Download as pdf or txt
You might also like
- Full Download Engineering Design 5th Edition Dieter Solutions ManualDocument15 pagesFull Download Engineering Design 5th Edition Dieter Solutions Manualaminamuckenfuss804uk100% (33)
- Last Month Statement of ICICI PDFDocument4 pagesLast Month Statement of ICICI PDFpra CNo ratings yet
- Contractor Safety ManagementDocument80 pagesContractor Safety Managementsafety.eng100% (7)
- Procedure Recall ProductDocument3 pagesProcedure Recall ProductLinda Setya WatiNo ratings yet
- Guidelines For DFMADocument18 pagesGuidelines For DFMAJohn100% (2)
- Course Outline of Ms WordDocument2 pagesCourse Outline of Ms WordBiplob Shathi100% (2)
- Rapid Prototyping: Introduction To RPDocument72 pagesRapid Prototyping: Introduction To RPHari HaranNo ratings yet
- Design For ManufacturingDocument43 pagesDesign For ManufacturingKesava PrasadNo ratings yet
- ME333Document228 pagesME333Furkan GeçitNo ratings yet
- Unit IDocument48 pagesUnit IDr. Avinash BadadheNo ratings yet
- Protomold - Design For Mold AbilityDocument16 pagesProtomold - Design For Mold Abilitylanning15No ratings yet
- 01) Machine Design I PDFDocument24 pages01) Machine Design I PDFDebasis soorNo ratings yet
- SandvikDocument8 pagesSandvikpallavi.magar0605No ratings yet
- "Design For Manufacturing and Assembly": 1 DfmaDocument40 pages"Design For Manufacturing and Assembly": 1 DfmasaiNo ratings yet
- Reaction Injection Molding RIM Molds With HP Multi Jet Fusion TechnologyDocument4 pagesReaction Injection Molding RIM Molds With HP Multi Jet Fusion Technologyjimworker88No ratings yet
- Minimize The Number of ComponentsDocument20 pagesMinimize The Number of ComponentsJohnNo ratings yet
- Introduction - AM Processses and ApplicationsDocument143 pagesIntroduction - AM Processses and Applicationsmr23mem2s01No ratings yet
- Lecture 08 Design For X (DFX)Document22 pagesLecture 08 Design For X (DFX)chitra2010No ratings yet
- Design Essentials: For Injection MoldingDocument17 pagesDesign Essentials: For Injection MoldingDekeNo ratings yet
- Design For Manufacturability SeminarDocument43 pagesDesign For Manufacturability Seminarnagaraj mNo ratings yet
- Lectures ME 322Document31 pagesLectures ME 322Zarak KhanNo ratings yet
- Irjet V7i61126Document8 pagesIrjet V7i61126AmirhosseinNo ratings yet
- Tech Uddeholm Steel For Moulds ENDocument28 pagesTech Uddeholm Steel For Moulds ENKeshavesaiNo ratings yet
- Additive Manufacturing in The Aviation IndustryDocument15 pagesAdditive Manufacturing in The Aviation IndustryalexandreNo ratings yet
- Die Casting Design Specification Guide 2017Document20 pagesDie Casting Design Specification Guide 2017Sunny SinghNo ratings yet
- Asssignment 1 PDFDocument18 pagesAsssignment 1 PDFJohnNo ratings yet
- 3DSystems Ebook Parts Consolidation - EbookDocument14 pages3DSystems Ebook Parts Consolidation - EbookThebe HanyaneNo ratings yet
- CNC Design Essentials WP 18Document15 pagesCNC Design Essentials WP 18Mark KhoNo ratings yet
- 11) Design For Manufacturing-PDDDocument34 pages11) Design For Manufacturing-PDDinbhachNo ratings yet
- DFM - Mat - Procss SelecDocument15 pagesDFM - Mat - Procss SeleccalvinNo ratings yet
- DFMA - Presentation - R3Document58 pagesDFMA - Presentation - R3Er Noor BashaNo ratings yet
- BMCG2323 CHP 1 Introduction To ManufacturingDocument43 pagesBMCG2323 CHP 1 Introduction To ManufacturingMuhd ShaddetnyNo ratings yet
- Design For XDocument22 pagesDesign For XKarandeep SinghNo ratings yet
- UpanishadDocument16 pagesUpanishadnishant shelarNo ratings yet
- InjectionMoldingPrinciples Ebook XometryDocument29 pagesInjectionMoldingPrinciples Ebook XometryImane El BouchehatiNo ratings yet
- Design Analysis of Personal CNC Mills by TormachDocument13 pagesDesign Analysis of Personal CNC Mills by TormachArjun S RanaNo ratings yet
- Singh-Trivedi2017 Article ExperimentalInvestigationsForSDocument9 pagesSingh-Trivedi2017 Article ExperimentalInvestigationsForSAlamNo ratings yet
- Dfa & DFX Unit 1 DFM 1.11.2017 NewDocument123 pagesDfa & DFX Unit 1 DFM 1.11.2017 NewBerihu GirmayNo ratings yet
- Applications of 3d Metal Printing For Medical and Some Key Industries in VietnamDocument43 pagesApplications of 3d Metal Printing For Medical and Some Key Industries in VietnamDương Viết CươngNo ratings yet
- 1 s2.0 S1350630719314220 MainDocument12 pages1 s2.0 S1350630719314220 MainDikehiNo ratings yet
- Die Design ProgramDocument5 pagesDie Design ProgramSundar KaruppiahNo ratings yet
- 3d Printer AkhilDocument25 pages3d Printer Akhilakhil kumarNo ratings yet
- Economic and Product Design Considerations in MachiningDocument29 pagesEconomic and Product Design Considerations in Machininghashir siddiquiNo ratings yet
- DMM 1Document4 pagesDMM 1sabeetshaik2No ratings yet
- 3D Printing Technology Comparison: FDM vs. Sla vs. SLS: Written By: FormlabsDocument8 pages3D Printing Technology Comparison: FDM vs. Sla vs. SLS: Written By: Formlabseitan-dalia4971No ratings yet
- A Comparative Analysis of Ceramic and Cemented Carbide End Mills (Sharp and Rounded)Document10 pagesA Comparative Analysis of Ceramic and Cemented Carbide End Mills (Sharp and Rounded)Jo marNo ratings yet
- Design For Manufacture - Assembly (Dfma)Document136 pagesDesign For Manufacture - Assembly (Dfma)calvin100% (2)
- 1 Introduction To AMDocument16 pages1 Introduction To AMshanur begulajiNo ratings yet
- Forging Die Design & SimulationDocument8 pagesForging Die Design & SimulationKumar SatyamNo ratings yet
- 1 s2.0 S1526612517301834 MainDocument11 pages1 s2.0 S1526612517301834 MainDikehiNo ratings yet
- SZ Rapid Tooling CompanyDocument31 pagesSZ Rapid Tooling Companyزياد بوعلاڨيNo ratings yet
- 1-BMCG2323 Introduction To ManufacturingDocument56 pages1-BMCG2323 Introduction To Manufacturinghemarubini96100% (1)
- Ansys DemoDocument26 pagesAnsys DemosonirocksNo ratings yet
- Ansys DemoDocument26 pagesAnsys DemosonirocksNo ratings yet
- 3 DPDocument44 pages3 DPPooja AngolkarNo ratings yet
- Taufik 2020Document13 pagesTaufik 2020lzq8306No ratings yet
- Hard Part Turning Fundamentals PDFDocument26 pagesHard Part Turning Fundamentals PDFPrashant TalnikarNo ratings yet
- Casting WebOnly 0804Document5 pagesCasting WebOnly 0804FabFabFabFabNo ratings yet
- Operation ManagementDocument6 pagesOperation ManagementWinter NaiNo ratings yet
- Principles of Design For manufacturingFINALDocument14 pagesPrinciples of Design For manufacturingFINALanuragNo ratings yet
- Module 1.1Document38 pagesModule 1.1Luthfi KrNo ratings yet
- 301 Top Tips for Design Engineers: To Help You 'Measure Up' in the World of EngineeringFrom Everand301 Top Tips for Design Engineers: To Help You 'Measure Up' in the World of EngineeringRating: 5 out of 5 stars5/5 (1)
- Rapid Manufacturing: An Industrial Revolution for the Digital AgeFrom EverandRapid Manufacturing: An Industrial Revolution for the Digital AgeNo ratings yet
- Sample Implementation ChecklistDocument6 pagesSample Implementation ChecklistRahul YadavNo ratings yet
- Manual DXH 560 HEMATOLOGIADocument142 pagesManual DXH 560 HEMATOLOGIAcpd100% (2)
- CA SDM CMDB Tech Ref EnuDocument254 pagesCA SDM CMDB Tech Ref EnujacNo ratings yet
- BSMT Act 1 - Set B Answer KeyDocument3 pagesBSMT Act 1 - Set B Answer KeyJohn Dennis TijamNo ratings yet
- ISD Rates VodafoneDocument439 pagesISD Rates Vodafoneashu5549No ratings yet
- Vue Developer Learning PathsDocument7 pagesVue Developer Learning Pathscastrow666No ratings yet
- Dokumen - Tips Sa A SeriesmanualDocument19 pagesDokumen - Tips Sa A SeriesmanualJay Peria2100% (1)
- Cavity WallsDocument19 pagesCavity Wallstideci1953No ratings yet
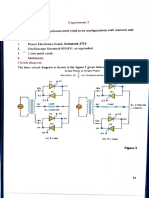
- Objective:: Study Single Phase Cycloconverter Point Configuration)Document4 pagesObjective:: Study Single Phase Cycloconverter Point Configuration)Mukesh Kumar BeheraNo ratings yet
- Se Storedge Interface DatasheetDocument2 pagesSe Storedge Interface DatasheetGregor AvbarNo ratings yet
- Microsoft Copilot Studio - Implementation Guide (1.4)Document88 pagesMicrosoft Copilot Studio - Implementation Guide (1.4)giovanny.buitrago@setecsa.comNo ratings yet
- Cámara Térmica Ds-2td2167-25 - Py - v5.5.64 - CNCH Cctvpids 25mmDocument6 pagesCámara Térmica Ds-2td2167-25 - Py - v5.5.64 - CNCH Cctvpids 25mmJesus PradoNo ratings yet
- Hand Over ParameterDocument4 pagesHand Over ParameterMahesh PratapNo ratings yet
- 01 - Method Statement For Installation, Testing & Commissioning of Fire Hydrant System by NFKDocument8 pages01 - Method Statement For Installation, Testing & Commissioning of Fire Hydrant System by NFKvinayNo ratings yet
- ToR - External SurveyorsDocument16 pagesToR - External SurveyorsJuliusNo ratings yet
- Gewiss (SocketIsolator) PDFDocument96 pagesGewiss (SocketIsolator) PDFttyNo ratings yet
- Solar Pump PresentationDocument27 pagesSolar Pump PresentationArturo Valencia ArteagaNo ratings yet
- Wang Dual Super-Resolution Learning For Semantic Segmentation CVPR 2020 PaperDocument10 pagesWang Dual Super-Resolution Learning For Semantic Segmentation CVPR 2020 PaperEsha KolteNo ratings yet
- Release Notes For Cisco Catalyst 9800 Series Wireless Controller, Cisco IOS XE Bengaluru 17.6.xDocument57 pagesRelease Notes For Cisco Catalyst 9800 Series Wireless Controller, Cisco IOS XE Bengaluru 17.6.xceterelNo ratings yet
- Trafo 3Document19 pagesTrafo 3Juan David MesaNo ratings yet
- 03 Input Process OutputDocument4 pages03 Input Process OutputAiNo ratings yet
- Operating Manual For Easy Clicker: UR3-SR3Document24 pagesOperating Manual For Easy Clicker: UR3-SR3vyn leynNo ratings yet
- What Are Business Research TopicsDocument15 pagesWhat Are Business Research TopicsKJL Industrial TradingNo ratings yet
- Module 3Document44 pagesModule 3Aswin SasikumarNo ratings yet
- Data-Analytics-Using-Excel Certificate of Achievement E9na23z PDFDocument2 pagesData-Analytics-Using-Excel Certificate of Achievement E9na23z PDFefeNo ratings yet
- H 50 D PDFDocument282 pagesH 50 D PDFBrahim MamourNo ratings yet