Download as pdf or txt
You might also like
- R134a WC DX SCREW CHILLER USER MANUAL USER MANUAL 1 PDFDocument116 pagesR134a WC DX SCREW CHILLER USER MANUAL USER MANUAL 1 PDFSumit DasNo ratings yet
- Testing and Commissioning Method Statement For Fire Fighting PumpsDocument2 pagesTesting and Commissioning Method Statement For Fire Fighting PumpsHumaid Shaikh100% (1)
- Singapore CP 52 2004+err1Document9 pagesSingapore CP 52 2004+err1SuSi Aothunthoitrang33% (3)
- Oscillation Detection in Process Industries by A Machine Learning-Based ApproachDocument13 pagesOscillation Detection in Process Industries by A Machine Learning-Based ApproachNukman TsaqibNo ratings yet
- Blade VibrationDocument8 pagesBlade VibrationAmal Ka100% (2)
- Sistema Hidraulico 320BDocument2 pagesSistema Hidraulico 320BJuan Fer100% (16)
- CAGI Compresed Air HandbookDocument757 pagesCAGI Compresed Air Handbookhidrastar123100% (8)
- Prognostics and Health Management: Pecht@calce - Umd.eduDocument21 pagesPrognostics and Health Management: Pecht@calce - Umd.eduhfjfkffNo ratings yet
- A Fuzzy Inference System For Pump Failure Diagnosis To Improve Maintenance Process PDFDocument13 pagesA Fuzzy Inference System For Pump Failure Diagnosis To Improve Maintenance Process PDFAlexander Mauricio Bedón IpialNo ratings yet
- Hydrogen Safety ChecklistDocument3 pagesHydrogen Safety ChecklistPradeepNo ratings yet
- Introduction of PSMDocument8 pagesIntroduction of PSMFrendick LegaspiNo ratings yet
- 3RInternational Tetzner Model Based Pipeline LDS 07-2003 PDFDocument6 pages3RInternational Tetzner Model Based Pipeline LDS 07-2003 PDFRene ParedesNo ratings yet
- Emergency Pressure Relief Vent Sizing For Runaway ReactionsDocument2 pagesEmergency Pressure Relief Vent Sizing For Runaway ReactionsJoel OngNo ratings yet
- How To Determine Primary Cause of Mechanical Seal FailureDocument2 pagesHow To Determine Primary Cause of Mechanical Seal Failurerizki akhadiNo ratings yet
- Lecture 1Document13 pagesLecture 1Muhammad MawizNo ratings yet
- Nptel: Mass Transfer II - Video CourseDocument3 pagesNptel: Mass Transfer II - Video CourseShiva KumarNo ratings yet
- 96 IMechE RelAss TRMJDADocument14 pages96 IMechE RelAss TRMJDAJoann HowardNo ratings yet
- Special Concerns in Batch ReactionsDocument8 pagesSpecial Concerns in Batch ReactionsBen AdamteyNo ratings yet
- Otc 2001Document72 pagesOtc 2001JOSE LUIS GUTIERREZ GARCIANo ratings yet
- Dynamic Matrix Controller Based On Sliding Mode CoDocument7 pagesDynamic Matrix Controller Based On Sliding Mode CoRenato Fuentealba AravenaNo ratings yet
- Simulating Flow Transients in Conveying Pipeline Systems by Rigid Column and Full Elastic Methods Pump Combined With Air ChamberDocument7 pagesSimulating Flow Transients in Conveying Pipeline Systems by Rigid Column and Full Elastic Methods Pump Combined With Air Chamberaen 010No ratings yet
- 1 s2.0 S0951832020307328 MainDocument13 pages1 s2.0 S0951832020307328 MaingeeforeNo ratings yet
- Evaluation of Adiabatic Runaway Reaction and Vent Sizing For Emergency Relief From DSCDocument10 pagesEvaluation of Adiabatic Runaway Reaction and Vent Sizing For Emergency Relief From DSCsameer sahaanNo ratings yet
- Caer Loto ProcedureDocument15 pagesCaer Loto ProcedureJuliaSedovaNo ratings yet
- Background: C4711 - C01.fm Page 1 Saturday, February 28, 2004 10:30 AMDocument23 pagesBackground: C4711 - C01.fm Page 1 Saturday, February 28, 2004 10:30 AMamir amirNo ratings yet
- Best Practices: Consider These Safety-Instrumented SystemDocument18 pagesBest Practices: Consider These Safety-Instrumented Systemardiyanto100% (1)
- Unit Operation Handbook RedDocument9 pagesUnit Operation Handbook RedsamerNo ratings yet
- PSM and MethodsDocument49 pagesPSM and MethodsAzizi AzizNo ratings yet
- Developments and Experimental Tests On A Laboratory Scale Drilling Automation SystemDocument17 pagesDevelopments and Experimental Tests On A Laboratory Scale Drilling Automation SystemnanlingjigongNo ratings yet
- Risk Reduction of Operating Procedures and Process FlowsheetsDocument27 pagesRisk Reduction of Operating Procedures and Process FlowsheetsAnonymous 5PGSwX5No ratings yet
- ENGINEERING PRACTICE Magazine - May 2023Document32 pagesENGINEERING PRACTICE Magazine - May 2023bladimir moraNo ratings yet
- Quantum Machine LearningDocument34 pagesQuantum Machine LearningBeatriz IzquierdoNo ratings yet
- Engineeringpractice May2023Document33 pagesEngineeringpractice May2023jargiaNo ratings yet
- R S Lallie. Particle Tech AssignmentDocument20 pagesR S Lallie. Particle Tech AssignmentRacquel LallieNo ratings yet
- Leakage Containment Strategies For Mechanical Seals 1705449842Document10 pagesLeakage Containment Strategies For Mechanical Seals 1705449842xianghuaokNo ratings yet
- Chemical Engineering CommunicationsDocument34 pagesChemical Engineering CommunicationsAl-ShukaNo ratings yet
- CSB Investigations of Incidents During Startups and ShutdownsDocument4 pagesCSB Investigations of Incidents During Startups and ShutdownsSebastian iacopiNo ratings yet
- Wastewater Treatment - Three Steps To Achieving Discharge ComplianceDocument2 pagesWastewater Treatment - Three Steps To Achieving Discharge ComplianceBramJanssen76No ratings yet
- Scale Up Solids HandlingDocument8 pagesScale Up Solids HandlingfvassisNo ratings yet
- Designing A Sampling System (2019)Document9 pagesDesigning A Sampling System (2019)johndark51No ratings yet
- Analytic Prognostic For Petrochemical PiDocument11 pagesAnalytic Prognostic For Petrochemical PiFrancesco TedescoNo ratings yet
- Group-1 Introduction ChE-5202Document5 pagesGroup-1 Introduction ChE-5202Zoren A. Del MundoNo ratings yet
- Spe 55996Document6 pagesSpe 55996Renzo LópezNo ratings yet
- 1 s2.0 S1364032116304373 MainDocument10 pages1 s2.0 S1364032116304373 MainmohdfitrialifNo ratings yet
- Jurnal Robust ControlDocument9 pagesJurnal Robust ControlHeni AgustianiNo ratings yet
- 2005 SPE 93558 Zougari Et AlDocument5 pages2005 SPE 93558 Zougari Et AlmajzoubmhmdNo ratings yet
- Examining RCM Vs TPMDocument16 pagesExamining RCM Vs TPMcarrot123456No ratings yet
- 10 1 1 384 3590 PDFDocument19 pages10 1 1 384 3590 PDFCenda wjNo ratings yet
- Article Gain Insights From Diaphragm Seals en 7269906Document4 pagesArticle Gain Insights From Diaphragm Seals en 7269906Miguel Praxedis Perez LeonNo ratings yet
- AMethodologyfor Choosingan Emergency Shutdown SystemDocument8 pagesAMethodologyfor Choosingan Emergency Shutdown SystemvaraNo ratings yet
- Disaster Recovery Planning Amp Methodology For Process Automation SystemsDocument4 pagesDisaster Recovery Planning Amp Methodology For Process Automation SystemsDaniar FahmiNo ratings yet
- FMEA Conveyor 1Document35 pagesFMEA Conveyor 1Venkata Sai Kumar Pulimi100% (1)
- 2009 Sept NIH Effects Reducing Ventilation RatesDocument7 pages2009 Sept NIH Effects Reducing Ventilation RatesJAVIER ARGUEDASNo ratings yet
- Structural Health Monitoring of Aluminum Plate Using Acoustic SensorsDocument10 pagesStructural Health Monitoring of Aluminum Plate Using Acoustic SensorsMalolan VasudevanNo ratings yet
- Method 506.6 - Procedure 2Document14 pagesMethod 506.6 - Procedure 2Ivan Ezequiel CastilloNo ratings yet
- Introduction To Tribology and Tribological ParametersDocument13 pagesIntroduction To Tribology and Tribological ParametersEsteban CorderoNo ratings yet
- On A Systematic Approach For Cracked Rotating ShafDocument17 pagesOn A Systematic Approach For Cracked Rotating ShafSaberElAremNo ratings yet
- Xie Et al-2019-AIChE JournalDocument20 pagesXie Et al-2019-AIChE JournalRodrigo NavarroNo ratings yet
- PSIG Paper - Review of Pipeline Leak Detection TechnologiesDocument13 pagesPSIG Paper - Review of Pipeline Leak Detection TechnologiesKaidyNo ratings yet
- General Information On Dust Collector Systems: Air Pollution Control TechniquesDocument4 pagesGeneral Information On Dust Collector Systems: Air Pollution Control TechniquesOmkarNo ratings yet
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationFrom EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationNo ratings yet
- Emergency Relief System Design Using DIERS Technology: The Design Institute for Emergency Relief Systems (DIERS) Project ManualFrom EverandEmergency Relief System Design Using DIERS Technology: The Design Institute for Emergency Relief Systems (DIERS) Project ManualRating: 4 out of 5 stars4/5 (1)
- Practical Control of Electric Machines: Model-Based Design and SimulationFrom EverandPractical Control of Electric Machines: Model-Based Design and SimulationNo ratings yet
- A Guide in Practical Psychrometrics for Students and EngineersFrom EverandA Guide in Practical Psychrometrics for Students and EngineersNo ratings yet
- Essential Practices for Managing Chemical Reactivity HazardsFrom EverandEssential Practices for Managing Chemical Reactivity HazardsNo ratings yet
- Kakatiya TPP I - Wet Ash Handling System, Rev 3 (09.10.2012)Document259 pagesKakatiya TPP I - Wet Ash Handling System, Rev 3 (09.10.2012)rukmagoudNo ratings yet
- Seepex Om 386208 enDocument594 pagesSeepex Om 386208 envyshakhNo ratings yet
- Spare Parts Catalog: Date: 04.12.2023 Language: enDocument1,155 pagesSpare Parts Catalog: Date: 04.12.2023 Language: enezgiulusoyy07No ratings yet
- KGM Centrif CompDocument139 pagesKGM Centrif CompAsif SaleemNo ratings yet
- Drilling of Borewell EstimateDocument2 pagesDrilling of Borewell Estimateparteajay19No ratings yet
- HVAC DaikinDocument48 pagesHVAC DaikinSharon LambertNo ratings yet
- Yonas Thesis Final .Docx2Document87 pagesYonas Thesis Final .Docx2Noil Son100% (1)
- Hydraulics HandbookDocument242 pagesHydraulics Handbookshahjitu100% (3)
- 330C Excavator Hydraulic SystemDocument8 pages330C Excavator Hydraulic Systemjohn ayengah100% (1)
- OwnersManChemstar 1400N 1402N 1376N 1374NDocument36 pagesOwnersManChemstar 1400N 1402N 1376N 1374NvankarpNo ratings yet
- MPK Hitachi B & W 674 1 KRI MLT - 561 A. Filter BBDocument24 pagesMPK Hitachi B & W 674 1 KRI MLT - 561 A. Filter BBDavid NguyenNo ratings yet
- BA KSP HER CNF enDocument44 pagesBA KSP HER CNF enzhyhhNo ratings yet
- Flooding, Dewatering and VentingDocument5 pagesFlooding, Dewatering and VentingAngel NgoNo ratings yet
- Wood GroupDocument22 pagesWood GroupMuhammad Haris BaigNo ratings yet
- 1007 Disq 0 G Ae 30033 Rev 5 Equipment ListDocument22 pages1007 Disq 0 G Ae 30033 Rev 5 Equipment Listeng20072007100% (1)
- Parker Quick Coupling Products 60 Series 2012Document5 pagesParker Quick Coupling Products 60 Series 2012dlanorxNo ratings yet
- Suspension Test RigDocument13 pagesSuspension Test RigPoonam Mankar100% (1)
- ECHm4-60-F 2024-03-05 220645 017Document6 pagesECHm4-60-F 2024-03-05 220645 017Krrish100% (1)
- 4DMechanical Brochure Ver.3.1 PDFDocument26 pages4DMechanical Brochure Ver.3.1 PDFArturo Acoltzi CuatecontziNo ratings yet
- Bap 01 T B PDFDocument4 pagesBap 01 T B PDFyoberNo ratings yet
- How Is A Pipeline DesignedDocument6 pagesHow Is A Pipeline DesignedSa'ad A Al-Ajlouni100% (1)
- Mech Seal System Difference 53 A B CDocument3 pagesMech Seal System Difference 53 A B CAmol Patki100% (1)
- AKM Final Report (4283)Document31 pagesAKM Final Report (4283)Gaurav BhatiaNo ratings yet
- Cavins Double Action Tubing PumpDocument2 pagesCavins Double Action Tubing PumpHassan KhalidNo ratings yet
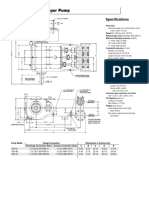
- 100T-4 Triplex Plunger Pump: SpecificationsDocument2 pages100T-4 Triplex Plunger Pump: SpecificationsLen KerekanichNo ratings yet