Download as pdf or txt
You might also like
- DbsDocument9 pagesDbsibharNo ratings yet
- Dynamic Positioning & Thruster Assisted Moorings: Chris Jenman Bsc. Mrina, Fni, MrinDocument84 pagesDynamic Positioning & Thruster Assisted Moorings: Chris Jenman Bsc. Mrina, Fni, MrinAllen WongNo ratings yet
- CST09 PDFDocument18 pagesCST09 PDFChristopher Garcia100% (1)
- Steam-Turbine GeneratorDocument22 pagesSteam-Turbine GeneratorRaviteja ValluriNo ratings yet
- Centrifugal Compressor Vibration at MRT TestingDocument20 pagesCentrifugal Compressor Vibration at MRT TestingEbrahim ZolfagharyNo ratings yet
- Presentation On Simhadri Unit-2 High VibrationDocument21 pagesPresentation On Simhadri Unit-2 High VibrationVIBHAV100% (1)
- Torsional Onboard Swire Pacific MV TitanDocument21 pagesTorsional Onboard Swire Pacific MV TitanRashyd RidhaNo ratings yet
- Place For Title: Resolving Cyclic Vibration On An Instrument Air CompressorDocument19 pagesPlace For Title: Resolving Cyclic Vibration On An Instrument Air CompressorMuhammad Fahmi Mahmud100% (1)
- Screw Compressor RubDocument21 pagesScrew Compressor RubSamir BenabdallahNo ratings yet
- Omicorn SfraDocument59 pagesOmicorn Sfradcvashist100% (1)
- Teikoku Rotary Guardian: Principle of OperationDocument2 pagesTeikoku Rotary Guardian: Principle of OperationMón Quà Vô Giá100% (1)
- Charge Compressor Turbine VibrationDocument15 pagesCharge Compressor Turbine VibrationSasi NimmakayalaNo ratings yet
- WT Vrijloopkoppeling PDFDocument28 pagesWT Vrijloopkoppeling PDFengfaridmalkNo ratings yet
- Sigma 3-16L Sigma 3-16KL: Benchtop Centrifuge Unrefrigerated RefrigeratedDocument36 pagesSigma 3-16L Sigma 3-16KL: Benchtop Centrifuge Unrefrigerated RefrigeratedTahir NizamNo ratings yet
- Case StudyDocument24 pagesCase StudyHaseeb BokhariNo ratings yet
- Laboratory Centrifuge MPW 351: No 10351 / 10351R / 10351RHDocument4 pagesLaboratory Centrifuge MPW 351: No 10351 / 10351R / 10351RHitaloNo ratings yet
- Jockey Pump P5330BDocument4 pagesJockey Pump P5330BfazzlieNo ratings yet
- Final AOH Report - TMD 060818Document15 pagesFinal AOH Report - TMD 060818sanmukhaNo ratings yet
- Final Drawings Yanmar 6EY26WDocument177 pagesFinal Drawings Yanmar 6EY26Wjosch90210100% (2)
- Multistage Pump VibrationDocument18 pagesMultistage Pump VibrationIrma 2019No ratings yet
- Vibration Case HistoriesDocument56 pagesVibration Case HistoriesanuprajaNo ratings yet
- ComPro 2000 in ActionDocument30 pagesComPro 2000 in ActionromulozgNo ratings yet
- PT9016 - Mechanical TestDocument8 pagesPT9016 - Mechanical TestlincolnluizNo ratings yet
- TDBFP Gear-Coupling Misalignment & Diagnosis-A Case StudyDocument19 pagesTDBFP Gear-Coupling Misalignment & Diagnosis-A Case StudybederinadmlNo ratings yet
- UNIT - 1 Hydro Turbine - Greenko, Budhil Detailed Vibration Analysis ReportDocument12 pagesUNIT - 1 Hydro Turbine - Greenko, Budhil Detailed Vibration Analysis ReportSasi Vardhan NimmakayalaNo ratings yet
- Shaft Vibration EUDocument24 pagesShaft Vibration EUWildan Harun100% (2)
- Worm Gear UcanDocument63 pagesWorm Gear UcanPhạm Hoài AnhNo ratings yet
- Sandvik DT1130-C Data: Application Main SpecificationsDocument4 pagesSandvik DT1130-C Data: Application Main SpecificationsLuis JaimesNo ratings yet
- Turbine CW Pipe Status Updated2Document21 pagesTurbine CW Pipe Status Updated2vivekpathak101100% (1)
- Vibration Diagnostic Chart1Document16 pagesVibration Diagnostic Chart1Anand KumarNo ratings yet
- Permian Basin Drilling Optimization: Scott Lowry Andrew N. Hunter January 2015 - DFW AADEDocument31 pagesPermian Basin Drilling Optimization: Scott Lowry Andrew N. Hunter January 2015 - DFW AADEE SchonNo ratings yet
- Analysis Using RCA Method For A Piston Rod Failure of RC 1717746435Document19 pagesAnalysis Using RCA Method For A Piston Rod Failure of RC 1717746435bhushankale285No ratings yet
- Gyrocompass SystemsDocument74 pagesGyrocompass SystemscostinosNo ratings yet
- AppendixI N2 Transport TrailerDocument9 pagesAppendixI N2 Transport TrailerMohammed H. Al AyatNo ratings yet
- 02-SOP of FD Fan.Document11 pages02-SOP of FD Fan.Mithun Singh Rajput100% (2)
- K Brine and Submersible Pump DataDocument5 pagesK Brine and Submersible Pump Datajacs127No ratings yet
- GR-MPO2109-G30-0013 - Instrument Data Sheet For Reverse Rotation Switch and Vib. Sensor - Rev - 0Document31 pagesGR-MPO2109-G30-0013 - Instrument Data Sheet For Reverse Rotation Switch and Vib. Sensor - Rev - 0Zidny Alfyan BarikNo ratings yet
- Stuck Pipe/Tight Pipe Incident Reporting Form: Page 1 of 2Document2 pagesStuck Pipe/Tight Pipe Incident Reporting Form: Page 1 of 2David OrtegaNo ratings yet
- Product Pump P428-BDocument3 pagesProduct Pump P428-BHaitham YoussefNo ratings yet
- MAE 5350: Gas Turbines: Lecture 1: Introduction and OverviewDocument84 pagesMAE 5350: Gas Turbines: Lecture 1: Introduction and Overviewezra natanaelNo ratings yet
- Woodward Prop Synch ManualDocument59 pagesWoodward Prop Synch ManualRichard FloydNo ratings yet
- 27 MW Steam Turbine Blade Failure Case HistoryDocument23 pages27 MW Steam Turbine Blade Failure Case HistoryPablo Scott100% (1)
- 06 - Rubbing Detection in A Synthesis Gas CompressorDocument10 pages06 - Rubbing Detection in A Synthesis Gas CompressorSeresdfrtNo ratings yet
- Case 1: Observations: Observed Abnormal Sound From Motor Bearings and Have Abnormal G's Value On MotorDocument9 pagesCase 1: Observations: Observed Abnormal Sound From Motor Bearings and Have Abnormal G's Value On MotorAdnan MohsinNo ratings yet
- Craig 2010Document10 pagesCraig 2010GERARDO TORRES RUIZNo ratings yet
- AlfordDocument24 pagesAlfordJHON ANGEL VARGAS HUAHUASONCCONo ratings yet
- CM Case StudiesDocument27 pagesCM Case StudiesOnkarbearing CompanyNo ratings yet
- Bhel RSC VaranasiDocument29 pagesBhel RSC Varanasishobhan1984No ratings yet
- TT TRT 2000 - CTCDocument4 pagesTT TRT 2000 - CTCDibas BaniyaNo ratings yet
- High Pressure Gear Pumps KP5 PDFDocument12 pagesHigh Pressure Gear Pumps KP5 PDFHau PhamNo ratings yet
- Лебёдка стингера PDFDocument36 pagesЛебёдка стингера PDFIvan MaltsevNo ratings yet
- NAVAIR 01-250HDB-1B CH-46D.CH-46F & CH-46D Pocket Checklist (15 June 1970) PDFDocument113 pagesNAVAIR 01-250HDB-1B CH-46D.CH-46F & CH-46D Pocket Checklist (15 June 1970) PDFBlaze123xNo ratings yet
- FloorHand BLOHM BOSSDocument4 pagesFloorHand BLOHM BOSSCarlosSantamariaNo ratings yet
- 7 CompressorDocument2 pages7 CompressorMithun Singh RajputNo ratings yet
- Failure of 9FA Gas Turbine Compressor - A Unique Experience. D.Nandi (AGM-OS/GT) K.R.C.Murty (AGM-OS/GT)Document10 pagesFailure of 9FA Gas Turbine Compressor - A Unique Experience. D.Nandi (AGM-OS/GT) K.R.C.Murty (AGM-OS/GT)Thanapaet RittirutNo ratings yet
- Suspected Rotorbar Problem On The MotorDocument12 pagesSuspected Rotorbar Problem On The MotorEmmanuel OgarNo ratings yet
- Vibration AnalysisDocument12 pagesVibration Analysishicham.zahdourNo ratings yet
- Vibration Analysis: Case Study - Gas Recycle FanDocument12 pagesVibration Analysis: Case Study - Gas Recycle FanSalah ElmahdyNo ratings yet
- Caso de Estudio - Ventilador de RecicloDocument12 pagesCaso de Estudio - Ventilador de Recicloerondon2901No ratings yet
- UpgradeDocument2 pagesUpgradeIrma 2019No ratings yet
- Shaft Grounding Analysis Rev 3 Ded 2016 CurrentDocument12 pagesShaft Grounding Analysis Rev 3 Ded 2016 CurrentIrma 2019No ratings yet
- Wear Ring Pada PompaDocument12 pagesWear Ring Pada PompaIrma 2019No ratings yet
- Imdp12013-61e 020Document149 pagesImdp12013-61e 020Irma 2019No ratings yet
- Wiring DiagramDocument21 pagesWiring DiagramIrma 2019No ratings yet
- Daq32 InstallationDocument61 pagesDaq32 InstallationIrma 2019No ratings yet
- 980G Hydro-Electrical ControlDocument3 pages980G Hydro-Electrical ControlJuan AcostaNo ratings yet
- Sample Project Report - Docx EV Two WheelersDocument12 pagesSample Project Report - Docx EV Two WheelersYashu RamaNo ratings yet
- Reliance GT-FRAME-9-MANUALDocument97 pagesReliance GT-FRAME-9-MANUALkishoremarNo ratings yet
- 2018 Lift Station Cover-Spec-Drawings 07162018 FINALDocument41 pages2018 Lift Station Cover-Spec-Drawings 07162018 FINALRyanNo ratings yet
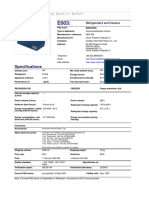
- Specifications: Refrigerators and FreezersDocument1 pageSpecifications: Refrigerators and FreezersdwinantoNo ratings yet
- TETV MotorDocument7 pagesTETV MotorVasudev AgrawalNo ratings yet
- Yurzhenko - Module1 Last 06.09.22 Marine Diesel EngineDocument38 pagesYurzhenko - Module1 Last 06.09.22 Marine Diesel EngineSasha KaraNo ratings yet
- IMG - 0177 PSME Code 2008 167Document1 pageIMG - 0177 PSME Code 2008 167let ramNo ratings yet
- ESR Rajpura Project BrochureDocument15 pagesESR Rajpura Project BrochureSarthak ShuklaNo ratings yet
- WEF Tranisitioning Industrial Clusters 2023Document97 pagesWEF Tranisitioning Industrial Clusters 2023Diego BecerraNo ratings yet
- Rishav OIP-2021 PREB1Document59 pagesRishav OIP-2021 PREB1Khan aqsaNo ratings yet
- ENGIE Solutions Kuwait - Energy Efficiency Engineer VIE - Contrat de TravailDocument1 pageENGIE Solutions Kuwait - Energy Efficiency Engineer VIE - Contrat de TravailMatteoNo ratings yet
- 1.d. Overall Damping For Piled Offshore Support StructuresDocument4 pages1.d. Overall Damping For Piled Offshore Support StructuresShokoofeAlaviNo ratings yet
- Konark SolarDocument7 pagesKonark SolarAdedotun OlanrewajuNo ratings yet
- Power Analysis - ABBDocument6 pagesPower Analysis - ABBIfit PrabowoNo ratings yet
- Triple Physics p1Document32 pagesTriple Physics p1despyzeedits100% (1)
- Chapter 1 IntroductionDocument37 pagesChapter 1 Introductionfaris iqbalNo ratings yet
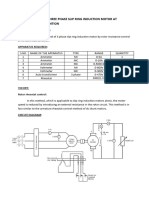
- Speed Control of 3 Phase Slip Ring Induction MotorDocument2 pagesSpeed Control of 3 Phase Slip Ring Induction Motoraditya aryaNo ratings yet
- TSUN Easy Solar Kit CatalogueDocument14 pagesTSUN Easy Solar Kit CatalogueRonald H SantosNo ratings yet
- 3RN10131BW10 Datasheet enDocument3 pages3RN10131BW10 Datasheet enXuân Kiên VũNo ratings yet
- 2015 Physics - MCQ & EssayDocument18 pages2015 Physics - MCQ & EssayIzundu VictorNo ratings yet
- Samsung Aq24a2rcDocument28 pagesSamsung Aq24a2rcFlorian LeordeanuNo ratings yet
- Research Thesis Title Proposal Draft 3.0Document12 pagesResearch Thesis Title Proposal Draft 3.0Pyae Khant PaingNo ratings yet
- Miniature Circuit Breakers (MCB) Multi 9Document18 pagesMiniature Circuit Breakers (MCB) Multi 9Reski Ade PutraNo ratings yet
- Schools Division of Guimaras Catalino G. Nava Farm School: Enhanced MELCDocument6 pagesSchools Division of Guimaras Catalino G. Nava Farm School: Enhanced MELCDominique Louise SolisNo ratings yet
- Payslip 60001596 202311Document1 pagePayslip 60001596 202311naturenforNo ratings yet
- Introduction Module 4 Chem02Document3 pagesIntroduction Module 4 Chem02Cosmescu Mario FlorinNo ratings yet
- Diesel Engine Fire Pump ControllerDocument12 pagesDiesel Engine Fire Pump ControllerCARLOS RIVERANo ratings yet
- GOST & OthersDocument6 pagesGOST & OthersSuseprianus PatumbaNo ratings yet
- Localisation of Cable FaultDocument8 pagesLocalisation of Cable Fault126 N.EZHILARASAN EEERNo ratings yet