentals of MetalworkingJabbar AljanabyNo ratings yet
- 18me34 MSDocument173 pages18me34 MSArjun AjoozNo ratings yet
- Ametek Land Solonet Brochure enDocument8 pagesAmetek Land Solonet Brochure enJeneshNo ratings yet
- Part2 Heat Treatment of SteelDocument57 pagesPart2 Heat Treatment of SteelAhmed awwadNo ratings yet
- Textbook Ebook Wire Technology Second Edition Process Engineering and Metallurgy Roger N Wright All Chapter PDFDocument43 pagesTextbook Ebook Wire Technology Second Edition Process Engineering and Metallurgy Roger N Wright All Chapter PDFgerald.estrada537100% (8)
- Effect of Heat Treatment On The Performance of 30MnB4 Steel For Being Used As Grade 10.9 BoltDocument6 pagesEffect of Heat Treatment On The Performance of 30MnB4 Steel For Being Used As Grade 10.9 Boltkim983124No ratings yet
- Yg-1 Combo Tap Yu Ct21Document24 pagesYg-1 Combo Tap Yu Ct21Nurul AtikahNo ratings yet
- Heat Treatment Training ManualDocument118 pagesHeat Treatment Training ManualPravin VisputeNo ratings yet
- The Influence of Microstructural Characteristics On Yield Point ElongationDocument9 pagesThe Influence of Microstructural Characteristics On Yield Point Elongationle hoangNo ratings yet