
Casting Defects From Casting Clinic
Casting Defects From Casting Clinic
You might also like
- Russell T Davies - The Writer's Tale - 2008Document515 pagesRussell T Davies - The Writer's Tale - 2008Lenore Bracklay100% (6)
- Arco User MAnual Revision 1.0Document51 pagesArco User MAnual Revision 1.0Siddharth Gupta100% (1)
- COSTING of CASTINGDocument34 pagesCOSTING of CASTINGSiddharth Gupta100% (1)
- Ficha Tecnica Um180821 Tds Tough Pla RB v11Document3 pagesFicha Tecnica Um180821 Tds Tough Pla RB v11Servirol CiaNo ratings yet
- Phone Numbers: S.N o Dep Name Place Comp. 1 2 3Document3 pagesPhone Numbers: S.N o Dep Name Place Comp. 1 2 3ksg_madesh0% (1)
- Defect Formation in Cast IronDocument81 pagesDefect Formation in Cast IronChun-Yi LinNo ratings yet
- Metals Ferrous and Non - Ferrous: Icons KeyDocument24 pagesMetals Ferrous and Non - Ferrous: Icons KeyJerson OceraNo ratings yet
- Inorganic Corrosion (1) GGHDocument11 pagesInorganic Corrosion (1) GGHFarhan ChNo ratings yet
- Lead, Titanium & Tantalum: - Properties & ApplicationsDocument21 pagesLead, Titanium & Tantalum: - Properties & ApplicationsMuhammad Waqas AkbarNo ratings yet
- MAIN PROJECT ChemistryDocument15 pagesMAIN PROJECT Chemistrydewankpanwar02No ratings yet
- Lect 01 (Unit-01) AlloysDocument22 pagesLect 01 (Unit-01) AlloysAjitesh AwasthiNo ratings yet
- ChemistryDocument13 pagesChemistryरोहित न्यौपानेNo ratings yet
- Study of The Effect of Metal Coupling OnDocument11 pagesStudy of The Effect of Metal Coupling OnmeenumathurNo ratings yet
- Effect of Metal Coupling On The Rusting of Iron SusDocument11 pagesEffect of Metal Coupling On The Rusting of Iron SusCharles DaughertyNo ratings yet
- Final Corrosion Science Trimester-IDocument60 pagesFinal Corrosion Science Trimester-IKISHAN SHUKLANo ratings yet
- CorroisionDocument21 pagesCorroisionIrtiza RasulNo ratings yet
- Introduction To Materials-OKDocument104 pagesIntroduction To Materials-OKMan Nguyen TheNo ratings yet
- Surfacecoating Jawahar 180312111539Document75 pagesSurfacecoating Jawahar 180312111539Mallappa KomarNo ratings yet
- CY-008 Lecture - Corrosion - Cy008 - April2014Document31 pagesCY-008 Lecture - Corrosion - Cy008 - April2014akashNo ratings yet
- Chapter 15 - Coatings-1Document32 pagesChapter 15 - Coatings-1Sumit Ghosh KabboNo ratings yet
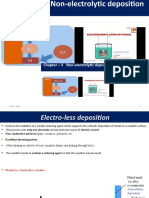
- Chapter - V Non-Electrolytic DepositionDocument68 pagesChapter - V Non-Electrolytic DepositionbirhangebrieNo ratings yet
- CorrosionDocument42 pagesCorrosionhector vans100% (2)
- Corrosion: B.Sc. Chemistry 4 Sem. Aanchal Gupta Bhawna Sharma Jayati Sisodia Geetika OjhaDocument26 pagesCorrosion: B.Sc. Chemistry 4 Sem. Aanchal Gupta Bhawna Sharma Jayati Sisodia Geetika OjhaIshu AttriNo ratings yet
- 2 Oxidation & RustingDocument13 pages2 Oxidation & RustingSelwah Hj AkipNo ratings yet
- Chemistry Investigatory Project OnDocument15 pagesChemistry Investigatory Project Onvidushi.g2511No ratings yet
- Document 32Document17 pagesDocument 32rik.sengupta.08No ratings yet
- Chemistry Project:: Metal Coupling Effect On Rusting of IronDocument10 pagesChemistry Project:: Metal Coupling Effect On Rusting of IronDaksh GudwaniNo ratings yet
- Springnet Rusting CompatibleDocument24 pagesSpringnet Rusting CompatibleTeresa LaiNo ratings yet
- Unit 3 Protective Measures Against CorrosionDocument38 pagesUnit 3 Protective Measures Against CorrosionmohamadkamarudeenNo ratings yet
- Unit 5 w8 Djj3213 (Metal Alloys Corrosion)Document51 pagesUnit 5 w8 Djj3213 (Metal Alloys Corrosion)Syfull musicNo ratings yet
- Metals ConstructionDocument20 pagesMetals ConstructionAkankshaNo ratings yet
- Metals ConstructionDocument20 pagesMetals ConstructionAkankshaNo ratings yet
- MetalDocument24 pagesMetalBrother ElyNo ratings yet
- Surface CoatingDocument75 pagesSurface CoatingMallappa KomarNo ratings yet
- Electrochemistry XIDocument30 pagesElectrochemistry XISalma RasyidahNo ratings yet
- What Is CorrosionDocument17 pagesWhat Is CorrosionHaider AliNo ratings yet
- Notes of CH 4 Materials - Metals and Non-Metals - Class 8th ScienceDocument10 pagesNotes of CH 4 Materials - Metals and Non-Metals - Class 8th Sciencemau_chak5449No ratings yet
- Anodizing Process: BackgroundDocument8 pagesAnodizing Process: BackgroundMohammed HusseinNo ratings yet
- WWW Studyrankers Com 2017 06 Notes of CH 3 Metals and Non Metals Class 10th ScieDocument11 pagesWWW Studyrankers Com 2017 06 Notes of CH 3 Metals and Non Metals Class 10th ScieVikas KashyapNo ratings yet
- Unit 2: Everyday ChemistryDocument70 pagesUnit 2: Everyday ChemistryMatthew SmithNo ratings yet
- 9 Science Metals NonmetalsDocument7 pages9 Science Metals NonmetalsAjay AnandNo ratings yet
- Lecture 15.4 - Electrochem PhenomDocument5 pagesLecture 15.4 - Electrochem PhenomLiam DoranNo ratings yet
- Chemistry ProjectDocument13 pagesChemistry ProjectPopSahilNo ratings yet
- Lecture 08 - Corrosion and Degradation of Materials - 2020Document61 pagesLecture 08 - Corrosion and Degradation of Materials - 2020Tuhafeni HailekaNo ratings yet
- Chapter 3. Corrosion of MetalsDocument48 pagesChapter 3. Corrosion of MetalsEjaj Siddiqui100% (2)
- 3 Metals and Non-Metals 1Document20 pages3 Metals and Non-Metals 1Shivam TiwariNo ratings yet
- D Block SurveyDocument15 pagesD Block Surveyshalinikumari6811No ratings yet
- Name:-Rushikesh Tupkar - Roll No.:-656 'F' - Topic: - Applied Chemistry Activity - Under Guidance Of: - Miss. Archana RamtekeDocument29 pagesName:-Rushikesh Tupkar - Roll No.:-656 'F' - Topic: - Applied Chemistry Activity - Under Guidance Of: - Miss. Archana RamtekeSonu DarondeNo ratings yet
- Lecture 1 (Corrosion)Document24 pagesLecture 1 (Corrosion)Ansh DhankharNo ratings yet
- Study of Constituents of An AlloyDocument18 pagesStudy of Constituents of An AlloyMohammed Anis RahmanNo ratings yet
- Corrosion of Steel Embedded in Concrete: Are Covered by A Thin Iron-Oxide FilmDocument10 pagesCorrosion of Steel Embedded in Concrete: Are Covered by A Thin Iron-Oxide FilmSteven KuaNo ratings yet
- Chapter 1 - Classification of Materials TytDocument19 pagesChapter 1 - Classification of Materials Tytpandimr100% (1)
- 01 Introduction MatEDocument54 pages01 Introduction MatEBede Ramulfo Juntilla SedanoNo ratings yet
- Soldering and Brazing: MENG16000: Design & Manufacture 1 Manufacturing ProcessesDocument10 pagesSoldering and Brazing: MENG16000: Design & Manufacture 1 Manufacturing ProcessesChen Zhi ShenNo ratings yet
- AMBC Lecture 2Document25 pagesAMBC Lecture 2aryansingh173173No ratings yet
- Chemistry 2Document15 pagesChemistry 2sthasanskar20633No ratings yet
- Corrosion at Oil IndustryDocument66 pagesCorrosion at Oil Industrymah_abdelaalNo ratings yet
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksFrom EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNo ratings yet
- Magical Metal Clay: Amazingly Simple No-Kiln Techniques For Making Beautiful AccessoriesFrom EverandMagical Metal Clay: Amazingly Simple No-Kiln Techniques For Making Beautiful AccessoriesRating: 4 out of 5 stars4/5 (4)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
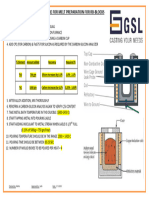
- Standard Operating Procedure For Melt Preparation For RBDocument1 pageStandard Operating Procedure For Melt Preparation For RBSiddharth GuptaNo ratings yet
- Masterclass - Pouring System Part 2Document13 pagesMasterclass - Pouring System Part 2Siddharth GuptaNo ratings yet
- Chilled Cam ShaftDocument8 pagesChilled Cam ShaftSiddharth GuptaNo ratings yet
- Very Good Explanation of Parameters That Affect Solification of A CastingDocument9 pagesVery Good Explanation of Parameters That Affect Solification of A CastingSiddharth GuptaNo ratings yet
- Technical Paper On MG Recovery & Slag Control.Document8 pagesTechnical Paper On MG Recovery & Slag Control.Siddharth GuptaNo ratings yet
- Sulphur 2Document8 pagesSulphur 2Siddharth GuptaNo ratings yet
- GIMPEX Brochures-RenewDocument21 pagesGIMPEX Brochures-RenewSiddharth GuptaNo ratings yet
- Hwang2017 Article AStudyOnEffectsOfCeramicFoamFilterDocument10 pagesHwang2017 Article AStudyOnEffectsOfCeramicFoamFilterSiddharth GuptaNo ratings yet
- BK 782Document1 pageBK 782Siddharth GuptaNo ratings yet
- Air Supply Systemof CupolaDocument26 pagesAir Supply Systemof CupolaSiddharth GuptaNo ratings yet
- Grey Cast IronDocument97 pagesGrey Cast IronSiddharth GuptaNo ratings yet
- Positioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationDocument8 pagesPositioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationSiddharth GuptaNo ratings yet
- Pneumatic Fittings Push in FittingsDocument7 pagesPneumatic Fittings Push in FittingsSiddharth GuptaNo ratings yet
- Micro Cavities PDFDocument4 pagesMicro Cavities PDFSiddharth GuptaNo ratings yet
- Insert Makers Are Consolidating and Standardizing Their Once Bewildering Array of Chipgroove Designs For Carbide Turning InsertsDocument3 pagesInsert Makers Are Consolidating and Standardizing Their Once Bewildering Array of Chipgroove Designs For Carbide Turning InsertsSiddharth GuptaNo ratings yet
- India Foundry Best Practice GuideDocument325 pagesIndia Foundry Best Practice GuideSiddharth Gupta100% (2)
- Bentonite For FoundriesDocument4 pagesBentonite For FoundriesSiddharth GuptaNo ratings yet
- Steel Casting MetallurgyDocument258 pagesSteel Casting MetallurgySiddharth Gupta86% (7)
- Practical Aspects of A Divided Blast CupolaDocument3 pagesPractical Aspects of A Divided Blast CupolaSiddharth GuptaNo ratings yet
- Test Procedure - Green Sand SystemDocument3 pagesTest Procedure - Green Sand SystemSiddharth Gupta100% (1)
- OscarII Manual PartsBook ElectricalDocument84 pagesOscarII Manual PartsBook ElectricalPablo SchinkeNo ratings yet
- AGCDocument7 pagesAGCZarChiAyeNo ratings yet
- Project CollegeDocument6 pagesProject CollegeDIPAK RAYCHURANo ratings yet
- Staralfur (For Violin and Piano) PDFDocument5 pagesStaralfur (For Violin and Piano) PDFChavez AgniNo ratings yet
- Global Strategy Development & Implementation Teaching Plan (Campus 2022)Document16 pagesGlobal Strategy Development & Implementation Teaching Plan (Campus 2022)LawalNo ratings yet
- History of Corporate Social ResponsibilityDocument12 pagesHistory of Corporate Social ResponsibilitynashRamosNo ratings yet
- Mts2 - Modular Door Control: System DescriptionDocument28 pagesMts2 - Modular Door Control: System DescriptionDarko ZelicNo ratings yet
- EuroPHit Handbook Final OptimizedDocument124 pagesEuroPHit Handbook Final OptimizedBranescu FlorinNo ratings yet
- TB 621 25 Owners ManualDocument11 pagesTB 621 25 Owners ManualIBJSC.comNo ratings yet
- Halloween Photoshop - Skull Face TutorialDocument7 pagesHalloween Photoshop - Skull Face TutorialNottingham Board and wargames ClubNo ratings yet
- How To Make A Good PresentationDocument11 pagesHow To Make A Good PresentationIndira PradnyaswariNo ratings yet
- Vmware Data Protection With Hitachi Data Protection Suite: Please Insert Your Hitachi Truenorth Partner Logo HereDocument21 pagesVmware Data Protection With Hitachi Data Protection Suite: Please Insert Your Hitachi Truenorth Partner Logo HereWildan AbdatNo ratings yet
- Arahan:: This Section Consists ofDocument4 pagesArahan:: This Section Consists ofVictoriasecret PerfumeNo ratings yet
- Kinco-KW User ManualDocument110 pagesKinco-KW User ManualleandroNo ratings yet
- Simulado 7 AnoDocument6 pagesSimulado 7 AnoAnny LimaNo ratings yet
- Lot 38, Block 1, PCS-07-003726 TCT No. T-144386Document16 pagesLot 38, Block 1, PCS-07-003726 TCT No. T-144386Ivan JamesNo ratings yet
- CH 6 SOC210 Powerpoint FA2020Document17 pagesCH 6 SOC210 Powerpoint FA2020janNo ratings yet
- All Universities of PakistanDocument131 pagesAll Universities of PakistanziaNo ratings yet
- BartlettDocument6 pagesBartlettAnne JacobNo ratings yet
- Consumer BehaviorDocument6 pagesConsumer Behaviorshivam goyalNo ratings yet
- Cambridge IGCSE: PHYSICS 0625/62Document12 pagesCambridge IGCSE: PHYSICS 0625/62AdilNo ratings yet
- Sova Gunite MachineDocument2 pagesSova Gunite MachineThiền Quang NguyễnNo ratings yet
- 29-Horizontal Subsea Xmas Tree en PDFDocument2 pages29-Horizontal Subsea Xmas Tree en PDFarietilangNo ratings yet
- LNG 26-62Document37 pagesLNG 26-62mohkal1260No ratings yet
- Fdocuments - in Low Power Vlsi Design PPT 250 259Document10 pagesFdocuments - in Low Power Vlsi Design PPT 250 259B VasuNo ratings yet
- Teachers Daily Plan Grade 1 AllDocument3 pagesTeachers Daily Plan Grade 1 AllApril RanotNo ratings yet
- DBMS Complete Notes by Abhishek SharmaDocument72 pagesDBMS Complete Notes by Abhishek SharmaPrashant RajNo ratings yet













































































































Download as pdf or txt
You might also like
- Russell T Davies - The Writer's Tale - 2008Document515 pagesRussell T Davies - The Writer's Tale - 2008Lenore Bracklay100% (6)
- Arco User MAnual Revision 1.0Document51 pagesArco User MAnual Revision 1.0Siddharth Gupta100% (1)
- COSTING of CASTINGDocument34 pagesCOSTING of CASTINGSiddharth Gupta100% (1)
- Ficha Tecnica Um180821 Tds Tough Pla RB v11Document3 pagesFicha Tecnica Um180821 Tds Tough Pla RB v11Servirol CiaNo ratings yet
- Phone Numbers: S.N o Dep Name Place Comp. 1 2 3Document3 pagesPhone Numbers: S.N o Dep Name Place Comp. 1 2 3ksg_madesh0% (1)
- Defect Formation in Cast IronDocument81 pagesDefect Formation in Cast IronChun-Yi LinNo ratings yet
- Metals Ferrous and Non - Ferrous: Icons KeyDocument24 pagesMetals Ferrous and Non - Ferrous: Icons KeyJerson OceraNo ratings yet
- Inorganic Corrosion (1) GGHDocument11 pagesInorganic Corrosion (1) GGHFarhan ChNo ratings yet
- Lead, Titanium & Tantalum: - Properties & ApplicationsDocument21 pagesLead, Titanium & Tantalum: - Properties & ApplicationsMuhammad Waqas AkbarNo ratings yet
- MAIN PROJECT ChemistryDocument15 pagesMAIN PROJECT Chemistrydewankpanwar02No ratings yet
- Lect 01 (Unit-01) AlloysDocument22 pagesLect 01 (Unit-01) AlloysAjitesh AwasthiNo ratings yet
- ChemistryDocument13 pagesChemistryरोहित न्यौपानेNo ratings yet
- Study of The Effect of Metal Coupling OnDocument11 pagesStudy of The Effect of Metal Coupling OnmeenumathurNo ratings yet
- Effect of Metal Coupling On The Rusting of Iron SusDocument11 pagesEffect of Metal Coupling On The Rusting of Iron SusCharles DaughertyNo ratings yet
- Final Corrosion Science Trimester-IDocument60 pagesFinal Corrosion Science Trimester-IKISHAN SHUKLANo ratings yet
- CorroisionDocument21 pagesCorroisionIrtiza RasulNo ratings yet
- Introduction To Materials-OKDocument104 pagesIntroduction To Materials-OKMan Nguyen TheNo ratings yet
- Surfacecoating Jawahar 180312111539Document75 pagesSurfacecoating Jawahar 180312111539Mallappa KomarNo ratings yet
- CY-008 Lecture - Corrosion - Cy008 - April2014Document31 pagesCY-008 Lecture - Corrosion - Cy008 - April2014akashNo ratings yet
- Chapter 15 - Coatings-1Document32 pagesChapter 15 - Coatings-1Sumit Ghosh KabboNo ratings yet
- Chapter - V Non-Electrolytic DepositionDocument68 pagesChapter - V Non-Electrolytic DepositionbirhangebrieNo ratings yet
- CorrosionDocument42 pagesCorrosionhector vans100% (2)
- Corrosion: B.Sc. Chemistry 4 Sem. Aanchal Gupta Bhawna Sharma Jayati Sisodia Geetika OjhaDocument26 pagesCorrosion: B.Sc. Chemistry 4 Sem. Aanchal Gupta Bhawna Sharma Jayati Sisodia Geetika OjhaIshu AttriNo ratings yet
- 2 Oxidation & RustingDocument13 pages2 Oxidation & RustingSelwah Hj AkipNo ratings yet
- Chemistry Investigatory Project OnDocument15 pagesChemistry Investigatory Project Onvidushi.g2511No ratings yet
- Document 32Document17 pagesDocument 32rik.sengupta.08No ratings yet
- Chemistry Project:: Metal Coupling Effect On Rusting of IronDocument10 pagesChemistry Project:: Metal Coupling Effect On Rusting of IronDaksh GudwaniNo ratings yet
- Springnet Rusting CompatibleDocument24 pagesSpringnet Rusting CompatibleTeresa LaiNo ratings yet
- Unit 3 Protective Measures Against CorrosionDocument38 pagesUnit 3 Protective Measures Against CorrosionmohamadkamarudeenNo ratings yet
- Unit 5 w8 Djj3213 (Metal Alloys Corrosion)Document51 pagesUnit 5 w8 Djj3213 (Metal Alloys Corrosion)Syfull musicNo ratings yet
- Metals ConstructionDocument20 pagesMetals ConstructionAkankshaNo ratings yet
- Metals ConstructionDocument20 pagesMetals ConstructionAkankshaNo ratings yet
- MetalDocument24 pagesMetalBrother ElyNo ratings yet
- Surface CoatingDocument75 pagesSurface CoatingMallappa KomarNo ratings yet
- Electrochemistry XIDocument30 pagesElectrochemistry XISalma RasyidahNo ratings yet
- What Is CorrosionDocument17 pagesWhat Is CorrosionHaider AliNo ratings yet
- Notes of CH 4 Materials - Metals and Non-Metals - Class 8th ScienceDocument10 pagesNotes of CH 4 Materials - Metals and Non-Metals - Class 8th Sciencemau_chak5449No ratings yet
- Anodizing Process: BackgroundDocument8 pagesAnodizing Process: BackgroundMohammed HusseinNo ratings yet
- WWW Studyrankers Com 2017 06 Notes of CH 3 Metals and Non Metals Class 10th ScieDocument11 pagesWWW Studyrankers Com 2017 06 Notes of CH 3 Metals and Non Metals Class 10th ScieVikas KashyapNo ratings yet
- Unit 2: Everyday ChemistryDocument70 pagesUnit 2: Everyday ChemistryMatthew SmithNo ratings yet
- 9 Science Metals NonmetalsDocument7 pages9 Science Metals NonmetalsAjay AnandNo ratings yet
- Lecture 15.4 - Electrochem PhenomDocument5 pagesLecture 15.4 - Electrochem PhenomLiam DoranNo ratings yet
- Chemistry ProjectDocument13 pagesChemistry ProjectPopSahilNo ratings yet
- Lecture 08 - Corrosion and Degradation of Materials - 2020Document61 pagesLecture 08 - Corrosion and Degradation of Materials - 2020Tuhafeni HailekaNo ratings yet
- Chapter 3. Corrosion of MetalsDocument48 pagesChapter 3. Corrosion of MetalsEjaj Siddiqui100% (2)
- 3 Metals and Non-Metals 1Document20 pages3 Metals and Non-Metals 1Shivam TiwariNo ratings yet
- D Block SurveyDocument15 pagesD Block Surveyshalinikumari6811No ratings yet
- Name:-Rushikesh Tupkar - Roll No.:-656 'F' - Topic: - Applied Chemistry Activity - Under Guidance Of: - Miss. Archana RamtekeDocument29 pagesName:-Rushikesh Tupkar - Roll No.:-656 'F' - Topic: - Applied Chemistry Activity - Under Guidance Of: - Miss. Archana RamtekeSonu DarondeNo ratings yet
- Lecture 1 (Corrosion)Document24 pagesLecture 1 (Corrosion)Ansh DhankharNo ratings yet
- Study of Constituents of An AlloyDocument18 pagesStudy of Constituents of An AlloyMohammed Anis RahmanNo ratings yet
- Corrosion of Steel Embedded in Concrete: Are Covered by A Thin Iron-Oxide FilmDocument10 pagesCorrosion of Steel Embedded in Concrete: Are Covered by A Thin Iron-Oxide FilmSteven KuaNo ratings yet
- Chapter 1 - Classification of Materials TytDocument19 pagesChapter 1 - Classification of Materials Tytpandimr100% (1)
- 01 Introduction MatEDocument54 pages01 Introduction MatEBede Ramulfo Juntilla SedanoNo ratings yet
- Soldering and Brazing: MENG16000: Design & Manufacture 1 Manufacturing ProcessesDocument10 pagesSoldering and Brazing: MENG16000: Design & Manufacture 1 Manufacturing ProcessesChen Zhi ShenNo ratings yet
- AMBC Lecture 2Document25 pagesAMBC Lecture 2aryansingh173173No ratings yet
- Chemistry 2Document15 pagesChemistry 2sthasanskar20633No ratings yet
- Corrosion at Oil IndustryDocument66 pagesCorrosion at Oil Industrymah_abdelaalNo ratings yet
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksFrom EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNo ratings yet
- Magical Metal Clay: Amazingly Simple No-Kiln Techniques For Making Beautiful AccessoriesFrom EverandMagical Metal Clay: Amazingly Simple No-Kiln Techniques For Making Beautiful AccessoriesRating: 4 out of 5 stars4/5 (4)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Standard Operating Procedure For Melt Preparation For RBDocument1 pageStandard Operating Procedure For Melt Preparation For RBSiddharth GuptaNo ratings yet
- Masterclass - Pouring System Part 2Document13 pagesMasterclass - Pouring System Part 2Siddharth GuptaNo ratings yet
- Chilled Cam ShaftDocument8 pagesChilled Cam ShaftSiddharth GuptaNo ratings yet
- Very Good Explanation of Parameters That Affect Solification of A CastingDocument9 pagesVery Good Explanation of Parameters That Affect Solification of A CastingSiddharth GuptaNo ratings yet
- Technical Paper On MG Recovery & Slag Control.Document8 pagesTechnical Paper On MG Recovery & Slag Control.Siddharth GuptaNo ratings yet
- Sulphur 2Document8 pagesSulphur 2Siddharth GuptaNo ratings yet
- GIMPEX Brochures-RenewDocument21 pagesGIMPEX Brochures-RenewSiddharth GuptaNo ratings yet
- Hwang2017 Article AStudyOnEffectsOfCeramicFoamFilterDocument10 pagesHwang2017 Article AStudyOnEffectsOfCeramicFoamFilterSiddharth GuptaNo ratings yet
- BK 782Document1 pageBK 782Siddharth GuptaNo ratings yet
- Air Supply Systemof CupolaDocument26 pagesAir Supply Systemof CupolaSiddharth GuptaNo ratings yet
- Grey Cast IronDocument97 pagesGrey Cast IronSiddharth GuptaNo ratings yet
- Positioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationDocument8 pagesPositioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationSiddharth GuptaNo ratings yet
- Pneumatic Fittings Push in FittingsDocument7 pagesPneumatic Fittings Push in FittingsSiddharth GuptaNo ratings yet
- Micro Cavities PDFDocument4 pagesMicro Cavities PDFSiddharth GuptaNo ratings yet
- Insert Makers Are Consolidating and Standardizing Their Once Bewildering Array of Chipgroove Designs For Carbide Turning InsertsDocument3 pagesInsert Makers Are Consolidating and Standardizing Their Once Bewildering Array of Chipgroove Designs For Carbide Turning InsertsSiddharth GuptaNo ratings yet
- India Foundry Best Practice GuideDocument325 pagesIndia Foundry Best Practice GuideSiddharth Gupta100% (2)
- Bentonite For FoundriesDocument4 pagesBentonite For FoundriesSiddharth GuptaNo ratings yet
- Steel Casting MetallurgyDocument258 pagesSteel Casting MetallurgySiddharth Gupta86% (7)
- Practical Aspects of A Divided Blast CupolaDocument3 pagesPractical Aspects of A Divided Blast CupolaSiddharth GuptaNo ratings yet
- Test Procedure - Green Sand SystemDocument3 pagesTest Procedure - Green Sand SystemSiddharth Gupta100% (1)
- OscarII Manual PartsBook ElectricalDocument84 pagesOscarII Manual PartsBook ElectricalPablo SchinkeNo ratings yet
- AGCDocument7 pagesAGCZarChiAyeNo ratings yet
- Project CollegeDocument6 pagesProject CollegeDIPAK RAYCHURANo ratings yet
- Staralfur (For Violin and Piano) PDFDocument5 pagesStaralfur (For Violin and Piano) PDFChavez AgniNo ratings yet
- Global Strategy Development & Implementation Teaching Plan (Campus 2022)Document16 pagesGlobal Strategy Development & Implementation Teaching Plan (Campus 2022)LawalNo ratings yet
- History of Corporate Social ResponsibilityDocument12 pagesHistory of Corporate Social ResponsibilitynashRamosNo ratings yet
- Mts2 - Modular Door Control: System DescriptionDocument28 pagesMts2 - Modular Door Control: System DescriptionDarko ZelicNo ratings yet
- EuroPHit Handbook Final OptimizedDocument124 pagesEuroPHit Handbook Final OptimizedBranescu FlorinNo ratings yet
- TB 621 25 Owners ManualDocument11 pagesTB 621 25 Owners ManualIBJSC.comNo ratings yet
- Halloween Photoshop - Skull Face TutorialDocument7 pagesHalloween Photoshop - Skull Face TutorialNottingham Board and wargames ClubNo ratings yet
- How To Make A Good PresentationDocument11 pagesHow To Make A Good PresentationIndira PradnyaswariNo ratings yet
- Vmware Data Protection With Hitachi Data Protection Suite: Please Insert Your Hitachi Truenorth Partner Logo HereDocument21 pagesVmware Data Protection With Hitachi Data Protection Suite: Please Insert Your Hitachi Truenorth Partner Logo HereWildan AbdatNo ratings yet
- Arahan:: This Section Consists ofDocument4 pagesArahan:: This Section Consists ofVictoriasecret PerfumeNo ratings yet
- Kinco-KW User ManualDocument110 pagesKinco-KW User ManualleandroNo ratings yet
- Simulado 7 AnoDocument6 pagesSimulado 7 AnoAnny LimaNo ratings yet
- Lot 38, Block 1, PCS-07-003726 TCT No. T-144386Document16 pagesLot 38, Block 1, PCS-07-003726 TCT No. T-144386Ivan JamesNo ratings yet
- CH 6 SOC210 Powerpoint FA2020Document17 pagesCH 6 SOC210 Powerpoint FA2020janNo ratings yet
- All Universities of PakistanDocument131 pagesAll Universities of PakistanziaNo ratings yet
- BartlettDocument6 pagesBartlettAnne JacobNo ratings yet
- Consumer BehaviorDocument6 pagesConsumer Behaviorshivam goyalNo ratings yet
- Cambridge IGCSE: PHYSICS 0625/62Document12 pagesCambridge IGCSE: PHYSICS 0625/62AdilNo ratings yet
- Sova Gunite MachineDocument2 pagesSova Gunite MachineThiền Quang NguyễnNo ratings yet
- 29-Horizontal Subsea Xmas Tree en PDFDocument2 pages29-Horizontal Subsea Xmas Tree en PDFarietilangNo ratings yet
- LNG 26-62Document37 pagesLNG 26-62mohkal1260No ratings yet
- Fdocuments - in Low Power Vlsi Design PPT 250 259Document10 pagesFdocuments - in Low Power Vlsi Design PPT 250 259B VasuNo ratings yet
- Teachers Daily Plan Grade 1 AllDocument3 pagesTeachers Daily Plan Grade 1 AllApril RanotNo ratings yet
- DBMS Complete Notes by Abhishek SharmaDocument72 pagesDBMS Complete Notes by Abhishek SharmaPrashant RajNo ratings yet