Download as pdf or txt
You might also like
- Nonlinearity and Noise: Chapter 2 Basic Concepts in RF DesignDocument47 pagesNonlinearity and Noise: Chapter 2 Basic Concepts in RF DesignQuỳnh Anh Mai100% (1)
- Racecar AerodynamicsDocument21 pagesRacecar AerodynamicsAnubis_Rude100% (1)
- Navier's Solution For Simply Supported Rectangular PlatesDocument26 pagesNavier's Solution For Simply Supported Rectangular PlatesVIVEK KUMAR100% (1)
- Fluid Flow Through Packed ColumnDocument23 pagesFluid Flow Through Packed ColumnSalah Farhan NoriNo ratings yet
- Armour 1968Document6 pagesArmour 1968Jim TsikasNo ratings yet
- M&D Foundations & Building Services Limited: SHOREHAM - 79-81 Brighton Road, BN43 6RHDocument10 pagesM&D Foundations & Building Services Limited: SHOREHAM - 79-81 Brighton Road, BN43 6RHNitaiGauranga108No ratings yet
- Fall05fluidized Bed PDFDocument5 pagesFall05fluidized Bed PDFSunil MewadakalalNo ratings yet
- Permeability Estimation Using A Fractal and Modified Kozeny-Carman ModelDocument5 pagesPermeability Estimation Using A Fractal and Modified Kozeny-Carman ModelNaresh KollimarlaNo ratings yet
- S&T HEX Design Kern ModelDocument4 pagesS&T HEX Design Kern ModelWasim RazaNo ratings yet
- MURTI 无限长轴承Document12 pagesMURTI 无限长轴承chenknaaNo ratings yet
- Fixed and Fluidized Bed ExperimentDocument9 pagesFixed and Fluidized Bed Experimentsunlias50% (2)
- IJCER (WWW - Ijceronline.com) International Journal of Computational Engineering ResearchDocument8 pagesIJCER (WWW - Ijceronline.com) International Journal of Computational Engineering ResearchInternational Journal of computational Engineering research (IJCER)No ratings yet
- JjcoupleDocument20 pagesJjcoupleSaMi ALiNo ratings yet
- 9-Probability Density in Relativistic Quantum MechanicsDocument12 pages9-Probability Density in Relativistic Quantum Mechanicssid_senadheeraNo ratings yet
- Bölüm 4 TümüDocument32 pagesBölüm 4 Tümüramazanvank40No ratings yet
- BSMaSS 2 16Document8 pagesBSMaSS 2 16محمد الشكريNo ratings yet
- US08013FU1Document10 pagesUS08013FU1Vanco AdziskiNo ratings yet
- Free Response Part 2Document23 pagesFree Response Part 2AswinNo ratings yet
- محاضرات الكورس الثانيDocument162 pagesمحاضرات الكورس الثانيsomeoneNo ratings yet
- Chapter 17 (4/29/04) Thermal Neutron Scattering Basics - ReferencesDocument10 pagesChapter 17 (4/29/04) Thermal Neutron Scattering Basics - ReferencesJoyee BasuNo ratings yet
- Plate Efficiency - The Effect of Bubble Size Distribution On The Liquid Phase EfficiencyDocument3 pagesPlate Efficiency - The Effect of Bubble Size Distribution On The Liquid Phase Efficiencyjuan carlos molano toroNo ratings yet
- Klaus Schmidt and Evgeny Verbitsky - Abelian Sandpiles and The Harmonic ModelDocument35 pagesKlaus Schmidt and Evgeny Verbitsky - Abelian Sandpiles and The Harmonic ModelHemAO1No ratings yet
- Airy FunctionsDocument7 pagesAiry FunctionsMarlen SaavedraNo ratings yet
- حل امتحان بيئة اعمال سنة 2023Document4 pagesحل امتحان بيئة اعمال سنة 2023Ahmed MohsenNo ratings yet
- Investigation of Air Film Conveyor PressurisedDocument9 pagesInvestigation of Air Film Conveyor Pressurisedluong van toiNo ratings yet
- Drag LawsDocument10 pagesDrag LawsRelining MineralsNo ratings yet
- J Astrophys Astr v01Document194 pagesJ Astrophys Astr v01yu3zaNo ratings yet
- Moving Frame and Spin Field Representations of Submanifolds in Flat SpaceDocument20 pagesMoving Frame and Spin Field Representations of Submanifolds in Flat SpacemovrsprbpNo ratings yet
- Water and Wastewater Treatment (CEGE0022) : Sand Filtration - Part 2Document14 pagesWater and Wastewater Treatment (CEGE0022) : Sand Filtration - Part 2abdul5721No ratings yet
- A Calculator For Sediment Transport in Microchannels Based On The Rouse NumberDocument11 pagesA Calculator For Sediment Transport in Microchannels Based On The Rouse NumberJoel Aldair Diaz OrozcoNo ratings yet
- CompressorDocument9 pagesCompressorSuraj KumarNo ratings yet
- Plateefficiency Correlation in GAS P !) : Distllling AND AbsorbersDocument13 pagesPlateefficiency Correlation in GAS P !) : Distllling AND AbsorbersArouetNo ratings yet
- Mathematical Derivation of Optimum Fracture Conductivity For Pseudo-Steady State and Steady State Flow Conditions: FCD Is Derived As 1.6363Document12 pagesMathematical Derivation of Optimum Fracture Conductivity For Pseudo-Steady State and Steady State Flow Conditions: FCD Is Derived As 1.6363Christian BimoNo ratings yet
- A Simple Model For Annular Two Phase Flow in WellboresDocument8 pagesA Simple Model For Annular Two Phase Flow in WellboresMohammad HaqNo ratings yet
- Cut and Project Tilings 1: Definitions and PatternsDocument12 pagesCut and Project Tilings 1: Definitions and PatternsRaina Carlin LazaNo ratings yet
- PVT DesignDocument12 pagesPVT Designas2899142No ratings yet
- MURTI 短轴承的流体动力润滑Document9 pagesMURTI 短轴承的流体动力润滑chenknaaNo ratings yet
- 2017 PercolationcopinDocument30 pages2017 Percolationcopindiuoa666No ratings yet
- محاضرات الكورس الثاني PDFDocument51 pagesمحاضرات الكورس الثاني PDFsomeoneNo ratings yet
- Application of Fractal Theory To Unsaturated Soil Mechanics - Xu Yongfu & Tong LixinDocument11 pagesApplication of Fractal Theory To Unsaturated Soil Mechanics - Xu Yongfu & Tong LixinMAXO44No ratings yet
- XCIV The Large Deflection of Simply Supported BeamsDocument8 pagesXCIV The Large Deflection of Simply Supported BeamsFacheng ZhaoNo ratings yet
- Assignment 1 ConvectiveHeatMassTransferDocument2 pagesAssignment 1 ConvectiveHeatMassTransferAnkit SharmaNo ratings yet
- 08 PDFDocument23 pages08 PDFRakesh7770No ratings yet
- Simplified Analysis of Piled Rafts With Irregular GeometryDocument8 pagesSimplified Analysis of Piled Rafts With Irregular GeometrytrannguyenvietNo ratings yet
- MURTI 有限长轴承的流体动力润滑Document3 pagesMURTI 有限长轴承的流体动力润滑chenknaaNo ratings yet
- Ntua Imam2013 Simulation of Discharging FinalDocument8 pagesNtua Imam2013 Simulation of Discharging Finaljoujoukos kritikosNo ratings yet
- DevStat8e 04 05Document30 pagesDevStat8e 04 05Emre ANo ratings yet
- Module 6 - Heat Conduction Through Extended SurfacesDocument9 pagesModule 6 - Heat Conduction Through Extended Surfacesزينب فرجNo ratings yet
- Wave Scattering in Porous Media and Shape Reconstruction of ScatterersDocument6 pagesWave Scattering in Porous Media and Shape Reconstruction of ScatterersUmed Abd-alsatarNo ratings yet
- Spe 174858 MS PDFDocument22 pagesSpe 174858 MS PDFSajad FalahNo ratings yet
- End SemDocument4 pagesEnd Semsohelsaini112No ratings yet
- Combinatorial Properties of The K3 Surface: Simplicial Blowups and SlicingsDocument27 pagesCombinatorial Properties of The K3 Surface: Simplicial Blowups and SlicingsAndres FelipeNo ratings yet
- Semi .Iec.4Document10 pagesSemi .Iec.4Zainab NaNo ratings yet
- 1.5.1 The Lattice Dynamics Model: Dynamical MatrixDocument4 pages1.5.1 The Lattice Dynamics Model: Dynamical MatrixLuis SerranoNo ratings yet
- Distillation Column DesignDocument27 pagesDistillation Column DesignFrechel1No ratings yet
- Golden Ratio: Numb3Rs The Da Vinci CodeDocument7 pagesGolden Ratio: Numb3Rs The Da Vinci CodePerbielyn BasinilloNo ratings yet
- Plateefficiency Correlation in GAS P !) : Distllling AND AbsorbersDocument13 pagesPlateefficiency Correlation in GAS P !) : Distllling AND AbsorbersArouetNo ratings yet
- Eng Elect Mech p2Document32 pagesEng Elect Mech p2Just a TrickNo ratings yet
- Convolution and Equidistribution: Sato-Tate Theorems for Finite-Field Mellin Transforms (AM-180)From EverandConvolution and Equidistribution: Sato-Tate Theorems for Finite-Field Mellin Transforms (AM-180)No ratings yet
- Computational Aspects of Modular Forms and Galois Representations: How One Can Compute in Polynomial Time the Value of Ramanujan's Tau at a Prime (AM-176)From EverandComputational Aspects of Modular Forms and Galois Representations: How One Can Compute in Polynomial Time the Value of Ramanujan's Tau at a Prime (AM-176)No ratings yet
- Fluid-Fluid Reactor DesignDocument51 pagesFluid-Fluid Reactor DesignHarsh TekriwalNo ratings yet
- CHE202Document2 pagesCHE202Harsh TekriwalNo ratings yet
- CHO201Document1 pageCHO201Harsh TekriwalNo ratings yet
- Sarojini NaiduDocument13 pagesSarojini NaiduHarsh TekriwalNo ratings yet
- ASTM Rapid Sugar Test For LimeDocument5 pagesASTM Rapid Sugar Test For LimeJose PerezNo ratings yet
- Albert Einstein Reading Reading Comprehension Exercises - 100174Document1 pageAlbert Einstein Reading Reading Comprehension Exercises - 100174Yasmin MohsenNo ratings yet
- EMINewDocument10 pagesEMINewMohith DasNo ratings yet
- Applications of FT-IR Spectrometry To Plasma Contents Analysis and MonitoringDocument8 pagesApplications of FT-IR Spectrometry To Plasma Contents Analysis and MonitoringKarina CordovaNo ratings yet
- Abstract - The Magnetic Current - NatureDocument3 pagesAbstract - The Magnetic Current - NatureBozidar KemicNo ratings yet
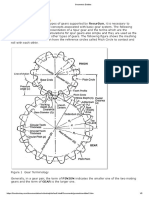
- Geometric Entities: Basic Gear TerminologyDocument5 pagesGeometric Entities: Basic Gear TerminologyMatija RepincNo ratings yet
- AMTI (NMTC) - 2004: Ramanujan Contest - Inter LevelDocument25 pagesAMTI (NMTC) - 2004: Ramanujan Contest - Inter Levelasha jalan100% (1)
- CO2 Sensor Module - SE8000 Series Room Controller - Installation SheetDocument4 pagesCO2 Sensor Module - SE8000 Series Room Controller - Installation SheetRaul CARRASQUERO DIAZNo ratings yet
- Haramaya UniversityDocument10 pagesHaramaya UniversityAlex MekoNo ratings yet
- Microwave Communication SystemsDocument5 pagesMicrowave Communication SystemsLakshmiNo ratings yet
- Microwave Engineering Chapter 2 Example 3Document21 pagesMicrowave Engineering Chapter 2 Example 3John Bofarull GuixNo ratings yet
- The Hot Bypass Pressure Control Rev. Agosto 2018Document12 pagesThe Hot Bypass Pressure Control Rev. Agosto 2018luiz.henriqueNo ratings yet
- Backlash ProgramDocument32 pagesBacklash ProgramCristopher Entena50% (2)
- ScienceDocument7 pagesScienceMelissa Joyce SunicoNo ratings yet
- 1 BRUSH Switchgear GVR 36 KV Datasheet - 01Document2 pages1 BRUSH Switchgear GVR 36 KV Datasheet - 01Greg OrgaNo ratings yet
- Magnetic Effect Galvanomter Into AmmterDocument3 pagesMagnetic Effect Galvanomter Into Ammterpraveen godaraNo ratings yet
- 2022 CV Erkcanozcan EnglishDocument2 pages2022 CV Erkcanozcan EnglishÖmer ArslanNo ratings yet
- Activity-Sheet-Template Pre Calculus Week 3Document8 pagesActivity-Sheet-Template Pre Calculus Week 3Funji BuhatNo ratings yet
- 5 Pipe Loops Versus Compression: 2785 - C005.fm Page 177 Friday, April 1, 2005 3:30 PMDocument24 pages5 Pipe Loops Versus Compression: 2785 - C005.fm Page 177 Friday, April 1, 2005 3:30 PMMMMOH200No ratings yet
- Nut Sorting Machine Model GNS-100Document68 pagesNut Sorting Machine Model GNS-100Jose Gregorio Hernandez SuarezNo ratings yet
- Hashima HI-550P Instruction ManualDocument7 pagesHashima HI-550P Instruction ManualSergio Cayetano PalaciosNo ratings yet
- Mathalino: Silo TheatreDocument4 pagesMathalino: Silo TheatreDeniell Joyce MarquezNo ratings yet
- CP601s & CF116-45Document4 pagesCP601s & CF116-45Syed AsadullahNo ratings yet
- 12-DAIHAN HP-LP-C HotplatesDocument1 page12-DAIHAN HP-LP-C Hotplatestaha242004No ratings yet
- Module 3 - Aqueous SolutionDocument91 pagesModule 3 - Aqueous SolutionTrần Thu ThảoNo ratings yet
- Blackout CausesDocument15 pagesBlackout CausesEngr Fahimuddin QureshiNo ratings yet
- PREDocument16 pagesPRELovely MejascoNo ratings yet
- Datasheet PDFDocument21 pagesDatasheet PDFheriNo ratings yet