Download as pdf or txt
You might also like
- Preface: Manual For Operation & Maintenance of 200 Series Inline Engines With One-Piece Injection PumpDocument114 pagesPreface: Manual For Operation & Maintenance of 200 Series Inline Engines With One-Piece Injection PumpDevi Beni Tanaya100% (1)
- Software High Level Design Document - SampleDocument8 pagesSoftware High Level Design Document - Samplevthh94No ratings yet
- Adaptive Laser Welding Control: A Reinforcement Learning ApproachDocument12 pagesAdaptive Laser Welding Control: A Reinforcement Learning Approachgarden00589No ratings yet
- Electronics 12 03862 v2Document43 pagesElectronics 12 03862 v2DanielNo ratings yet
- Adaptive Laser Welding Control A Reinforcement Learning ApproachDocument13 pagesAdaptive Laser Welding Control A Reinforcement Learning ApproachDileep GangwarNo ratings yet
- Sensors 23 06558 v2Document17 pagesSensors 23 06558 v2devagyaiitkNo ratings yet
- Metals 11 01135 v3Document19 pagesMetals 11 01135 v3oelassal444No ratings yet
- Materials 14 01154 v3Document24 pagesMaterials 14 01154 v3navid jafariNo ratings yet
- Angular Dependence of Coaxial and Quasi-Coaxial Monitoring Systems For Process Radiation Analysis in Laser Materials ProcessingDocument14 pagesAngular Dependence of Coaxial and Quasi-Coaxial Monitoring Systems For Process Radiation Analysis in Laser Materials ProcessingСергей БадюкNo ratings yet
- Acoustic Methods in Real-Time Welding Process Monitoring: Application and Future Potential AdvancementDocument18 pagesAcoustic Methods in Real-Time Welding Process Monitoring: Application and Future Potential AdvancementMita HartiniNo ratings yet
- Sensors 21 07304 v3Document13 pagesSensors 21 07304 v3Tawanda GotozaNo ratings yet
- Yusof, Ishak, Ghazali - 2021 - Weld Depth Estimation During Pulse Mode Laser Welding Process by The Analysis of The Acquired Sound UsingDocument16 pagesYusof, Ishak, Ghazali - 2021 - Weld Depth Estimation During Pulse Mode Laser Welding Process by The Analysis of The Acquired Sound UsingJOAO VICTOR SILVA BORGESNo ratings yet
- Challenges in Dynamic Heat Source Modeling in High-Power Laser Beam WeldingDocument9 pagesChallenges in Dynamic Heat Source Modeling in High-Power Laser Beam WeldingAndré Alves FerreiraNo ratings yet
- Materials and DesignDocument13 pagesMaterials and DesignbobNo ratings yet
- Structural Concrete - 2021 - Clau - A Comparative Evaluation of Strain Measurement Techniques in Reinforced ConcreteDocument16 pagesStructural Concrete - 2021 - Clau - A Comparative Evaluation of Strain Measurement Techniques in Reinforced ConcreteyasminaNo ratings yet
- In Process Monitoring of Porosity During LaserDocument30 pagesIn Process Monitoring of Porosity During LaserDileep GangwarNo ratings yet
- Micrometer Sensing With Microwaves Precise Radar Systems For Innovative Measurement ApplicationsDocument16 pagesMicrometer Sensing With Microwaves Precise Radar Systems For Innovative Measurement ApplicationsNicholas FeatherstonNo ratings yet
- Huang 2020Document11 pagesHuang 2020dietersimaNo ratings yet
- Design and Realization of 3D Printed Fiber-Tip Microcantilever Probes Applied To Hydrogen SensingDocument11 pagesDesign and Realization of 3D Printed Fiber-Tip Microcantilever Probes Applied To Hydrogen Sensingdogukan gunerNo ratings yet
- Condition Based Maintenance of The Two-Beam Laser Welding in High Volume Manufacturing of Piezoelectric Pressure SensorDocument10 pagesCondition Based Maintenance of The Two-Beam Laser Welding in High Volume Manufacturing of Piezoelectric Pressure SensorSyurriya LeedangNo ratings yet
- p69 Li PDFDocument10 pagesp69 Li PDFHenrique Mariano AmaralNo ratings yet
- Sciencedirect: A Review On In-Situ Monitoring and Adaptive Control Technology For Laser Cladding RemanufacturingDocument6 pagesSciencedirect: A Review On In-Situ Monitoring and Adaptive Control Technology For Laser Cladding Remanufacturingvincent BarreauNo ratings yet
- In Process Phased Array Ultrasonic Weld Pool Monito 2023 NDT E InternationDocument11 pagesIn Process Phased Array Ultrasonic Weld Pool Monito 2023 NDT E InternationmaheshNo ratings yet
- 1 s2.0 S0926580519303371 MainDocument14 pages1 s2.0 S0926580519303371 MainRenato BittencourtNo ratings yet
- MainDocument14 pagesMainlulamamakarimgeNo ratings yet
- 2014 - Applications of Absorption Spectroscopy Using Quantum Cascade LasersDocument13 pages2014 - Applications of Absorption Spectroscopy Using Quantum Cascade LasersputtipongtanNo ratings yet
- Improving The Durability of The Optical Fiber Sensor Based On Strain Transfer AnalysisDocument8 pagesImproving The Durability of The Optical Fiber Sensor Based On Strain Transfer Analysisrqpkwcvh9gNo ratings yet
- Rail Corrugation Detection Using One-Dimensional Convolution Neural Network and Data-Driven MethodDocument14 pagesRail Corrugation Detection Using One-Dimensional Convolution Neural Network and Data-Driven MethodArthur Cancellieri PiresNo ratings yet
- Effect of Hammer Type On Generated Mechanical SignDocument19 pagesEffect of Hammer Type On Generated Mechanical Signmouniaelyousfi26No ratings yet
- Analisis de Fallas ArticuloDocument5 pagesAnalisis de Fallas ArticuloJulio RubioNo ratings yet
- Nde Development For Bonded Honeycomb Structures Produced Using Non-Autoclave Manufacturing ProcessesDocument15 pagesNde Development For Bonded Honeycomb Structures Produced Using Non-Autoclave Manufacturing ProcessesSebastian AndreoliNo ratings yet
- Sensors: Fiber-Optical Sensors: Basics and Applications in Multiphase ReactorsDocument26 pagesSensors: Fiber-Optical Sensors: Basics and Applications in Multiphase ReactorsAlessandroNo ratings yet
- A New Algorithm For Wire Fault Location Using Time-Domain ReflectometryDocument9 pagesA New Algorithm For Wire Fault Location Using Time-Domain ReflectometryUmair MansoorNo ratings yet
- Weld Bead Detection Based On 3D Geometric Features and Machine Learning ApproachesDocument14 pagesWeld Bead Detection Based On 3D Geometric Features and Machine Learning ApproachesShadi AtriNo ratings yet
- Electronics 11 02619Document12 pagesElectronics 11 02619samia DRIZNo ratings yet
- Deformation Prediction System of Concrete Dam BaseDocument20 pagesDeformation Prediction System of Concrete Dam Basesharvan10No ratings yet
- Sensors 20 05329Document25 pagesSensors 20 05329sunil kumar sharmaNo ratings yet
- Engineering Structures: Reza Soleimanpour, Ching-Tai NGDocument13 pagesEngineering Structures: Reza Soleimanpour, Ching-Tai NGYash DhabaliaNo ratings yet
- A Convolutional Neural Network For Impact Detection and Characterization of Complex Composite StructureDocument25 pagesA Convolutional Neural Network For Impact Detection and Characterization of Complex Composite StructureOtras CosasNo ratings yet
- Bayesian PathlossDocument11 pagesBayesian PathlossAwal HalifaNo ratings yet
- Sensors 24 03402Document17 pagesSensors 24 03402jdve1810No ratings yet
- Sensors: A Convolutional Neural Network For Impact Detection and Characterization of Complex Composite StructuresDocument25 pagesSensors: A Convolutional Neural Network For Impact Detection and Characterization of Complex Composite Structuresathar shahzadNo ratings yet
- Going Deeper Into OSNR Estimation With CNNDocument17 pagesGoing Deeper Into OSNR Estimation With CNNLivingstone KimaroNo ratings yet
- Sensors 23 03226Document19 pagesSensors 23 03226ROD STEVEN CARRASCO BENAVENTENo ratings yet
- PPIM 2022 - Conference Elevated Stress Associate With CSCCDocument13 pagesPPIM 2022 - Conference Elevated Stress Associate With CSCCSabino LaraNo ratings yet
- RP 3Document14 pagesRP 3RACHIT 2K21/B12/32No ratings yet
- Beam Steering and Deflecting Device Using Step Based Mi - 2008 - Optics CommunicDocument8 pagesBeam Steering and Deflecting Device Using Step Based Mi - 2008 - Optics CommunicChính LêNo ratings yet
- Colloid Transport Prediction Using SVM-MLPDocument5 pagesColloid Transport Prediction Using SVM-MLPInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- IEEE-A Machine Learning-Based Framework For Predictive Maintenance of Semiconductor Laser For Optical CommunicationDocument11 pagesIEEE-A Machine Learning-Based Framework For Predictive Maintenance of Semiconductor Laser For Optical CommunicationWeiwei ChenNo ratings yet
- NDT and E International: Rollo Jarvis, Peter Cawley, Peter B. NagyDocument10 pagesNDT and E International: Rollo Jarvis, Peter Cawley, Peter B. NagyRafael FerraresiNo ratings yet
- 2006 Spectrometric Determination of The Refractive IndexDocument8 pages2006 Spectrometric Determination of The Refractive IndexJosimar Marquez GarciaNo ratings yet
- Electronics 12 03340 v2Document25 pagesElectronics 12 03340 v2Jose Antonio Escalante SulcaNo ratings yet
- Sunil ReportDocument11 pagesSunil Reportsunilkumarvss395No ratings yet
- Sensors For Quality Control in Welding: Soldagem & Inspeção December 2011Document27 pagesSensors For Quality Control in Welding: Soldagem & Inspeção December 2011Mina RemonNo ratings yet
- 2022 - Model-Free Repetitive Control Design and Implementation For Dynamical Galvanometer-Based Raster ScanningDocument11 pages2022 - Model-Free Repetitive Control Design and Implementation For Dynamical Galvanometer-Based Raster Scanningcjws80293No ratings yet
- AIMTDR2016 - Full - Length PaperDocument6 pagesAIMTDR2016 - Full - Length PaperMM GoudNo ratings yet
- Electronics 11 00459Document14 pagesElectronics 11 00459Slavko NesicNo ratings yet
- 1 s2.0 S0924424719311720 MainDocument12 pages1 s2.0 S0924424719311720 MainIgor AmorimNo ratings yet
- Understanding and Managing Identification Uncertainty of Close Modes in Operational Modal AnalysisDocument23 pagesUnderstanding and Managing Identification Uncertainty of Close Modes in Operational Modal AnalysisXINDA MANo ratings yet
- Application of Lightweight Convolutional Neural Network For Damage Detection of Conveyor BeltDocument15 pagesApplication of Lightweight Convolutional Neural Network For Damage Detection of Conveyor BeltJoão SoaresNo ratings yet
- Quality Prediction and Classification of ResistanceDocument17 pagesQuality Prediction and Classification of ResistanceJahaziel BorjaNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- A Study On The Hot Cracking Behavior of Laser Welded Aluminum Alloy For Automotive IndustryDocument141 pagesA Study On The Hot Cracking Behavior of Laser Welded Aluminum Alloy For Automotive Industry이재헌 서울 대학원 융합기계공학과 장학조교No ratings yet
- Characterization For Dynamic Recrystallization Kinetics Based On Stress-Strain CurvesDocument28 pagesCharacterization For Dynamic Recrystallization Kinetics Based On Stress-Strain Curves이재헌 서울 대학원 융합기계공학과 장학조교No ratings yet
- Manuscript Version: Author's Accepted Manuscript: Warwick - Ac.uk/lib-PublicationsDocument11 pagesManuscript Version: Author's Accepted Manuscript: Warwick - Ac.uk/lib-Publications이재헌 서울 대학원 융합기계공학과 장학조교No ratings yet
- 다층 압연된 구리의 재결정 집합조직 해석Document1 page다층 압연된 구리의 재결정 집합조직 해석이재헌 서울 대학원 융합기계공학과 장학조교No ratings yet
- Anomaly Detection For Industrial Surface Inspection Application in Maintenance of Aircraft ComponentsDocument6 pagesAnomaly Detection For Industrial Surface Inspection Application in Maintenance of Aircraft Components이재헌 서울 대학원 융합기계공학과 장학조교No ratings yet
- EBSDElectronBackscatterDiffraction의원리와응용Document9 pagesEBSDElectronBackscatterDiffraction의원리와응용이재헌 서울 대학원 융합기계공학과 장학조교No ratings yet
- Alloy Design Against The Solidification Cracking in Fusion Additive Manufacturing An Application To A FeCrAl AlloyDocument9 pagesAlloy Design Against The Solidification Cracking in Fusion Additive Manufacturing An Application To A FeCrAl Alloy이재헌 서울 대학원 융합기계공학과 장학조교No ratings yet
- User Manual: MOSES EditorDocument16 pagesUser Manual: MOSES EditorBassem abdelahNo ratings yet
- Iskraemeco Mx37y Technical DescriptionDocument38 pagesIskraemeco Mx37y Technical DescriptionmirelaMENo ratings yet
- Technical Specifications of Network Camera & NVRDocument3 pagesTechnical Specifications of Network Camera & NVRmohmmad thapetNo ratings yet
- HP EliteDesk PDFDocument112 pagesHP EliteDesk PDFKhuram s6No ratings yet
- Muhammad Raza Rafiq .2 PDFDocument3 pagesMuhammad Raza Rafiq .2 PDFrazarafiq033No ratings yet
- Harold Black and The Negative-Feedback Amplifier: RonaldDocument4 pagesHarold Black and The Negative-Feedback Amplifier: RonaldAnonymous VfH06fQXbANo ratings yet
- Business Marketing For Online ClinikDocument28 pagesBusiness Marketing For Online ClinikmuhammedswadiqNo ratings yet
- ZTE 3rd Level Support WLA - 1-Oct-13-Final - IIDocument20 pagesZTE 3rd Level Support WLA - 1-Oct-13-Final - IIWael MahmoudNo ratings yet
- Student Marks Management SystemDocument24 pagesStudent Marks Management SystemKrishna Sahu67% (3)
- Automatic OMCH Establishment (SRAN12.1 - 01)Document129 pagesAutomatic OMCH Establishment (SRAN12.1 - 01)anthonyNo ratings yet
- Cooling Load Calculation For R - 116: Q-Sensible, Btu/HrDocument4 pagesCooling Load Calculation For R - 116: Q-Sensible, Btu/HrLukmanulHakimNo ratings yet
- IAA Poster 2006Document1 pageIAA Poster 2006Krishna_IndiaNo ratings yet
- ANSI Device Numbers PDFDocument1 pageANSI Device Numbers PDFPutra Kusuma HarditoNo ratings yet
- Ex 8 Sem SyllabusDocument6 pagesEx 8 Sem SyllabusMayank KatariaNo ratings yet
- Competency Standards CVQ Electrical InstallationDocument129 pagesCompetency Standards CVQ Electrical InstallationibnashrafNo ratings yet
- Cyber Law RGPVDocument61 pagesCyber Law RGPVPrateek GuptaNo ratings yet
- Digital Economy and Society Statistics - EnterprisesDocument19 pagesDigital Economy and Society Statistics - Enterprisesjorgebritto1No ratings yet
- Res Lab QPDocument5 pagesRes Lab QPeee2014.rvsNo ratings yet
- 5 - Profile TP PDFDocument30 pages5 - Profile TP PDFAli UsmanNo ratings yet
- Esquema Electrico 336dl Serie m4t023XXDocument24 pagesEsquema Electrico 336dl Serie m4t023XXrjan7pe100% (1)
- Installation of Solar PanelsDocument4 pagesInstallation of Solar PanelsManafNo ratings yet
- IAM Logistics Network MeetingDocument62 pagesIAM Logistics Network MeetingJogeshNairNo ratings yet
- List of Engineering Colleges of Gujarat 2013 14Document15 pagesList of Engineering Colleges of Gujarat 2013 14mitulNo ratings yet
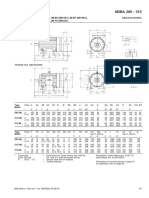
- ABB Motor Dimenferr280-400Document3 pagesABB Motor Dimenferr280-400Phuc Pham100% (1)
- Sustainable AI: AI For Sustainability and The Sustainability of AIDocument6 pagesSustainable AI: AI For Sustainability and The Sustainability of AIShapnil FinneyNo ratings yet
- Technical Guide Electrical Installations For Power Supply of Electric VehiclesDocument50 pagesTechnical Guide Electrical Installations For Power Supply of Electric VehiclesAlexNo ratings yet
- The Buyers Guide To Remote Machine MonitoringDocument24 pagesThe Buyers Guide To Remote Machine MonitoringsuhasNo ratings yet
- Ebook - Implementing A Lending Solution (BankingDocument10 pagesEbook - Implementing A Lending Solution (BankingRajat ManandharNo ratings yet