Download as docx, pdf, or txt
You might also like
- ControTrace Vs Jacketed Piping enDocument3 pagesControTrace Vs Jacketed Piping enYoung-seok Hwang100% (1)
- D0307 (MECH) Painting Procedure For Boiler Steel Structure - Rev 0Document18 pagesD0307 (MECH) Painting Procedure For Boiler Steel Structure - Rev 0Surya Darma100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- It May Be Necessary To Perform Surface Treatments in Order ToDocument30 pagesIt May Be Necessary To Perform Surface Treatments in Order ToSunil SharmaNo ratings yet
- Enhanced P L A P: Olyimide Aminate ND RepregDocument4 pagesEnhanced P L A P: Olyimide Aminate ND Repregoutra_pessoaNo ratings yet
- Technical Characteristics and Reference Standards: Zintek® in The Building IndustryDocument2 pagesTechnical Characteristics and Reference Standards: Zintek® in The Building Industryapi-112807037No ratings yet
- Pipeline CoatingsDocument29 pagesPipeline Coatingstrpac100% (3)
- Report On TransformersDocument34 pagesReport On TransformersAnkit Sharma0% (1)
- 04 Lloyd Insulation SDocument39 pages04 Lloyd Insulation SBalson VijaishNo ratings yet
- Steel Melt Shop 2 Process .Document50 pagesSteel Melt Shop 2 Process .Rahul Pandey0% (2)
- Forging PresentationDocument17 pagesForging PresentationRakesh PuriNo ratings yet
- 08 Preheating, PWHT & Sand Blasting - PaintingDocument23 pages08 Preheating, PWHT & Sand Blasting - PaintingFasil ParuvanathNo ratings yet
- Information - Roofing SheetDocument5 pagesInformation - Roofing SheetRajeev RanjanNo ratings yet
- Vermiculite ExfoliationDocument4 pagesVermiculite ExfoliationPeyman KhNo ratings yet
- E 1605 SikaCor 255 277Document6 pagesE 1605 SikaCor 255 277emanuelluca@yahoo.comNo ratings yet
- LloydDocument125 pagesLloydpartha070No ratings yet
- Gas TurbineDocument93 pagesGas TurbineShubhankit Porwal100% (3)
- E Radmax I Complete SectionDocument20 pagesE Radmax I Complete SectionJunita MagdalenaNo ratings yet
- Thornton Vessel Shop PresentationDocument30 pagesThornton Vessel Shop PresentationChris CarterNo ratings yet
- AnnelingDocument31 pagesAnnelingSatyam Singh100% (1)
- Indian Railways Presented by Y.K.Jha Sse/Nc/AiiwDocument9 pagesIndian Railways Presented by Y.K.Jha Sse/Nc/Aiiwdhanalakshmi k sNo ratings yet
- Indian Railways Presented by Y.K.Jha Sse/Nc/AiiwDocument9 pagesIndian Railways Presented by Y.K.Jha Sse/Nc/Aiiwdhanalakshmi k sNo ratings yet
- An 10 001 Thermal Paste Application ENGDocument6 pagesAn 10 001 Thermal Paste Application ENGEuge VillarNo ratings yet
- Sinter PlantDocument38 pagesSinter PlantRahul Pandey75% (4)
- Fabrication of Heavy Wall Reactors in Crmo V PlatesDocument24 pagesFabrication of Heavy Wall Reactors in Crmo V PlatesDinesh Vaghela100% (1)
- Neeraj NT PCDocument33 pagesNeeraj NT PCClash ClanNo ratings yet
- Pipeline Coatings PDFDocument29 pagesPipeline Coatings PDFAsimNo ratings yet
- A Summer Training Presentation 0N National Thermal Power Plant Kahalgaon (Bihar)Document42 pagesA Summer Training Presentation 0N National Thermal Power Plant Kahalgaon (Bihar)Abhishek KarnNo ratings yet
- Plasma Spray Coating MethodDocument28 pagesPlasma Spray Coating Methodvijay9994No ratings yet
- Painting Insulation CPDocument4 pagesPainting Insulation CPvinothNo ratings yet
- Evaluation-3 PPT HardikDocument31 pagesEvaluation-3 PPT Hardikdevendrakumar marsoniaNo ratings yet
- Highway Specification & Maintenance Lecture 37811682168295597938Document19 pagesHighway Specification & Maintenance Lecture 37811682168295597938Gaylan BarwariNo ratings yet
- Trasformatori SGBDocument24 pagesTrasformatori SGBst_calvoNo ratings yet
- Unit-II Coating of SuperalloysDocument36 pagesUnit-II Coating of SuperalloysJ JhansibaiNo ratings yet
- Heating Up of KilnsDocument74 pagesHeating Up of KilnsMehmet C100% (5)
- "Thermal Spray Coatings": Presented By: Swarup Satyajit Nanda Roll No-27628 Guided By: Mrs Swarnalata BeheraDocument31 pages"Thermal Spray Coatings": Presented By: Swarup Satyajit Nanda Roll No-27628 Guided By: Mrs Swarnalata Beherasujit_sekharNo ratings yet
- Abrasive Jet MachiningDocument6 pagesAbrasive Jet Machiningpatel ketan71% (7)
- Bitumen Test-Part BDocument31 pagesBitumen Test-Part Bபிரபாகரன் முனிசாமிNo ratings yet
- Spinning Training ReprotDocument62 pagesSpinning Training ReprotPranav Sharma100% (2)
- Updated GeneralDocument24 pagesUpdated GeneralMOHAMMED HANEEFNo ratings yet
- A Novel Cryogenic Grinding System For Recycling Scrap Tire PeelsDocument11 pagesA Novel Cryogenic Grinding System For Recycling Scrap Tire Peelssing_rNo ratings yet
- Windsichter CTC 4Document12 pagesWindsichter CTC 4LuisFernándezNo ratings yet
- Brochuras 01Document68 pagesBrochuras 01Anatoliy VinogradovNo ratings yet
- A New Die Material For Longer Service LifeDocument12 pagesA New Die Material For Longer Service LifeLuis SantosNo ratings yet
- Wrought TiAl BladesDocument6 pagesWrought TiAl BladesamvitaNo ratings yet
- Vertical Roller Mills KTM enDocument6 pagesVertical Roller Mills KTM enJoko Dewoto100% (1)
- Bhel (Transformer) Major TrainingDocument33 pagesBhel (Transformer) Major TrainingArpitSinghNo ratings yet
- Steam Turbine Basic Training - Module 2Document61 pagesSteam Turbine Basic Training - Module 2Ahtsham Ahmad100% (4)
- PKR MillsDocument37 pagesPKR Millsnetygen1No ratings yet
- Quiet Type With 0.9mm Stroke (Surface Mount Type)Document3 pagesQuiet Type With 0.9mm Stroke (Surface Mount Type)shyhuNo ratings yet
- Primary Met Final SpreadsDocument5 pagesPrimary Met Final SpreadsPablo GarciaNo ratings yet
- 04 LloydDocument107 pages04 LloydAgung Pramu AjiNo ratings yet
- ZRC 3 07Document2 pagesZRC 3 07groelzjNo ratings yet
- Study of Furnace of WRMDocument18 pagesStudy of Furnace of WRMkranthi chaitanyaNo ratings yet
- InternshipDocument41 pagesInternshipMin Kyaw HtetNo ratings yet
- OVDT Vs CRT - GeneralDocument24 pagesOVDT Vs CRT - Generaljaiqc100% (1)
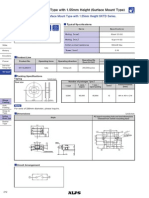
- Side Push Surface Mount Type With 1.55mm Height SKTD SeriesDocument3 pagesSide Push Surface Mount Type With 1.55mm Height SKTD SeriesshyhuNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Projects For PythonDocument3 pagesProjects For Pythonneerajbhayal3456No ratings yet
- Important Questions For PythonDocument1 pageImportant Questions For Pythonneerajbhayal3456No ratings yet
- Excell AI ToolsDocument1 pageExcell AI Toolsneerajbhayal3456No ratings yet
- Jee Main 2024 Shift1 Maths Jan27Document6 pagesJee Main 2024 Shift1 Maths Jan27neerajbhayal3456No ratings yet
- RACDocument3 pagesRACneerajbhayal3456No ratings yet