Download as pdf or txt
You might also like
- Steam TracingDocument14 pagesSteam Tracingsizmaru100% (1)
- Microstructure Degradation of Nickel Base Single Crystal Superalloy Cmsx-4Document8 pagesMicrostructure Degradation of Nickel Base Single Crystal Superalloy Cmsx-4Sriman NarayanaNo ratings yet
- The Effects of Post Heat Treatment On The MicrostrDocument15 pagesThe Effects of Post Heat Treatment On The MicrostrLinh QuanNo ratings yet
- Grain Boundary and Intragranular Deformations During High Temperature Creep of A PM Nickel-Based SuperalloyDocument8 pagesGrain Boundary and Intragranular Deformations During High Temperature Creep of A PM Nickel-Based SuperalloynaderbahramiNo ratings yet
- Pressure Drop Modeling SiC FoamsDocument9 pagesPressure Drop Modeling SiC FoamsLykaios Schultz DohrnNo ratings yet
- 2012 - Tensile Deformation Characteristics of Bulk Ultrafine-Grained Austenitic Stainless Steel Produced by Thermal CyclingDocument4 pages2012 - Tensile Deformation Characteristics of Bulk Ultrafine-Grained Austenitic Stainless Steel Produced by Thermal CyclingOmar S Al-AbriNo ratings yet
- (2005) Zhou, Allameh, Soboyejo - Microscale Testing of The Strut in Open Cell Aluminum FoamsDocument11 pages(2005) Zhou, Allameh, Soboyejo - Microscale Testing of The Strut in Open Cell Aluminum Foamsandrogyny0wed8No ratings yet
- Effect of Strain Rate and Density On Dynamic Behaviour of Syntactic FoamDocument14 pagesEffect of Strain Rate and Density On Dynamic Behaviour of Syntactic Foambenyamin1982100% (1)
- Recrystallization Texture Development IN Commercial Al-Mn-Mg AlloysDocument23 pagesRecrystallization Texture Development IN Commercial Al-Mn-Mg AlloysRavinder JhorarNo ratings yet
- Vibration Analysis of Rotary Cement Kiln Using Fin 2Document5 pagesVibration Analysis of Rotary Cement Kiln Using Fin 2nunchakuNo ratings yet
- Tensile Properties and Strain Rate SENSITIVITY OF Ti-47Al-2Cr-0.2Si Sheet Material With Different MicrostructuresDocument6 pagesTensile Properties and Strain Rate SENSITIVITY OF Ti-47Al-2Cr-0.2Si Sheet Material With Different MicrostructuresTommy NoviantoNo ratings yet
- 2004 Effect of Macrostructure and Microstructure On The Viscosity of The A356 Alloy in The Semi Solid StateDocument7 pages2004 Effect of Macrostructure and Microstructure On The Viscosity of The A356 Alloy in The Semi Solid StateAna RivasNo ratings yet
- 18508-Article Text-60702-1-10-20180226Document7 pages18508-Article Text-60702-1-10-20180226Fatima SAMMOURYNo ratings yet
- Micro-Extrusion of Ultra-Fine Grained Aluminium: Original ArticleDocument10 pagesMicro-Extrusion of Ultra-Fine Grained Aluminium: Original ArticleDeepak AgrawalNo ratings yet
- Large Deformation of Corrugated Sandwich Panels Under Three-Point BendingDocument32 pagesLarge Deformation of Corrugated Sandwich Panels Under Three-Point Bendingwaqas qadirNo ratings yet
- Performance of Ferrocement Panels in Different EnvironmentsDocument8 pagesPerformance of Ferrocement Panels in Different EnvironmentsSulaiman Mohsin AbdulAzizNo ratings yet
- Grain Selection During Solidification in Spiral Grain SelectorDocument8 pagesGrain Selection During Solidification in Spiral Grain SelectornaderbahramiNo ratings yet
- 13 Article 282 1 10 20190204Document7 pages13 Article 282 1 10 20190204zeeshan aliNo ratings yet
- Low-Temperature Mechanical Properties of Glass/epoxy LaminatesDocument9 pagesLow-Temperature Mechanical Properties of Glass/epoxy LaminatesbiondimiNo ratings yet
- Mechanical Comportement of A Cement Plant Rotary KilnDocument6 pagesMechanical Comportement of A Cement Plant Rotary KilnCorrosion FactoryNo ratings yet
- Kyeongae Nam, Yin-Sheng He, Jungchel Chang, and Keesam ShinDocument7 pagesKyeongae Nam, Yin-Sheng He, Jungchel Chang, and Keesam ShinPranjal SinghNo ratings yet
- Wei2018 - MOLD SLSDocument30 pagesWei2018 - MOLD SLSjanakNo ratings yet
- Aleaciones 7000 AlDocument20 pagesAleaciones 7000 AlDavid FellinNo ratings yet
- Jsaer2016 03 04 34 40Document7 pagesJsaer2016 03 04 34 40jsaereditorNo ratings yet
- Sintering Study of Ti6Al4V Powders With Different Particle Sizes and Their Mechanical PropertiesDocument13 pagesSintering Study of Ti6Al4V Powders With Different Particle Sizes and Their Mechanical PropertiesCebolenkosi NdumisoNo ratings yet
- Dispersion - Strengthened Nanocrystalline Copper: of Achievements in Materials and Manufacturing EngineeringDocument8 pagesDispersion - Strengthened Nanocrystalline Copper: of Achievements in Materials and Manufacturing EngineeringbinkinNo ratings yet
- Characterization and Wear Behavior of Modified Silicon NitrideDocument7 pagesCharacterization and Wear Behavior of Modified Silicon Nitriderahil7860No ratings yet
- Thin Solid Films: Cesare Borgia, Sven Olliges, Marianne Dietiker, Giancarlo Pigozzi, Ralph SpolenakDocument17 pagesThin Solid Films: Cesare Borgia, Sven Olliges, Marianne Dietiker, Giancarlo Pigozzi, Ralph Spolenakmamaug2003No ratings yet
- Material Science Term Paper ON: "Importance of Microstructures and Microstructures of Cast Iron"Document15 pagesMaterial Science Term Paper ON: "Importance of Microstructures and Microstructures of Cast Iron"Abhishek AgarwalNo ratings yet
- Microstructural Dependence of Constitutive Properties of EutectiDocument10 pagesMicrostructural Dependence of Constitutive Properties of EutectiAminul HoqueNo ratings yet
- Materials Science & Engineering A: Michal Gzyl, Andrzej Rosochowski, Sonia Boczkal, Lech OlejnikDocument10 pagesMaterials Science & Engineering A: Michal Gzyl, Andrzej Rosochowski, Sonia Boczkal, Lech OlejnikGortiJanardhanNo ratings yet
- Role of (10-12) Twinning Characteristics in The Deformation BehaviorDocument13 pagesRole of (10-12) Twinning Characteristics in The Deformation Behaviorzjq1432031523No ratings yet
- Effect of Testing Condition On Nanomechanical Behaviour of Surface and Inner Core of Cast ZR BMGDocument15 pagesEffect of Testing Condition On Nanomechanical Behaviour of Surface and Inner Core of Cast ZR BMGALOK KUMARNo ratings yet
- Al2O3-NbC Nanocomposites P...Document22 pagesAl2O3-NbC Nanocomposites P...nilrudraNo ratings yet
- Materials Science & Engineering A: D. Tolnai, G. Requena, P. Cloetens, J. Lendvai, H.P. DegischerDocument8 pagesMaterials Science & Engineering A: D. Tolnai, G. Requena, P. Cloetens, J. Lendvai, H.P. DegischerEidelsayedNo ratings yet
- The in Uence of Silicate-Based Nano-Filler On The Fracture Toughness of Epoxy ResinDocument10 pagesThe in Uence of Silicate-Based Nano-Filler On The Fracture Toughness of Epoxy Resineid elsayedNo ratings yet
- Effect of Thermal Exposure On Strength of ZrB2-Based Composites With Nano-SizedDocument8 pagesEffect of Thermal Exposure On Strength of ZrB2-Based Composites With Nano-Sizedsa_noghabaeeNo ratings yet
- Acikbas Alfa Beta SialonDocument7 pagesAcikbas Alfa Beta SialonBabcsánné Kiss JuditNo ratings yet
- Macroscopic Analysis of Time Dependent Plasticity in TiDocument6 pagesMacroscopic Analysis of Time Dependent Plasticity in TiAamir RazaNo ratings yet
- Failure Analysis of Gas Turbine BladesDocument16 pagesFailure Analysis of Gas Turbine Bladesostroveanu57100% (1)
- Ding 2013 Fem Modeling of Dynamical RecrystalDocument8 pagesDing 2013 Fem Modeling of Dynamical RecrystalЮрий ГаминNo ratings yet
- ARTIGO Effects of Eutectic Carbide Content On Erosion Behaviors in Ductile Cast IronsDocument7 pagesARTIGO Effects of Eutectic Carbide Content On Erosion Behaviors in Ductile Cast Ironsmarcotulio123No ratings yet
- Creep Crack Growth Behavior at 1033K of Detectionally Solidified CM 247 LC - A Cast Nickel-Base SuperalloyDocument6 pagesCreep Crack Growth Behavior at 1033K of Detectionally Solidified CM 247 LC - A Cast Nickel-Base SuperalloysenthilNo ratings yet
- Microstructure and Mechanical Behaviour of 316L Stainless Steel Produced Using Sinter-Based Extrusion Additive ManufacturingDocument17 pagesMicrostructure and Mechanical Behaviour of 316L Stainless Steel Produced Using Sinter-Based Extrusion Additive ManufacturingVenkatesh PandianNo ratings yet
- NanotecnologiaDocument5 pagesNanotecnologiaviniciushiperNo ratings yet
- Effects of Inoculation On The Pearlitic Gray Cast Iron With High Thermal Conductivity and Tensile StrengthDocument11 pagesEffects of Inoculation On The Pearlitic Gray Cast Iron With High Thermal Conductivity and Tensile StrengthLilian Jefferson MalavaziNo ratings yet
- Microstructure and Mechanical Properties of MG Si Alloys Processed by Cyclic Closed-Die ForgingDocument10 pagesMicrostructure and Mechanical Properties of MG Si Alloys Processed by Cyclic Closed-Die ForgingSơn QuangNo ratings yet
- On The Relationship Between Microstructure, Strength and Toughness in AA7050 Aluminum AlloyDocument11 pagesOn The Relationship Between Microstructure, Strength and Toughness in AA7050 Aluminum Alloypavan_1988No ratings yet
- Effect of Die Bearing On Recrystallization During Extrusion of An Al-Mg-Si-MnDocument12 pagesEffect of Die Bearing On Recrystallization During Extrusion of An Al-Mg-Si-MnS. LaZ.No ratings yet
- Microstructure Evolution of Cast MG AZ31B Alloy at Low SuperheatDocument10 pagesMicrostructure Evolution of Cast MG AZ31B Alloy at Low SuperheatSugrib K ShahaNo ratings yet
- A Finite Element Model For TBC Damage Detection and Lifetime PredictionDocument12 pagesA Finite Element Model For TBC Damage Detection and Lifetime Predictionklomps_jrNo ratings yet
- Statics and DynamicsDocument5 pagesStatics and DynamicsShahrul AzeerieNo ratings yet
- Theoretical Background: 1. Process Under InvestigationDocument48 pagesTheoretical Background: 1. Process Under Investigationgalio28No ratings yet
- Paper - Knee JointDocument8 pagesPaper - Knee JointMarcellia CrenataNo ratings yet
- 2018 ShiDocument28 pages2018 ShianietoNo ratings yet
- Mechanical Properties of Copper Processed by Equal Channel Angular Pressing - A ReviewDocument15 pagesMechanical Properties of Copper Processed by Equal Channel Angular Pressing - A ReviewAshok KumarNo ratings yet
- TensilecreepcharacteristicsofSn-3.5Ag-0.5Cu (SAC355) Solder PDFDocument10 pagesTensilecreepcharacteristicsofSn-3.5Ag-0.5Cu (SAC355) Solder PDFeid elsayedNo ratings yet
- Effect of Chip Size On Mechanical Property and Microstructure of AZ91D Magnesium Alloy Prepared by Solid State Recycling PDFDocument5 pagesEffect of Chip Size On Mechanical Property and Microstructure of AZ91D Magnesium Alloy Prepared by Solid State Recycling PDFThiran Boy Lingam0% (1)
- Printable Solar CellsFrom EverandPrintable Solar CellsNurdan Demirci SankirNo ratings yet
- Acoustic Pulse ReflectometryDocument2 pagesAcoustic Pulse ReflectometryUsman NaseemNo ratings yet
- Life Assessment and Maintenance of Welded Piping Operating at High TemperaturesDocument11 pagesLife Assessment and Maintenance of Welded Piping Operating at High TemperaturesUsman NaseemNo ratings yet
- Atp Fy 2018 2019Document1 pageAtp Fy 2018 2019Usman NaseemNo ratings yet
- APIRP586 Sec 1 Heat Exch Tubing InspsecondballottrackDocument48 pagesAPIRP586 Sec 1 Heat Exch Tubing InspsecondballottrackUsman NaseemNo ratings yet
- Analysis of Superheater Boiler Tubes Failed Through Non-Linear HeatingDocument7 pagesAnalysis of Superheater Boiler Tubes Failed Through Non-Linear HeatingUsman NaseemNo ratings yet
- Change ManagementDocument1 pageChange ManagementUsman NaseemNo ratings yet
- NORSOK Standards Infographic A2 Web July 2022Document1 pageNORSOK Standards Infographic A2 Web July 2022Usman NaseemNo ratings yet
- 2022 05 Saipem and Tubacex Serrafero New SuperDuplex Material in High Pressure Synthesis of Urea PlantsDocument11 pages2022 05 Saipem and Tubacex Serrafero New SuperDuplex Material in High Pressure Synthesis of Urea PlantsUsman NaseemNo ratings yet
- 4 Ways To Get More From Your RBI ProgramDocument33 pages4 Ways To Get More From Your RBI ProgramUsman NaseemNo ratings yet
- Liebert CRV: In-Row Cooling SolutionDocument25 pagesLiebert CRV: In-Row Cooling Solutiongaris24bNo ratings yet
- Flat Plate Deflection Chapter13 1Document29 pagesFlat Plate Deflection Chapter13 1Feeling_so_fly100% (2)
- 7.000 AS RETRIEVABLE BRIDGE PLUG RH-RH (17-26#) (26-32#) 725-7000-148 Rev CDocument8 pages7.000 AS RETRIEVABLE BRIDGE PLUG RH-RH (17-26#) (26-32#) 725-7000-148 Rev CAlejandroMoscosoNo ratings yet
- MTU20 V 4000 G43, 20 V 4000 G83L, 20 V 4000 G63, 20 V 4000 G63L, 20 V 4000 G83, 20 4000 G23 Operating Instructions ManualDocument181 pagesMTU20 V 4000 G43, 20 V 4000 G83L, 20 V 4000 G63, 20 V 4000 G63L, 20 V 4000 G83, 20 4000 G23 Operating Instructions ManualAlexNo ratings yet
- Data Sheet: Synchronous Motor and GearboxesDocument4 pagesData Sheet: Synchronous Motor and Gearboxespenulis kata penulis kataNo ratings yet
- Turolla Hydraulic Gear Pumps Group3 Catalogue en l1016456Document32 pagesTurolla Hydraulic Gear Pumps Group3 Catalogue en l1016456Gerardo MalpiediNo ratings yet
- PC300-8M0 - PB - 130412 Perbedaan - 8 Dan - 8moDocument33 pagesPC300-8M0 - PB - 130412 Perbedaan - 8 Dan - 8mowahyu nurcahyo100% (3)
- Flow Measurement Solution-General CatalogDocument9 pagesFlow Measurement Solution-General CatalogXu EmilyNo ratings yet
- Deutz FAHR-912 ManualDocument23 pagesDeutz FAHR-912 ManualMillington MambweNo ratings yet
- Omm 3512Document3 pagesOmm 3512asri novhandiNo ratings yet
- Dynamic Balancing ExplainedDocument14 pagesDynamic Balancing ExplainedMudassar Ali RongaNo ratings yet
- Ship's Survey & Good Maintenance On BoardDocument109 pagesShip's Survey & Good Maintenance On BoardMahdi100% (8)
- Internal Misalignment SpecDocument12 pagesInternal Misalignment Specmegastar0604No ratings yet
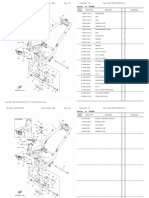
- Gdr155 Aerox FrameDocument2 pagesGdr155 Aerox FrameTSK JATENG 2No ratings yet
- Flanged Dilution Probe: New ProductDocument2 pagesFlanged Dilution Probe: New ProductRahul DevaNo ratings yet
- جميع سلايدات الاستاتيكاDocument129 pagesجميع سلايدات الاستاتيكاDanaabdurNo ratings yet
- Serge Abrate-Impact On Composite Structures (1998) PDFDocument301 pagesSerge Abrate-Impact On Composite Structures (1998) PDFShree Biradar0% (1)
- Lec 2 Best PPT On Jet EnginesDocument25 pagesLec 2 Best PPT On Jet Enginesahmet yıldızNo ratings yet
- Randomation Vehicle Physics ManualDocument36 pagesRandomation Vehicle Physics ManualbrokenNo ratings yet
- I-90 Rotors: Built On InnovationDocument2 pagesI-90 Rotors: Built On Innovationmiljan trifkovicNo ratings yet
- ZW-series: Wheel LoaderDocument24 pagesZW-series: Wheel LoadergenyafedorenkoNo ratings yet
- Review - Structural Engineering and Construction: C 3 S 3 A C yDocument2 pagesReview - Structural Engineering and Construction: C 3 S 3 A C ymichael SonuganNo ratings yet
- MAN 00365 Gen 9 ABS Diagnostic Manual New Generation ScorpioDocument197 pagesMAN 00365 Gen 9 ABS Diagnostic Manual New Generation ScorpioJulio NiñoNo ratings yet
- Actuators: Electromagnetic RelayDocument19 pagesActuators: Electromagnetic Relaymanjunath100% (1)
- Thermo 5th Chap07 P001Document25 pagesThermo 5th Chap07 P001Rodrigo Andre Zuniga JuarezNo ratings yet
- Cep RKJDocument3 pagesCep RKJRajeevAgrawalNo ratings yet
- Fatigue Life Estimation - Wendimu - AskaleDocument115 pagesFatigue Life Estimation - Wendimu - AskalechorgedNo ratings yet
- Energy Efficiency in Thermal UtilitiesDocument183 pagesEnergy Efficiency in Thermal UtilitiesHimanshuNo ratings yet