
Steel Making Overview (MR Amit Sarkar)
Steel Making Overview (MR Amit Sarkar)
You might also like
- Cot - Q4 - Forecasting The Revenue of The BusinessDocument21 pagesCot - Q4 - Forecasting The Revenue of The BusinessMARY JOSEPH OCONo ratings yet
- Enterprise Business ArchitectureDocument253 pagesEnterprise Business ArchitectureAlfred Nathaniel Flores100% (7)
- Overview of Steel Making: Mr. Amit SarkarDocument51 pagesOverview of Steel Making: Mr. Amit SarkarSagar Jadhav100% (1)
- Pengenalan MetalurgiDocument80 pagesPengenalan MetalurgiM HafizmNo ratings yet
- Iron and Steel Making ProcessDocument22 pagesIron and Steel Making Processmaghfira100% (1)
- Selection Chart For Welding and Brazing Rods - Weldclass - 2021.08Document2 pagesSelection Chart For Welding and Brazing Rods - Weldclass - 2021.08velan73No ratings yet
- Carbon & Alloy SteelDocument10 pagesCarbon & Alloy SteelMaswindo CikarangNo ratings yet
- Steel Making IntroductionDocument17 pagesSteel Making IntroductionHari sadu100% (2)
- JSW DescriptionDocument13 pagesJSW DescriptionindritNo ratings yet
- Presentationon IrontosteelmakingDocument29 pagesPresentationon IrontosteelmakingEric PhanNo ratings yet
- YG-1 Complete CatalogueDocument1,156 pagesYG-1 Complete CatalogueMuchamad Fajar NugrohoNo ratings yet
- ºÀ° - Ä Å Î × ¿ ® ÃÖÁDocument14 pagesºÀ° - Ä Å Î × ¿ ® ÃÖÁabhijit.ghotaneNo ratings yet
- Taxonomy of MetalsDocument28 pagesTaxonomy of MetalsArlita RahmaNo ratings yet
- Bars and Wire Rods PDFDocument32 pagesBars and Wire Rods PDFhorascanmanNo ratings yet
- Over-View of Iron & Steel Making: Sr. Manager, Technology Group Theis Precision Steel India Pvt. LTDDocument29 pagesOver-View of Iron & Steel Making: Sr. Manager, Technology Group Theis Precision Steel India Pvt. LTDSarahNo ratings yet
- Bonded Seal Size ChartDocument6 pagesBonded Seal Size Charts bNo ratings yet
- Chapter 6 MetalDocument42 pagesChapter 6 MetalShishajimooNo ratings yet
- Cold Rolling of Steel - Fundamentals and Applications (Tata Steel)Document48 pagesCold Rolling of Steel - Fundamentals and Applications (Tata Steel)Bindesh Lakra75% (4)
- Technical Center 1Document3 pagesTechnical Center 1nimeshchanchaniNo ratings yet
- Durgapur Steel Plant PDFDocument49 pagesDurgapur Steel Plant PDFApper kumariNo ratings yet
- Dokumen - Tips - Astm A159 Standard Specification For Automotive Gray Iron CastingsDocument2 pagesDokumen - Tips - Astm A159 Standard Specification For Automotive Gray Iron CastingsJeovanne CabralNo ratings yet
- DSP Overview 10-07-2017Document46 pagesDSP Overview 10-07-2017Binod Kumar Padhi0% (1)
- Issues To Address... : Chapter 11 - 1Document20 pagesIssues To Address... : Chapter 11 - 1Rowen PratherNo ratings yet
- Astm A194 2019 V02Document1 pageAstm A194 2019 V02gfdgdfgdfNo ratings yet
- Hardfacing Wires: For Steel Mill RollsDocument16 pagesHardfacing Wires: For Steel Mill RollsRaviTeja BhamidiNo ratings yet
- Slabbrochure Baosteel PDFDocument36 pagesSlabbrochure Baosteel PDFKetnipha SukwannawitNo ratings yet
- Cross Reference Syntetic MWFDocument8 pagesCross Reference Syntetic MWFSuprastowo Bin SarinoNo ratings yet
- Embr 1 PDFDocument32 pagesEmbr 1 PDFKamod RanjanNo ratings yet
- Overview of Bokaro Steel Plant: Suman SourabhDocument48 pagesOverview of Bokaro Steel Plant: Suman SourabhabhishekNo ratings yet
- Astm A194Document1 pageAstm A194Tee Klong RungNo ratings yet
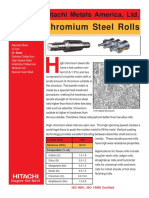
- Chromium Steel Rolls: Hitachi Metals America, LTDDocument2 pagesChromium Steel Rolls: Hitachi Metals America, LTDHariNo ratings yet
- Cold Rolling (DG Teori Detil)Document32 pagesCold Rolling (DG Teori Detil)Baginda HamzahNo ratings yet
- Astm A957 A957m 13Document6 pagesAstm A957 A957m 13Diego CanilNo ratings yet
- ASTM A194 - Portland BoltDocument3 pagesASTM A194 - Portland BoltJonathan DouglasNo ratings yet
- 7 - Wrap Up Session For Mid Term TestDocument36 pages7 - Wrap Up Session For Mid Term TestFiky ArdiansyahNo ratings yet
- Chap 11Document27 pagesChap 11Qwe QNo ratings yet
- What Are The imperial/ASTM Equivalents For Metric Fastener Grades?Document1 pageWhat Are The imperial/ASTM Equivalents For Metric Fastener Grades?muathNo ratings yet
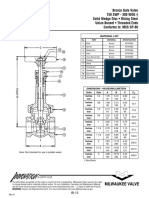
- Bronze Gate Valve 150 SWP - 300 WOG Solid Wedge Disc - Rising Stem Union Bonnet - Threaded Ends Conforms To: MSS SP-80Document1 pageBronze Gate Valve 150 SWP - 300 WOG Solid Wedge Disc - Rising Stem Union Bonnet - Threaded Ends Conforms To: MSS SP-80Soham SantraNo ratings yet
- 7 Eaf BofDocument28 pages7 Eaf BofMuhammad Umar Al FaruqNo ratings yet
- Chapter 11: Applications and Processing of Metal Alloys Classification of Metal AlloysDocument8 pagesChapter 11: Applications and Processing of Metal Alloys Classification of Metal AlloysChelseyNo ratings yet
- Salem Steel PlantDocument6 pagesSalem Steel PlantMukkannanNo ratings yet
- LIIL RefractoryDocument33 pagesLIIL RefractoryMOHD AZAMNo ratings yet
- Asme Section Ii A Sa-6 Sa-6mDocument82 pagesAsme Section Ii A Sa-6 Sa-6mksd2No ratings yet
- Welding Stainless Steels-LincolnelectricDocument40 pagesWelding Stainless Steels-LincolnelectricsachinumaryeNo ratings yet
- Catalog (Heavy Forging) PDFDocument6 pagesCatalog (Heavy Forging) PDFViệt Châu TháiNo ratings yet
- Bolts SpacificationsDocument6 pagesBolts SpacificationsSaleem JaradatNo ratings yet
- Katalog Produk DormerDocument10 pagesKatalog Produk Dormernanang arifNo ratings yet
- PDS Poweroil Hone 7SDocument1 pagePDS Poweroil Hone 7SthenuamuNo ratings yet
- ASME Weld Number Tables - P Number Base & F Number FillerDocument14 pagesASME Weld Number Tables - P Number Base & F Number FillerChris McNairNo ratings yet
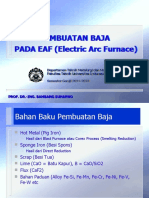
- Pembuatan Baja PADA EAF (Electric Arc Furnace)Document35 pagesPembuatan Baja PADA EAF (Electric Arc Furnace)VanyaNo ratings yet
- Ferrous Extractive Metallurgy: Dr. / Amr Basuony Saad EldeebDocument19 pagesFerrous Extractive Metallurgy: Dr. / Amr Basuony Saad Eldeebفوزي خلفNo ratings yet
- SS-Properties-How To Weld PDFDocument40 pagesSS-Properties-How To Weld PDFjf2587No ratings yet
- Spec PDFDocument1 pageSpec PDFcrysNo ratings yet
- 2017-07-24 Footmaster FR 2Document1 page2017-07-24 Footmaster FR 2Kasia MazurNo ratings yet
- The Metallurgy of Power BoilersDocument4 pagesThe Metallurgy of Power Boilersagniva dattaNo ratings yet
- Taco GTDocument14 pagesTaco GTTIOCA01No ratings yet
- CastingDocument19 pagesCastingMohd SyafiqNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Chapter 2: Agricultural Marketing Functions: Alemayehu H. Mekelle University Department of Marketing ManagementDocument14 pagesChapter 2: Agricultural Marketing Functions: Alemayehu H. Mekelle University Department of Marketing ManagementalemayehuNo ratings yet
- The Role of System Information Management (SIM) On Go-JekDocument13 pagesThe Role of System Information Management (SIM) On Go-JekFathinus Syafrizal100% (1)
- Reinventing Workflows: Power Your Digital Transformation and Drive Greater Impact by Modernizing ProcessesDocument14 pagesReinventing Workflows: Power Your Digital Transformation and Drive Greater Impact by Modernizing Processes周一行No ratings yet
- Managing Production and Service OperationsDocument22 pagesManaging Production and Service OperationsJam LarsonNo ratings yet
- Business Plan: University of Santo Tomas Senior High SchoolDocument23 pagesBusiness Plan: University of Santo Tomas Senior High SchoolGina Camaya DatuNo ratings yet
- 3.7 Logistics Execution PDFDocument11 pages3.7 Logistics Execution PDFIndian Chemistry100% (1)
- MIS AssignmentDocument23 pagesMIS AssignmentSharmila PrabhuNo ratings yet
- KC-Chemical Inventory SpreadsheetDocument4 pagesKC-Chemical Inventory SpreadsheetRocky BisNo ratings yet
- Job Description ElectronicsDocument2 pagesJob Description ElectronicssaravanakumarpalaniNo ratings yet
- Packaging + Shipping Efficiencies Cost SavingsDocument12 pagesPackaging + Shipping Efficiencies Cost SavingsDaksha TiwariNo ratings yet
- Worksheet No. 7Document2 pagesWorksheet No. 7brixston gealonNo ratings yet
- Innovative B2B Marketing New Models, Processes and Theory, 2nd Edition (Simon Hall)Document377 pagesInnovative B2B Marketing New Models, Processes and Theory, 2nd Edition (Simon Hall)minmzf1999100% (1)
- Ethiopian Civil Service University: January, 2021 Addis Ababa, EthiopiaDocument15 pagesEthiopian Civil Service University: January, 2021 Addis Ababa, EthiopiaAbrham ShibeshiNo ratings yet
- Pepsi Case StudyDocument2 pagesPepsi Case StudySaba AshrafNo ratings yet
- Introduction To Quality: (Formerly Titled Quality Control 8th Edition)Document48 pagesIntroduction To Quality: (Formerly Titled Quality Control 8th Edition)yas ziaNo ratings yet
- Printinglia Sales ProposalDocument14 pagesPrintinglia Sales ProposalV SHARAVANI MBANo ratings yet
- Advance Casting ProcesssDocument42 pagesAdvance Casting ProcesssPrikshit Gothwal100% (1)
- Dokumen - Pub A Textbook of Production Engineering 11nbsped 9788121901116Document993 pagesDokumen - Pub A Textbook of Production Engineering 11nbsped 9788121901116RahulNo ratings yet
- Andi M - Exploring Blockchain Technology in International Trade Business Process Re-Engineering For Letter of CreditDocument22 pagesAndi M - Exploring Blockchain Technology in International Trade Business Process Re-Engineering For Letter of Creditandi maulanaNo ratings yet
- Account Planning by Demand FarmDocument3 pagesAccount Planning by Demand FarmIsrael CastilloNo ratings yet
- Fundamentals of Accountancy, Business and Management 2 2Document19 pagesFundamentals of Accountancy, Business and Management 2 2M i n m i n z ..No ratings yet
- TP UpdatedDocument10 pagesTP UpdatedRizky SetiawanNo ratings yet
- Principles of Marketing 1 To 3Document52 pagesPrinciples of Marketing 1 To 3pavithra kNo ratings yet
- HOLDENERIDocument26 pagesHOLDENERIbureqqNo ratings yet
- Virgin Mobile USA: Pricing For The First Time: Case Group AssignmentDocument5 pagesVirgin Mobile USA: Pricing For The First Time: Case Group Assignmentbonfument100% (1)
- Factors Affecting IMDocument10 pagesFactors Affecting IMsuchitaNo ratings yet
- Acatech STUDIE Maturity Index Eng WEB PDFDocument60 pagesAcatech STUDIE Maturity Index Eng WEB PDFCarlos MolinaNo ratings yet
- Std. Template BBP FIDocument194 pagesStd. Template BBP FIpritesh1984100% (1)





















































































Download as pdf or txt
You might also like
- Cot - Q4 - Forecasting The Revenue of The BusinessDocument21 pagesCot - Q4 - Forecasting The Revenue of The BusinessMARY JOSEPH OCONo ratings yet
- Enterprise Business ArchitectureDocument253 pagesEnterprise Business ArchitectureAlfred Nathaniel Flores100% (7)
- Overview of Steel Making: Mr. Amit SarkarDocument51 pagesOverview of Steel Making: Mr. Amit SarkarSagar Jadhav100% (1)
- Pengenalan MetalurgiDocument80 pagesPengenalan MetalurgiM HafizmNo ratings yet
- Iron and Steel Making ProcessDocument22 pagesIron and Steel Making Processmaghfira100% (1)
- Selection Chart For Welding and Brazing Rods - Weldclass - 2021.08Document2 pagesSelection Chart For Welding and Brazing Rods - Weldclass - 2021.08velan73No ratings yet
- Carbon & Alloy SteelDocument10 pagesCarbon & Alloy SteelMaswindo CikarangNo ratings yet
- Steel Making IntroductionDocument17 pagesSteel Making IntroductionHari sadu100% (2)
- JSW DescriptionDocument13 pagesJSW DescriptionindritNo ratings yet
- Presentationon IrontosteelmakingDocument29 pagesPresentationon IrontosteelmakingEric PhanNo ratings yet
- YG-1 Complete CatalogueDocument1,156 pagesYG-1 Complete CatalogueMuchamad Fajar NugrohoNo ratings yet
- ºÀ° - Ä Å Î × ¿ ® ÃÖÁDocument14 pagesºÀ° - Ä Å Î × ¿ ® ÃÖÁabhijit.ghotaneNo ratings yet
- Taxonomy of MetalsDocument28 pagesTaxonomy of MetalsArlita RahmaNo ratings yet
- Bars and Wire Rods PDFDocument32 pagesBars and Wire Rods PDFhorascanmanNo ratings yet
- Over-View of Iron & Steel Making: Sr. Manager, Technology Group Theis Precision Steel India Pvt. LTDDocument29 pagesOver-View of Iron & Steel Making: Sr. Manager, Technology Group Theis Precision Steel India Pvt. LTDSarahNo ratings yet
- Bonded Seal Size ChartDocument6 pagesBonded Seal Size Charts bNo ratings yet
- Chapter 6 MetalDocument42 pagesChapter 6 MetalShishajimooNo ratings yet
- Cold Rolling of Steel - Fundamentals and Applications (Tata Steel)Document48 pagesCold Rolling of Steel - Fundamentals and Applications (Tata Steel)Bindesh Lakra75% (4)
- Technical Center 1Document3 pagesTechnical Center 1nimeshchanchaniNo ratings yet
- Durgapur Steel Plant PDFDocument49 pagesDurgapur Steel Plant PDFApper kumariNo ratings yet
- Dokumen - Tips - Astm A159 Standard Specification For Automotive Gray Iron CastingsDocument2 pagesDokumen - Tips - Astm A159 Standard Specification For Automotive Gray Iron CastingsJeovanne CabralNo ratings yet
- DSP Overview 10-07-2017Document46 pagesDSP Overview 10-07-2017Binod Kumar Padhi0% (1)
- Issues To Address... : Chapter 11 - 1Document20 pagesIssues To Address... : Chapter 11 - 1Rowen PratherNo ratings yet
- Astm A194 2019 V02Document1 pageAstm A194 2019 V02gfdgdfgdfNo ratings yet
- Hardfacing Wires: For Steel Mill RollsDocument16 pagesHardfacing Wires: For Steel Mill RollsRaviTeja BhamidiNo ratings yet
- Slabbrochure Baosteel PDFDocument36 pagesSlabbrochure Baosteel PDFKetnipha SukwannawitNo ratings yet
- Cross Reference Syntetic MWFDocument8 pagesCross Reference Syntetic MWFSuprastowo Bin SarinoNo ratings yet
- Embr 1 PDFDocument32 pagesEmbr 1 PDFKamod RanjanNo ratings yet
- Overview of Bokaro Steel Plant: Suman SourabhDocument48 pagesOverview of Bokaro Steel Plant: Suman SourabhabhishekNo ratings yet
- Astm A194Document1 pageAstm A194Tee Klong RungNo ratings yet
- Chromium Steel Rolls: Hitachi Metals America, LTDDocument2 pagesChromium Steel Rolls: Hitachi Metals America, LTDHariNo ratings yet
- Cold Rolling (DG Teori Detil)Document32 pagesCold Rolling (DG Teori Detil)Baginda HamzahNo ratings yet
- Astm A957 A957m 13Document6 pagesAstm A957 A957m 13Diego CanilNo ratings yet
- ASTM A194 - Portland BoltDocument3 pagesASTM A194 - Portland BoltJonathan DouglasNo ratings yet
- 7 - Wrap Up Session For Mid Term TestDocument36 pages7 - Wrap Up Session For Mid Term TestFiky ArdiansyahNo ratings yet
- Chap 11Document27 pagesChap 11Qwe QNo ratings yet
- What Are The imperial/ASTM Equivalents For Metric Fastener Grades?Document1 pageWhat Are The imperial/ASTM Equivalents For Metric Fastener Grades?muathNo ratings yet
- Bronze Gate Valve 150 SWP - 300 WOG Solid Wedge Disc - Rising Stem Union Bonnet - Threaded Ends Conforms To: MSS SP-80Document1 pageBronze Gate Valve 150 SWP - 300 WOG Solid Wedge Disc - Rising Stem Union Bonnet - Threaded Ends Conforms To: MSS SP-80Soham SantraNo ratings yet
- 7 Eaf BofDocument28 pages7 Eaf BofMuhammad Umar Al FaruqNo ratings yet
- Chapter 11: Applications and Processing of Metal Alloys Classification of Metal AlloysDocument8 pagesChapter 11: Applications and Processing of Metal Alloys Classification of Metal AlloysChelseyNo ratings yet
- Salem Steel PlantDocument6 pagesSalem Steel PlantMukkannanNo ratings yet
- LIIL RefractoryDocument33 pagesLIIL RefractoryMOHD AZAMNo ratings yet
- Asme Section Ii A Sa-6 Sa-6mDocument82 pagesAsme Section Ii A Sa-6 Sa-6mksd2No ratings yet
- Welding Stainless Steels-LincolnelectricDocument40 pagesWelding Stainless Steels-LincolnelectricsachinumaryeNo ratings yet
- Catalog (Heavy Forging) PDFDocument6 pagesCatalog (Heavy Forging) PDFViệt Châu TháiNo ratings yet
- Bolts SpacificationsDocument6 pagesBolts SpacificationsSaleem JaradatNo ratings yet
- Katalog Produk DormerDocument10 pagesKatalog Produk Dormernanang arifNo ratings yet
- PDS Poweroil Hone 7SDocument1 pagePDS Poweroil Hone 7SthenuamuNo ratings yet
- ASME Weld Number Tables - P Number Base & F Number FillerDocument14 pagesASME Weld Number Tables - P Number Base & F Number FillerChris McNairNo ratings yet
- Pembuatan Baja PADA EAF (Electric Arc Furnace)Document35 pagesPembuatan Baja PADA EAF (Electric Arc Furnace)VanyaNo ratings yet
- Ferrous Extractive Metallurgy: Dr. / Amr Basuony Saad EldeebDocument19 pagesFerrous Extractive Metallurgy: Dr. / Amr Basuony Saad Eldeebفوزي خلفNo ratings yet
- SS-Properties-How To Weld PDFDocument40 pagesSS-Properties-How To Weld PDFjf2587No ratings yet
- Spec PDFDocument1 pageSpec PDFcrysNo ratings yet
- 2017-07-24 Footmaster FR 2Document1 page2017-07-24 Footmaster FR 2Kasia MazurNo ratings yet
- The Metallurgy of Power BoilersDocument4 pagesThe Metallurgy of Power Boilersagniva dattaNo ratings yet
- Taco GTDocument14 pagesTaco GTTIOCA01No ratings yet
- CastingDocument19 pagesCastingMohd SyafiqNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Chapter 2: Agricultural Marketing Functions: Alemayehu H. Mekelle University Department of Marketing ManagementDocument14 pagesChapter 2: Agricultural Marketing Functions: Alemayehu H. Mekelle University Department of Marketing ManagementalemayehuNo ratings yet
- The Role of System Information Management (SIM) On Go-JekDocument13 pagesThe Role of System Information Management (SIM) On Go-JekFathinus Syafrizal100% (1)
- Reinventing Workflows: Power Your Digital Transformation and Drive Greater Impact by Modernizing ProcessesDocument14 pagesReinventing Workflows: Power Your Digital Transformation and Drive Greater Impact by Modernizing Processes周一行No ratings yet
- Managing Production and Service OperationsDocument22 pagesManaging Production and Service OperationsJam LarsonNo ratings yet
- Business Plan: University of Santo Tomas Senior High SchoolDocument23 pagesBusiness Plan: University of Santo Tomas Senior High SchoolGina Camaya DatuNo ratings yet
- 3.7 Logistics Execution PDFDocument11 pages3.7 Logistics Execution PDFIndian Chemistry100% (1)
- MIS AssignmentDocument23 pagesMIS AssignmentSharmila PrabhuNo ratings yet
- KC-Chemical Inventory SpreadsheetDocument4 pagesKC-Chemical Inventory SpreadsheetRocky BisNo ratings yet
- Job Description ElectronicsDocument2 pagesJob Description ElectronicssaravanakumarpalaniNo ratings yet
- Packaging + Shipping Efficiencies Cost SavingsDocument12 pagesPackaging + Shipping Efficiencies Cost SavingsDaksha TiwariNo ratings yet
- Worksheet No. 7Document2 pagesWorksheet No. 7brixston gealonNo ratings yet
- Innovative B2B Marketing New Models, Processes and Theory, 2nd Edition (Simon Hall)Document377 pagesInnovative B2B Marketing New Models, Processes and Theory, 2nd Edition (Simon Hall)minmzf1999100% (1)
- Ethiopian Civil Service University: January, 2021 Addis Ababa, EthiopiaDocument15 pagesEthiopian Civil Service University: January, 2021 Addis Ababa, EthiopiaAbrham ShibeshiNo ratings yet
- Pepsi Case StudyDocument2 pagesPepsi Case StudySaba AshrafNo ratings yet
- Introduction To Quality: (Formerly Titled Quality Control 8th Edition)Document48 pagesIntroduction To Quality: (Formerly Titled Quality Control 8th Edition)yas ziaNo ratings yet
- Printinglia Sales ProposalDocument14 pagesPrintinglia Sales ProposalV SHARAVANI MBANo ratings yet
- Advance Casting ProcesssDocument42 pagesAdvance Casting ProcesssPrikshit Gothwal100% (1)
- Dokumen - Pub A Textbook of Production Engineering 11nbsped 9788121901116Document993 pagesDokumen - Pub A Textbook of Production Engineering 11nbsped 9788121901116RahulNo ratings yet
- Andi M - Exploring Blockchain Technology in International Trade Business Process Re-Engineering For Letter of CreditDocument22 pagesAndi M - Exploring Blockchain Technology in International Trade Business Process Re-Engineering For Letter of Creditandi maulanaNo ratings yet
- Account Planning by Demand FarmDocument3 pagesAccount Planning by Demand FarmIsrael CastilloNo ratings yet
- Fundamentals of Accountancy, Business and Management 2 2Document19 pagesFundamentals of Accountancy, Business and Management 2 2M i n m i n z ..No ratings yet
- TP UpdatedDocument10 pagesTP UpdatedRizky SetiawanNo ratings yet
- Principles of Marketing 1 To 3Document52 pagesPrinciples of Marketing 1 To 3pavithra kNo ratings yet
- HOLDENERIDocument26 pagesHOLDENERIbureqqNo ratings yet
- Virgin Mobile USA: Pricing For The First Time: Case Group AssignmentDocument5 pagesVirgin Mobile USA: Pricing For The First Time: Case Group Assignmentbonfument100% (1)
- Factors Affecting IMDocument10 pagesFactors Affecting IMsuchitaNo ratings yet
- Acatech STUDIE Maturity Index Eng WEB PDFDocument60 pagesAcatech STUDIE Maturity Index Eng WEB PDFCarlos MolinaNo ratings yet
- Std. Template BBP FIDocument194 pagesStd. Template BBP FIpritesh1984100% (1)