
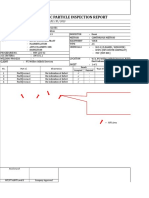
A0146908 Matrix Ve Ut Insp Yellow Dehydrator 16oct2012
A0146908 Matrix Ve Ut Insp Yellow Dehydrator 16oct2012
You might also like
- Boiler Operator Study Guide PDFDocument29 pagesBoiler Operator Study Guide PDFDoDuyBac100% (3)
- Ir - L1904-32 17apr19-Mt (Sfjt-E)Document5 pagesIr - L1904-32 17apr19-Mt (Sfjt-E)Alleyson Akin100% (1)
- Marine Power Plants PDFDocument55 pagesMarine Power Plants PDFaleksandar_djordjic100% (7)
- Design of A Waste Heat BoilerDocument43 pagesDesign of A Waste Heat BoilerPius100% (3)
- MT-Lifting LugDocument4 pagesMT-Lifting Lugiksan_adityoNo ratings yet
- Gom STP Ins Pid 01013 1Document30 pagesGom STP Ins Pid 01013 1Nikhil PatilNo ratings yet
- BC MT 1688-0000Document84 pagesBC MT 1688-0000Tuấn ĐậuNo ratings yet
- REPORT-MT 21.10.2022 (Test)Document2 pagesREPORT-MT 21.10.2022 (Test)Nhien ManNo ratings yet
- REPORT-MT 21.10.2022 (Test)Document2 pagesREPORT-MT 21.10.2022 (Test)Nhien ManNo ratings yet
- Gpti Qicl 032Document2 pagesGpti Qicl 032uselessinstaid52No ratings yet
- ITP FORMAT - PSV Modified FormateDocument1 pageITP FORMAT - PSV Modified Formatemurthy challapalliNo ratings yet
- Daily Lrut Report: Lrut Instrument Lrut Probe TechniqueDocument1 pageDaily Lrut Report: Lrut Instrument Lrut Probe TechniqueSang Nguyen QuangNo ratings yet
- Inspection Report: Ret-3 Enf # 54Document23 pagesInspection Report: Ret-3 Enf # 54nabi.elmansourNo ratings yet
- Penetrant Test Report: PT DegremontDocument14 pagesPenetrant Test Report: PT DegremontMuhammad Fitransyah Syamsuar PutraNo ratings yet
- IVR-HAL-ONGC-L&T-CBE-003-Dt 25-11 - 019Document6 pagesIVR-HAL-ONGC-L&T-CBE-003-Dt 25-11 - 019Harish GundaNo ratings yet
- Tmu-1105 Job Card Ta-2019Document20 pagesTmu-1105 Job Card Ta-2019Anonymous YRyGcKPNo ratings yet
- Elbow 0,5-3000 NPT - OKDocument1 pageElbow 0,5-3000 NPT - OKJovianto PrisilaNo ratings yet
- Magnetic Examination Report: International Inspection Services L.L.CDocument1 pageMagnetic Examination Report: International Inspection Services L.L.CAzhar AhmadNo ratings yet
- Radiographic Testing Report: Project: ClientDocument8 pagesRadiographic Testing Report: Project: ClientĐăng ĐàoNo ratings yet
- Checklist SkkpiDocument27 pagesChecklist SkkpiarisNo ratings yet
- Alfanar Co.: Site Test Report Ng-Sa Name of Substation: Dammam Housing 115/13.8KV Substation # 3Document2 pagesAlfanar Co.: Site Test Report Ng-Sa Name of Substation: Dammam Housing 115/13.8KV Substation # 3jayabalNo ratings yet
- Data Sheet Centrifugal Pump ASME B73.1 B73.2: CUS TOM LOG ODocument4 pagesData Sheet Centrifugal Pump ASME B73.1 B73.2: CUS TOM LOG Ogabriel riveroNo ratings yet
- Pressure Test ReportDocument1 pagePressure Test ReportKarthikNo ratings yet
- Result of Inspection: ConclusionDocument5 pagesResult of Inspection: ConclusionBayu Aringga putraNo ratings yet
- MT02Document1 pageMT02اسران احمدNo ratings yet
- Gpti Qicl J931 Mut 041Document3 pagesGpti Qicl J931 Mut 041uselessinstaid52No ratings yet
- Test Report CT Supervision Relay MVTP31 End Client: Sec-EoaDocument2 pagesTest Report CT Supervision Relay MVTP31 End Client: Sec-EoaHumayun Ahsan100% (1)
- 60-0 75ga8Document4 pages60-0 75ga8EsakkirajaNo ratings yet
- Ni 23110018 CRV 03 R0Document3 pagesNi 23110018 CRV 03 R0Umer KhanNo ratings yet
- Installation of Padeyes Ad Load Test: Front CoverDocument40 pagesInstallation of Padeyes Ad Load Test: Front CoverAhmedA.HassanNo ratings yet
- IRM3427 Ensco Ensco5002 Installation of Padeyes Ad Load TestDocument40 pagesIRM3427 Ensco Ensco5002 Installation of Padeyes Ad Load TestAfzaalUmairNo ratings yet
- PR RepairDocument1 pagePR Repairaxis inspection solutionsNo ratings yet
- Document Control Revision History: TUL-ENF-05Document2 pagesDocument Control Revision History: TUL-ENF-05yoselin Ayala RamosNo ratings yet
- Gpti Qicl J931 Mut 002Document2 pagesGpti Qicl J931 Mut 002uselessinstaid52No ratings yet
- LT 2021-6847 (Equipment Inspection Report - Crane & Lifting Devices)Document4 pagesLT 2021-6847 (Equipment Inspection Report - Crane & Lifting Devices)michaelNo ratings yet
- WPS PQR FormulirDocument2 pagesWPS PQR FormulirAZaiNo ratings yet
- GI-PSV-ADM-3A - Air Dryer M-3ADocument1 pageGI-PSV-ADM-3A - Air Dryer M-3Azachari.alamsyahNo ratings yet
- Paut Inspection Report: Client Rfi NoDocument6 pagesPaut Inspection Report: Client Rfi NoThiru Maran MasterscanNo ratings yet
- 16 MVTPDocument3 pages16 MVTPjayabalNo ratings yet
- Paut Inspection Report: Client Rfi NoDocument6 pagesPaut Inspection Report: Client Rfi NoThiru Maran MasterscanNo ratings yet
- Endira: Site Acceptance Test 17SAT-CB-002 HV-Circuit Breaker 1Document1 pageEndira: Site Acceptance Test 17SAT-CB-002 HV-Circuit Breaker 1Bravery DamanikNo ratings yet
- 1.2020-030-Valve and Fittings TracDocument1 page1.2020-030-Valve and Fittings TracvinuNo ratings yet
- Feuille Des Donnees Cables F&G: ProjetDocument6 pagesFeuille Des Donnees Cables F&G: ProjetAshraf Ammar100% (1)
- MPI Report SWL 5 Ton BoxDocument2 pagesMPI Report SWL 5 Ton BoxYusuf bagewadiNo ratings yet
- PE-D-ROPJD124227004-IN-DAS-003-02-E - Flow Counter - DatasheetsDocument2 pagesPE-D-ROPJD124227004-IN-DAS-003-02-E - Flow Counter - Datasheetstravel for photoNo ratings yet
- 1811 611 RC 0 B PDFDocument277 pages1811 611 RC 0 B PDFTrịnh Quốc TuyếnNo ratings yet
- 4-Lembar Pengesahan PengujiDocument163 pages4-Lembar Pengesahan PengujiNico Achmad ZulviansyahNo ratings yet
- Elbow 3 S80 180D SRDocument1 pageElbow 3 S80 180D SRJovianto PrisilaNo ratings yet
- Mpi Report With Uv Trdi1 Spacer Can New1Document2 pagesMpi Report With Uv Trdi1 Spacer Can New1Khalil ChabbouhNo ratings yet
- Doosan Power Systems Indai PVT Limited: System CalibrationDocument3 pagesDoosan Power Systems Indai PVT Limited: System CalibrationBalkishan DyavanapellyNo ratings yet
- Padle Blank 16-900 RTJDocument1 pagePadle Blank 16-900 RTJJovianto PrisilaNo ratings yet
- Paut Inspection Report: Client Rfi NoDocument7 pagesPaut Inspection Report: Client Rfi NoThiru Maran MasterscanNo ratings yet
- 75914199-2 - Fu-10-Pad - Eyes-Mpi, 20-May-2024Document1 page75914199-2 - Fu-10-Pad - Eyes-Mpi, 20-May-2024Mohamed El-SawahNo ratings yet
- Gpti Qicl J931 Mut 019Document3 pagesGpti Qicl J931 Mut 019uselessinstaid52No ratings yet
- Paut Inspection Report: Client Rfi NoDocument7 pagesPaut Inspection Report: Client Rfi NoThiru Maran MasterscanNo ratings yet
- Gpti Qicl J931 Mut 004Document3 pagesGpti Qicl J931 Mut 004uselessinstaid52No ratings yet
- Site Test Report Ng-Sa Name of Substation: Al-Tawdihiyah 132/33KV SubstationDocument7 pagesSite Test Report Ng-Sa Name of Substation: Al-Tawdihiyah 132/33KV SubstationSyed Abbas100% (1)
- Non Destructive Testing: As Recieve Final Solvent Cleaning Others Black Ink Fluorescent RepairDocument3 pagesNon Destructive Testing: As Recieve Final Solvent Cleaning Others Black Ink Fluorescent RepairAkhmad RamdaniNo ratings yet
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocument2 pagesInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinNo ratings yet
- NFI-015-UT Crosscheck 15-12-2018Document1 pageNFI-015-UT Crosscheck 15-12-2018THI SEN NGUYENNo ratings yet
- Electronic Automotive Transmission Troubleshooter Nissan-Infinity VehiclesFrom EverandElectronic Automotive Transmission Troubleshooter Nissan-Infinity VehiclesNo ratings yet
- Beauty & Grooming DocumentsDocument2 pagesBeauty & Grooming DocumentsMadhan KannanNo ratings yet
- Inspection and Test Plan For Fire Tube Boiler - SampleDocument1 pageInspection and Test Plan For Fire Tube Boiler - SampleMadhan KannanNo ratings yet
- Finalcial Money MGHMTDocument4 pagesFinalcial Money MGHMTMadhan KannanNo ratings yet
- Courses & Dishes Documents & PDFsDocument3 pagesCourses & Dishes Documents & PDFsMadhan KannanNo ratings yet
- Addiction Documents & PDFsDocument3 pagesAddiction Documents & PDFsMadhan KannanNo ratings yet
- Artists and Musicians Documents DHDocument3 pagesArtists and Musicians Documents DHMadhan KannanNo ratings yet
- Law Documents & PDFsDocument5 pagesLaw Documents & PDFsMadhan KannanNo ratings yet
- OnehdkDocument3 pagesOnehdkMadhan KannanNo ratings yet
- Business & Financial Law Documents & PDFsDocument3 pagesBusiness & Financial Law Documents & PDFsMadhan KannanNo ratings yet
- Architecture DocumentsDHDocument3 pagesArchitecture DocumentsDHMadhan KannanNo ratings yet
- Astronomy & Space Sciences Documents & PDFsDocument3 pagesAstronomy & Space Sciences Documents & PDFsMadhan KannanNo ratings yet
- Biography & Memoir Document DHDocument4 pagesBiography & Memoir Document DHMadhan KannanNo ratings yet
- Auditing Documents & PDFsDocument3 pagesAuditing Documents & PDFsMadhan KannanNo ratings yet
- Accounting & Bookkeeping Documents & PDFsDocument3 pagesAccounting & Bookkeeping Documents & PDFsMadhan KannanNo ratings yet
- What Is DahsDocument6 pagesWhat Is DahsMadhan KannanNo ratings yet
- Chinese Documents & PDFsDocument3 pagesChinese Documents & PDFsMadhan KannanNo ratings yet
- QCR W 2009Document2 pagesQCR W 2009Madhan KannanNo ratings yet
- Foreign Language Studies DocumentsDocument4 pagesForeign Language Studies DocumentsMadhan KannanNo ratings yet
- ESlhddsfDocument3 pagesESlhddsfMadhan KannanNo ratings yet
- 2.01 Earn ItDocument3 pages2.01 Earn ItMadhan KannanNo ratings yet
- PDF Drive - All Types of PDF Files Search & Free Downloads Just One ClickDocument6 pagesPDF Drive - All Types of PDF Files Search & Free Downloads Just One ClickMadhan KannanNo ratings yet
- QCR W 2033Document2 pagesQCR W 2033Madhan KannanNo ratings yet
- QCR W 2004Document6 pagesQCR W 2004Madhan KannanNo ratings yet
- QCR W 2012Document2 pagesQCR W 2012Madhan KannanNo ratings yet
- Itp For Welding On-Plot PipingDocument4 pagesItp For Welding On-Plot PipingMadhan KannanNo ratings yet
- QCR W 2011Document4 pagesQCR W 2011Madhan KannanNo ratings yet
- QCR W 2007Document4 pagesQCR W 2007Madhan KannanNo ratings yet
- QCR W 2013Document2 pagesQCR W 2013Madhan KannanNo ratings yet
- QCR W 2014Document3 pagesQCR W 2014Madhan KannanNo ratings yet
- QCTR-A-2012 Rev 0Document2 pagesQCTR-A-2012 Rev 0Madhan KannanNo ratings yet
- Boiler InterviewDocument16 pagesBoiler InterviewSachin PatelNo ratings yet
- Series 300Document2 pagesSeries 300Anonymous 6Mb7PZjNo ratings yet
- Fulton Vantage Technical DataDocument6 pagesFulton Vantage Technical DatajrodNo ratings yet
- EnergyDocument13 pagesEnergyHacker ShotsNo ratings yet
- BME ManualDocument32 pagesBME ManualSudhanshuAtkareNo ratings yet
- Tube InstallationDocument58 pagesTube Installationbobbyfresh2703100% (1)
- Ips - Indirect Fired HeatersDocument8 pagesIps - Indirect Fired HeatersjollyNo ratings yet
- PIPE Ch19Document105 pagesPIPE Ch19JvNo ratings yet
- ME 231 Lecture Material (26!01!2018)Document64 pagesME 231 Lecture Material (26!01!2018)ernest amponsahNo ratings yet
- Ppe Pit FinalsDocument34 pagesPpe Pit FinalsJane PondulanNo ratings yet
- Introduction To TPPDocument111 pagesIntroduction To TPPDEEP KATESHIYANo ratings yet
- Condensing-20BoilersDocument36 pagesCondensing-20BoilersIvanNo ratings yet
- Chapter 2 FiretubeDocument18 pagesChapter 2 FiretubeWael Abdel-MageedNo ratings yet
- Boiler Design Concept, Operation and Maintenance.Document126 pagesBoiler Design Concept, Operation and Maintenance.Trisha Mae BelmonteNo ratings yet
- Bath Heater ChecklistDocument4 pagesBath Heater ChecklistThiruppathirajanNo ratings yet
- Notes Ppe 16 17Document108 pagesNotes Ppe 16 17rudresh JmNo ratings yet
- Steam Boiler Performance-1Document27 pagesSteam Boiler Performance-1Fagbolagun IdowuNo ratings yet
- Locomotive PDFDocument216 pagesLocomotive PDFelenaluca91% (11)
- Power Plant EngineeringDocument9 pagesPower Plant EngineeringBlessyJoyPunsalanNo ratings yet
- Reciprocal CompressorsDocument40 pagesReciprocal CompressorsSathish KasilingamNo ratings yet
- Fulton - BroDocument4 pagesFulton - BroCarlos André MuñozNo ratings yet
- Hybrid CG PDFDocument1 pageHybrid CG PDFSophia AlvarengaNo ratings yet
- Chemical Analysis of Rice Husk AshDocument4 pagesChemical Analysis of Rice Husk AshDANNY SLITHER91% (11)
- 7-Boiler PerformanceDocument21 pages7-Boiler PerformanceYohan ManaligodNo ratings yet
- Boiler Maintenance and Safety Study GuideDocument10 pagesBoiler Maintenance and Safety Study GuideKapila2zNo ratings yet
- Section1 1Document46 pagesSection1 1adil_farooq_6No ratings yet
- Steam Power PlantDocument39 pagesSteam Power PlantizharizumieNo ratings yet






















































































































Download as pdf or txt
You might also like
- Boiler Operator Study Guide PDFDocument29 pagesBoiler Operator Study Guide PDFDoDuyBac100% (3)
- Ir - L1904-32 17apr19-Mt (Sfjt-E)Document5 pagesIr - L1904-32 17apr19-Mt (Sfjt-E)Alleyson Akin100% (1)
- Marine Power Plants PDFDocument55 pagesMarine Power Plants PDFaleksandar_djordjic100% (7)
- Design of A Waste Heat BoilerDocument43 pagesDesign of A Waste Heat BoilerPius100% (3)
- MT-Lifting LugDocument4 pagesMT-Lifting Lugiksan_adityoNo ratings yet
- Gom STP Ins Pid 01013 1Document30 pagesGom STP Ins Pid 01013 1Nikhil PatilNo ratings yet
- BC MT 1688-0000Document84 pagesBC MT 1688-0000Tuấn ĐậuNo ratings yet
- REPORT-MT 21.10.2022 (Test)Document2 pagesREPORT-MT 21.10.2022 (Test)Nhien ManNo ratings yet
- REPORT-MT 21.10.2022 (Test)Document2 pagesREPORT-MT 21.10.2022 (Test)Nhien ManNo ratings yet
- Gpti Qicl 032Document2 pagesGpti Qicl 032uselessinstaid52No ratings yet
- ITP FORMAT - PSV Modified FormateDocument1 pageITP FORMAT - PSV Modified Formatemurthy challapalliNo ratings yet
- Daily Lrut Report: Lrut Instrument Lrut Probe TechniqueDocument1 pageDaily Lrut Report: Lrut Instrument Lrut Probe TechniqueSang Nguyen QuangNo ratings yet
- Inspection Report: Ret-3 Enf # 54Document23 pagesInspection Report: Ret-3 Enf # 54nabi.elmansourNo ratings yet
- Penetrant Test Report: PT DegremontDocument14 pagesPenetrant Test Report: PT DegremontMuhammad Fitransyah Syamsuar PutraNo ratings yet
- IVR-HAL-ONGC-L&T-CBE-003-Dt 25-11 - 019Document6 pagesIVR-HAL-ONGC-L&T-CBE-003-Dt 25-11 - 019Harish GundaNo ratings yet
- Tmu-1105 Job Card Ta-2019Document20 pagesTmu-1105 Job Card Ta-2019Anonymous YRyGcKPNo ratings yet
- Elbow 0,5-3000 NPT - OKDocument1 pageElbow 0,5-3000 NPT - OKJovianto PrisilaNo ratings yet
- Magnetic Examination Report: International Inspection Services L.L.CDocument1 pageMagnetic Examination Report: International Inspection Services L.L.CAzhar AhmadNo ratings yet
- Radiographic Testing Report: Project: ClientDocument8 pagesRadiographic Testing Report: Project: ClientĐăng ĐàoNo ratings yet
- Checklist SkkpiDocument27 pagesChecklist SkkpiarisNo ratings yet
- Alfanar Co.: Site Test Report Ng-Sa Name of Substation: Dammam Housing 115/13.8KV Substation # 3Document2 pagesAlfanar Co.: Site Test Report Ng-Sa Name of Substation: Dammam Housing 115/13.8KV Substation # 3jayabalNo ratings yet
- Data Sheet Centrifugal Pump ASME B73.1 B73.2: CUS TOM LOG ODocument4 pagesData Sheet Centrifugal Pump ASME B73.1 B73.2: CUS TOM LOG Ogabriel riveroNo ratings yet
- Pressure Test ReportDocument1 pagePressure Test ReportKarthikNo ratings yet
- Result of Inspection: ConclusionDocument5 pagesResult of Inspection: ConclusionBayu Aringga putraNo ratings yet
- MT02Document1 pageMT02اسران احمدNo ratings yet
- Gpti Qicl J931 Mut 041Document3 pagesGpti Qicl J931 Mut 041uselessinstaid52No ratings yet
- Test Report CT Supervision Relay MVTP31 End Client: Sec-EoaDocument2 pagesTest Report CT Supervision Relay MVTP31 End Client: Sec-EoaHumayun Ahsan100% (1)
- 60-0 75ga8Document4 pages60-0 75ga8EsakkirajaNo ratings yet
- Ni 23110018 CRV 03 R0Document3 pagesNi 23110018 CRV 03 R0Umer KhanNo ratings yet
- Installation of Padeyes Ad Load Test: Front CoverDocument40 pagesInstallation of Padeyes Ad Load Test: Front CoverAhmedA.HassanNo ratings yet
- IRM3427 Ensco Ensco5002 Installation of Padeyes Ad Load TestDocument40 pagesIRM3427 Ensco Ensco5002 Installation of Padeyes Ad Load TestAfzaalUmairNo ratings yet
- PR RepairDocument1 pagePR Repairaxis inspection solutionsNo ratings yet
- Document Control Revision History: TUL-ENF-05Document2 pagesDocument Control Revision History: TUL-ENF-05yoselin Ayala RamosNo ratings yet
- Gpti Qicl J931 Mut 002Document2 pagesGpti Qicl J931 Mut 002uselessinstaid52No ratings yet
- LT 2021-6847 (Equipment Inspection Report - Crane & Lifting Devices)Document4 pagesLT 2021-6847 (Equipment Inspection Report - Crane & Lifting Devices)michaelNo ratings yet
- WPS PQR FormulirDocument2 pagesWPS PQR FormulirAZaiNo ratings yet
- GI-PSV-ADM-3A - Air Dryer M-3ADocument1 pageGI-PSV-ADM-3A - Air Dryer M-3Azachari.alamsyahNo ratings yet
- Paut Inspection Report: Client Rfi NoDocument6 pagesPaut Inspection Report: Client Rfi NoThiru Maran MasterscanNo ratings yet
- 16 MVTPDocument3 pages16 MVTPjayabalNo ratings yet
- Paut Inspection Report: Client Rfi NoDocument6 pagesPaut Inspection Report: Client Rfi NoThiru Maran MasterscanNo ratings yet
- Endira: Site Acceptance Test 17SAT-CB-002 HV-Circuit Breaker 1Document1 pageEndira: Site Acceptance Test 17SAT-CB-002 HV-Circuit Breaker 1Bravery DamanikNo ratings yet
- 1.2020-030-Valve and Fittings TracDocument1 page1.2020-030-Valve and Fittings TracvinuNo ratings yet
- Feuille Des Donnees Cables F&G: ProjetDocument6 pagesFeuille Des Donnees Cables F&G: ProjetAshraf Ammar100% (1)
- MPI Report SWL 5 Ton BoxDocument2 pagesMPI Report SWL 5 Ton BoxYusuf bagewadiNo ratings yet
- PE-D-ROPJD124227004-IN-DAS-003-02-E - Flow Counter - DatasheetsDocument2 pagesPE-D-ROPJD124227004-IN-DAS-003-02-E - Flow Counter - Datasheetstravel for photoNo ratings yet
- 1811 611 RC 0 B PDFDocument277 pages1811 611 RC 0 B PDFTrịnh Quốc TuyếnNo ratings yet
- 4-Lembar Pengesahan PengujiDocument163 pages4-Lembar Pengesahan PengujiNico Achmad ZulviansyahNo ratings yet
- Elbow 3 S80 180D SRDocument1 pageElbow 3 S80 180D SRJovianto PrisilaNo ratings yet
- Mpi Report With Uv Trdi1 Spacer Can New1Document2 pagesMpi Report With Uv Trdi1 Spacer Can New1Khalil ChabbouhNo ratings yet
- Doosan Power Systems Indai PVT Limited: System CalibrationDocument3 pagesDoosan Power Systems Indai PVT Limited: System CalibrationBalkishan DyavanapellyNo ratings yet
- Padle Blank 16-900 RTJDocument1 pagePadle Blank 16-900 RTJJovianto PrisilaNo ratings yet
- Paut Inspection Report: Client Rfi NoDocument7 pagesPaut Inspection Report: Client Rfi NoThiru Maran MasterscanNo ratings yet
- 75914199-2 - Fu-10-Pad - Eyes-Mpi, 20-May-2024Document1 page75914199-2 - Fu-10-Pad - Eyes-Mpi, 20-May-2024Mohamed El-SawahNo ratings yet
- Gpti Qicl J931 Mut 019Document3 pagesGpti Qicl J931 Mut 019uselessinstaid52No ratings yet
- Paut Inspection Report: Client Rfi NoDocument7 pagesPaut Inspection Report: Client Rfi NoThiru Maran MasterscanNo ratings yet
- Gpti Qicl J931 Mut 004Document3 pagesGpti Qicl J931 Mut 004uselessinstaid52No ratings yet
- Site Test Report Ng-Sa Name of Substation: Al-Tawdihiyah 132/33KV SubstationDocument7 pagesSite Test Report Ng-Sa Name of Substation: Al-Tawdihiyah 132/33KV SubstationSyed Abbas100% (1)
- Non Destructive Testing: As Recieve Final Solvent Cleaning Others Black Ink Fluorescent RepairDocument3 pagesNon Destructive Testing: As Recieve Final Solvent Cleaning Others Black Ink Fluorescent RepairAkhmad RamdaniNo ratings yet
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocument2 pagesInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinNo ratings yet
- NFI-015-UT Crosscheck 15-12-2018Document1 pageNFI-015-UT Crosscheck 15-12-2018THI SEN NGUYENNo ratings yet
- Electronic Automotive Transmission Troubleshooter Nissan-Infinity VehiclesFrom EverandElectronic Automotive Transmission Troubleshooter Nissan-Infinity VehiclesNo ratings yet
- Beauty & Grooming DocumentsDocument2 pagesBeauty & Grooming DocumentsMadhan KannanNo ratings yet
- Inspection and Test Plan For Fire Tube Boiler - SampleDocument1 pageInspection and Test Plan For Fire Tube Boiler - SampleMadhan KannanNo ratings yet
- Finalcial Money MGHMTDocument4 pagesFinalcial Money MGHMTMadhan KannanNo ratings yet
- Courses & Dishes Documents & PDFsDocument3 pagesCourses & Dishes Documents & PDFsMadhan KannanNo ratings yet
- Addiction Documents & PDFsDocument3 pagesAddiction Documents & PDFsMadhan KannanNo ratings yet
- Artists and Musicians Documents DHDocument3 pagesArtists and Musicians Documents DHMadhan KannanNo ratings yet
- Law Documents & PDFsDocument5 pagesLaw Documents & PDFsMadhan KannanNo ratings yet
- OnehdkDocument3 pagesOnehdkMadhan KannanNo ratings yet
- Business & Financial Law Documents & PDFsDocument3 pagesBusiness & Financial Law Documents & PDFsMadhan KannanNo ratings yet
- Architecture DocumentsDHDocument3 pagesArchitecture DocumentsDHMadhan KannanNo ratings yet
- Astronomy & Space Sciences Documents & PDFsDocument3 pagesAstronomy & Space Sciences Documents & PDFsMadhan KannanNo ratings yet
- Biography & Memoir Document DHDocument4 pagesBiography & Memoir Document DHMadhan KannanNo ratings yet
- Auditing Documents & PDFsDocument3 pagesAuditing Documents & PDFsMadhan KannanNo ratings yet
- Accounting & Bookkeeping Documents & PDFsDocument3 pagesAccounting & Bookkeeping Documents & PDFsMadhan KannanNo ratings yet
- What Is DahsDocument6 pagesWhat Is DahsMadhan KannanNo ratings yet
- Chinese Documents & PDFsDocument3 pagesChinese Documents & PDFsMadhan KannanNo ratings yet
- QCR W 2009Document2 pagesQCR W 2009Madhan KannanNo ratings yet
- Foreign Language Studies DocumentsDocument4 pagesForeign Language Studies DocumentsMadhan KannanNo ratings yet
- ESlhddsfDocument3 pagesESlhddsfMadhan KannanNo ratings yet
- 2.01 Earn ItDocument3 pages2.01 Earn ItMadhan KannanNo ratings yet
- PDF Drive - All Types of PDF Files Search & Free Downloads Just One ClickDocument6 pagesPDF Drive - All Types of PDF Files Search & Free Downloads Just One ClickMadhan KannanNo ratings yet
- QCR W 2033Document2 pagesQCR W 2033Madhan KannanNo ratings yet
- QCR W 2004Document6 pagesQCR W 2004Madhan KannanNo ratings yet
- QCR W 2012Document2 pagesQCR W 2012Madhan KannanNo ratings yet
- Itp For Welding On-Plot PipingDocument4 pagesItp For Welding On-Plot PipingMadhan KannanNo ratings yet
- QCR W 2011Document4 pagesQCR W 2011Madhan KannanNo ratings yet
- QCR W 2007Document4 pagesQCR W 2007Madhan KannanNo ratings yet
- QCR W 2013Document2 pagesQCR W 2013Madhan KannanNo ratings yet
- QCR W 2014Document3 pagesQCR W 2014Madhan KannanNo ratings yet
- QCTR-A-2012 Rev 0Document2 pagesQCTR-A-2012 Rev 0Madhan KannanNo ratings yet
- Boiler InterviewDocument16 pagesBoiler InterviewSachin PatelNo ratings yet
- Series 300Document2 pagesSeries 300Anonymous 6Mb7PZjNo ratings yet
- Fulton Vantage Technical DataDocument6 pagesFulton Vantage Technical DatajrodNo ratings yet
- EnergyDocument13 pagesEnergyHacker ShotsNo ratings yet
- BME ManualDocument32 pagesBME ManualSudhanshuAtkareNo ratings yet
- Tube InstallationDocument58 pagesTube Installationbobbyfresh2703100% (1)
- Ips - Indirect Fired HeatersDocument8 pagesIps - Indirect Fired HeatersjollyNo ratings yet
- PIPE Ch19Document105 pagesPIPE Ch19JvNo ratings yet
- ME 231 Lecture Material (26!01!2018)Document64 pagesME 231 Lecture Material (26!01!2018)ernest amponsahNo ratings yet
- Ppe Pit FinalsDocument34 pagesPpe Pit FinalsJane PondulanNo ratings yet
- Introduction To TPPDocument111 pagesIntroduction To TPPDEEP KATESHIYANo ratings yet
- Condensing-20BoilersDocument36 pagesCondensing-20BoilersIvanNo ratings yet
- Chapter 2 FiretubeDocument18 pagesChapter 2 FiretubeWael Abdel-MageedNo ratings yet
- Boiler Design Concept, Operation and Maintenance.Document126 pagesBoiler Design Concept, Operation and Maintenance.Trisha Mae BelmonteNo ratings yet
- Bath Heater ChecklistDocument4 pagesBath Heater ChecklistThiruppathirajanNo ratings yet
- Notes Ppe 16 17Document108 pagesNotes Ppe 16 17rudresh JmNo ratings yet
- Steam Boiler Performance-1Document27 pagesSteam Boiler Performance-1Fagbolagun IdowuNo ratings yet
- Locomotive PDFDocument216 pagesLocomotive PDFelenaluca91% (11)
- Power Plant EngineeringDocument9 pagesPower Plant EngineeringBlessyJoyPunsalanNo ratings yet
- Reciprocal CompressorsDocument40 pagesReciprocal CompressorsSathish KasilingamNo ratings yet
- Fulton - BroDocument4 pagesFulton - BroCarlos André MuñozNo ratings yet
- Hybrid CG PDFDocument1 pageHybrid CG PDFSophia AlvarengaNo ratings yet
- Chemical Analysis of Rice Husk AshDocument4 pagesChemical Analysis of Rice Husk AshDANNY SLITHER91% (11)
- 7-Boiler PerformanceDocument21 pages7-Boiler PerformanceYohan ManaligodNo ratings yet
- Boiler Maintenance and Safety Study GuideDocument10 pagesBoiler Maintenance and Safety Study GuideKapila2zNo ratings yet
- Section1 1Document46 pagesSection1 1adil_farooq_6No ratings yet
- Steam Power PlantDocument39 pagesSteam Power PlantizharizumieNo ratings yet