Download as pdf or txt
You might also like
- Staffing Pattern FormulaDocument1 pageStaffing Pattern FormulaPb100% (6)
- A C E S: Non Destructive TestingDocument25 pagesA C E S: Non Destructive TestingMahesh TamboliNo ratings yet
- 3D-Shapes Symmetry Patterns-Term2 WorksheetDocument3 pages3D-Shapes Symmetry Patterns-Term2 Worksheetmahroof50% (2)
- Reber 2007Document6 pagesReber 2007argentino_ar01No ratings yet
- NDT Ut SumDocument9 pagesNDT Ut Sumuthiyacharan_1400961No ratings yet
- Phased Array UT Application For Boiler Tube Inspection in Manufacturing Anandamurugan S, Siva Sankar YDocument10 pagesPhased Array UT Application For Boiler Tube Inspection in Manufacturing Anandamurugan S, Siva Sankar YmuhdmsohNo ratings yet
- Advance Diagnostic Laboratory: In-Situ Testing of Concrete StructuresDocument8 pagesAdvance Diagnostic Laboratory: In-Situ Testing of Concrete Structuresশুভাশীষ গাঙ্গুলীNo ratings yet
- Emi TestDocument5 pagesEmi TestTL Corrosión Inspección e IntegridadNo ratings yet
- Distructive & Non-Destructive Testing of MaterialDocument16 pagesDistructive & Non-Destructive Testing of MaterialEngr.Hamid Ismail CheemaNo ratings yet
- High Resolution Ultrasonic In-Line Inspection: Added Value and Special ApplicationsDocument15 pagesHigh Resolution Ultrasonic In-Line Inspection: Added Value and Special Applicationsgo88No ratings yet
- PythonDocument5 pagesPythonAman Kumar TrivediNo ratings yet
- Ultrasonic Phased Array Approach To Detection and Measurement of Corrosion at Pipe SupportsDocument10 pagesUltrasonic Phased Array Approach To Detection and Measurement of Corrosion at Pipe SupportsPetrNo ratings yet
- Coating Technologies ReportDocument127 pagesCoating Technologies ReportAnnMarie Kathleen100% (1)
- Civa POD Tools For Pipeline QualificationsDocument9 pagesCiva POD Tools For Pipeline QualificationsMario Perez AmbrosioNo ratings yet
- Tecnologia Total ServicesDocument25 pagesTecnologia Total ServicesJuan Carlos Pachón EspitiaNo ratings yet
- Mozzat Enterprise SDN BHDDocument14 pagesMozzat Enterprise SDN BHDFakhru HakipNo ratings yet
- OEM NewsDocument4 pagesOEM NewsAnbarasan PerumalNo ratings yet
- Flaw Detection and Characterization in Welded Samples Used For Ultrasonic System QualificationDocument6 pagesFlaw Detection and Characterization in Welded Samples Used For Ultrasonic System Qualificationcal2_uniNo ratings yet
- Advance Non-Destructive MethodsDocument33 pagesAdvance Non-Destructive MethodsrockmanmaxNo ratings yet
- Application Note Ultrasonic Weld TestingDocument12 pagesApplication Note Ultrasonic Weld Testingj_carloscoliveira5071No ratings yet
- Sico Service Catalogue CompressedDocument11 pagesSico Service Catalogue CompressedassurendranNo ratings yet
- 20 Capabilities and Limitations of Wire Rope Inspection MethodsDocument5 pages20 Capabilities and Limitations of Wire Rope Inspection MethodsSemingHaugErstadNo ratings yet
- Run Comparisons: Using In-Line Inspection Data For The Assessment of PipelinesDocument8 pagesRun Comparisons: Using In-Line Inspection Data For The Assessment of PipelinesJaiNo ratings yet
- In-Line Inspection Programs For Corroded Pipelines: July 2013Document13 pagesIn-Line Inspection Programs For Corroded Pipelines: July 2013iMaJeniDeasNo ratings yet
- Chapter No 10Document7 pagesChapter No 10MuhammadAwaisNo ratings yet
- Risk-Based Pipeline Integrity Management CourseDocument3 pagesRisk-Based Pipeline Integrity Management CourseMahmoud AbdelaalNo ratings yet
- Non Destructive TestsDocument2 pagesNon Destructive TestsFiroz HussainNo ratings yet
- PTC 2019 TappertDocument14 pagesPTC 2019 TappertDheeraj Chowdary DhanekulaNo ratings yet
- Application Research On Corrosion Scanning ofDocument7 pagesApplication Research On Corrosion Scanning ofkhalid muhammadNo ratings yet
- Mech NDT Report PDFDocument17 pagesMech NDT Report PDFMadan MeenaNo ratings yet
- DeepakDocument16 pagesDeepakDeepak RameshNo ratings yet
- Inspection Programs For Internal Corrosion in PipingDocument6 pagesInspection Programs For Internal Corrosion in PipingsajimaliNo ratings yet
- 529lecture 1 Non Destructive TestingDocument120 pages529lecture 1 Non Destructive TestingLuis Eduardo Albarracin RugelesNo ratings yet
- Brochure Intertek NDT FinalDocument8 pagesBrochure Intertek NDT FinalrhinemineNo ratings yet
- 6 Things You Must Know Before Inspecting TubesDocument3 pages6 Things You Must Know Before Inspecting TubesWoodrow FoxNo ratings yet
- Infra Topic Paper 4-4 FINALDocument17 pagesInfra Topic Paper 4-4 FINALMAT-LIONNo ratings yet
- Unit 5 - Hologram and Medical ApplicationsDocument4 pagesUnit 5 - Hologram and Medical ApplicationssamuraiNo ratings yet
- Seminar On Non-Destructive Testing: Submitted To: Submitted byDocument25 pagesSeminar On Non-Destructive Testing: Submitted To: Submitted byMahesh TamboliNo ratings yet
- University of Ulster MSC NDT October 2022Document46 pagesUniversity of Ulster MSC NDT October 2022Ajin SajeevanNo ratings yet
- IRL NDT ServiceDocument20 pagesIRL NDT ServiceRakesh KannurNo ratings yet
- 4.5 ReberDocument7 pages4.5 ReberDheeraj Chowdary DhanekulaNo ratings yet
- NDT (Methods & Applications)Document16 pagesNDT (Methods & Applications)Ahmed Adel100% (1)
- Non-Destructive Testing Applied To Rig Inspection (A Case Study of Menengai Geothermal Project)Document4 pagesNon-Destructive Testing Applied To Rig Inspection (A Case Study of Menengai Geothermal Project)Shofwan HilalNo ratings yet
- Inspection and Quality ControlDocument33 pagesInspection and Quality ControlMuhammad HammadNo ratings yet
- High-Resolution EMAT As A Diagnostic Tool For Analysis of SCC and Crack-Like Pipeline Defects - IOGPC2015-7940 Thomas Beuker / ROSEN Matthias Hilvert / ROSENDocument24 pagesHigh-Resolution EMAT As A Diagnostic Tool For Analysis of SCC and Crack-Like Pipeline Defects - IOGPC2015-7940 Thomas Beuker / ROSEN Matthias Hilvert / ROSENrajnish14feb8516No ratings yet
- Wireless Eddy Current Probe Design and Applications in Aicraft MaintenanceDocument3 pagesWireless Eddy Current Probe Design and Applications in Aicraft MaintenanceMojibulRahmanNo ratings yet
- Ijresm V2 I2 163 PDFDocument4 pagesIjresm V2 I2 163 PDFAbhimanu Pathak Abhimanu PathakNo ratings yet
- In-Line Inspection Programs ForDocument12 pagesIn-Line Inspection Programs ForCamilo Godoy V100% (1)
- PAUT, TOFD, AUT in Lieu of Radiography PDFDocument111 pagesPAUT, TOFD, AUT in Lieu of Radiography PDFmahesh100% (12)
- Tube InspectionDocument21 pagesTube InspectionPT Tiga Sekawan Enjiniring100% (2)
- Accurate Defect Sizing Using Phased Array and Signal ProcessingDocument10 pagesAccurate Defect Sizing Using Phased Array and Signal ProcessingfayyazdnvNo ratings yet
- Mech NDT ReportDocument17 pagesMech NDT ReportPhani KiranNo ratings yet
- Procedimiento IT-ET - UT-014 Rev 02 API 1104 - 2013 InglesDocument10 pagesProcedimiento IT-ET - UT-014 Rev 02 API 1104 - 2013 InglesJonathan Espinoza MejiaNo ratings yet
- FS LeakPreventionAndDetectionDocument2 pagesFS LeakPreventionAndDetectionapples_garyNo ratings yet
- TSC - Product, AmigoDocument4 pagesTSC - Product, AmigoHUGO COLORADONo ratings yet
- Module 4 Inspection Methods PDFDocument86 pagesModule 4 Inspection Methods PDFElias Jurado TeixeiraNo ratings yet
- Sonar: Firestone (1940) and Simons (1945)Document9 pagesSonar: Firestone (1940) and Simons (1945)Tom JonesNo ratings yet
- Rs V Services Jan 2011Document16 pagesRs V Services Jan 2011Muhammad Nasir SiddiqueNo ratings yet
- Ultrasonic Time of Flight Diffraction: Business ChallengeDocument2 pagesUltrasonic Time of Flight Diffraction: Business ChallengesrgokuNo ratings yet
- Automated X-Ray Inspection Robot: Enhancing Quality Control Through Computer VisionFrom EverandAutomated X-Ray Inspection Robot: Enhancing Quality Control Through Computer VisionNo ratings yet
- Compass CalibrationDocument8 pagesCompass CalibrationNathanael NicholasNo ratings yet
- bc337 PDFDocument4 pagesbc337 PDFgerluccioniNo ratings yet
- Bio-Med Devices Ic-2A Adult Intensive Care Ventilator Instruction ManualDocument40 pagesBio-Med Devices Ic-2A Adult Intensive Care Ventilator Instruction ManualIngenieria NemoconNo ratings yet
- DX DiagDocument30 pagesDX Diagtheresa.rgscapizNo ratings yet
- Urdu Bible Old Testament Geo Version IstisnaDocument51 pagesUrdu Bible Old Testament Geo Version IstisnaAsia Bibles100% (1)
- Trigonometry Solid Mensuration SolutionDocument34 pagesTrigonometry Solid Mensuration SolutionVia AnapiNo ratings yet
- Three-Dimensional Anthropometry of The Lips in Young Japanese AdultsDocument6 pagesThree-Dimensional Anthropometry of The Lips in Young Japanese AdultsDrDejanDrakulNo ratings yet
- Variable Inlet Guide VaneDocument3 pagesVariable Inlet Guide Vaneocean220220No ratings yet
- 1 Dimensional HomogeneityDocument4 pages1 Dimensional HomogeneitySteven Kua100% (1)
- Problem Solutions: September 28, 2005 DraftDocument34 pagesProblem Solutions: September 28, 2005 DraftMạnh QuangNo ratings yet
- Course Structure and Syllabus UG - R20: Cse - Artificial Intelligence & Data ScienceDocument40 pagesCourse Structure and Syllabus UG - R20: Cse - Artificial Intelligence & Data ScienceSumanth 7899No ratings yet
- Python Developer MCQ-QuestionsDocument11 pagesPython Developer MCQ-Questionsrammit2007No ratings yet
- CS3691 Embedded and Iot Lab ManualDocument128 pagesCS3691 Embedded and Iot Lab Manualbalabasker50% (4)
- Matrices & Determinants - Practice Sheet - Varun JEE Advanced 2024Document5 pagesMatrices & Determinants - Practice Sheet - Varun JEE Advanced 2024shikharvashishtha1729No ratings yet
- Selenium - Setup in NutshellDocument6 pagesSelenium - Setup in Nutshellpayel palNo ratings yet
- Emerging Tech Chap 1Document9 pagesEmerging Tech Chap 1beth elNo ratings yet
- Method Development and Validation For The Estimation of Metronidazole in Tablet Dosage Form by UV Spectroscopy and Derivative SpectrosDocument5 pagesMethod Development and Validation For The Estimation of Metronidazole in Tablet Dosage Form by UV Spectroscopy and Derivative SpectrosSriram NagarajanNo ratings yet
- Delamination Measurement in Glass Fibre Reinforced Poly - 2023 - Composites PartDocument12 pagesDelamination Measurement in Glass Fibre Reinforced Poly - 2023 - Composites PartGUANCI ZHUNo ratings yet
- Multilateral Technology Level 4 UISDocument62 pagesMultilateral Technology Level 4 UISSebastian Otalora BarriosNo ratings yet
- AE1222 2021 GROUP E10E WingDesignReportDocument100 pagesAE1222 2021 GROUP E10E WingDesignReportBowmigowNo ratings yet
- Thermal Treatment of Kaolin Clay To Obtain Metakaolin: Institute For Testing of Materials, Belgrade, SerbiaDocument6 pagesThermal Treatment of Kaolin Clay To Obtain Metakaolin: Institute For Testing of Materials, Belgrade, SerbiaBekraoui KeltoumNo ratings yet
- Scattering Coefficient Damis CacavelosDocument17 pagesScattering Coefficient Damis CacavelosFederico Nahuel CacavelosNo ratings yet
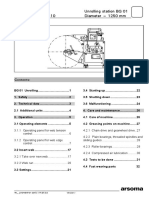
- Unwinding StationDocument34 pagesUnwinding StationDeniMestiWidiantoNo ratings yet
- Learning From ObservationsDocument51 pagesLearning From ObservationsDurai Raj KumarNo ratings yet
- 3GPP TS 31.102 - Characteristics of The Universal Subscriber Identity Module (USIM) ApplicationDocument287 pages3GPP TS 31.102 - Characteristics of The Universal Subscriber Identity Module (USIM) Applicationtiagobilly_1212No ratings yet
- Voltage Drop & Cable Sizing & Electrical LoadDocument26 pagesVoltage Drop & Cable Sizing & Electrical Loadfd270% (1)
- Waukesha Gas Engines: WarningDocument3 pagesWaukesha Gas Engines: WarningdfmolinaNo ratings yet
- Physics I Problems PDFDocument1 pagePhysics I Problems PDFBOSS BOSSNo ratings yet