Download as pdf or txt
You might also like
- PLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingFrom EverandPLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingRating: 4 out of 5 stars4/5 (1)
- Optoelectronic Level SwitchDocument40 pagesOptoelectronic Level SwitchArpan Trivedi100% (2)
- PLC Ladder Diagram: BY Nalini MC 20GAEL1008Document10 pagesPLC Ladder Diagram: BY Nalini MC 20GAEL1008NALINI MCNo ratings yet
- Xee Oe1 Unit 4Document160 pagesXee Oe1 Unit 4Vigha Omnica IyerNo ratings yet
- Introduction To PLCDocument58 pagesIntroduction To PLCAmmar AlkindyNo ratings yet
- Consolidation and Nexus Project To Improve Basic Services For Vulnerable People in Northern Iraq (Connex)Document59 pagesConsolidation and Nexus Project To Improve Basic Services For Vulnerable People in Northern Iraq (Connex)Delshad DuhokiNo ratings yet
- Logic Control and PLCsDocument6 pagesLogic Control and PLCsKRISHNA KANT GUPTANo ratings yet
- Intro To PLC, Its Function, and ApplicationDocument24 pagesIntro To PLC, Its Function, and ApplicationHassan M KhanNo ratings yet
- Programmable Logic ControllersDocument14 pagesProgrammable Logic ControllersStefan BotaNo ratings yet
- PLC2Document5 pagesPLC2alifadhil989898No ratings yet
- Programmable Logic ControllersDocument11 pagesProgrammable Logic ControllersLoriedel GondaNo ratings yet
- PLC 1Document30 pagesPLC 1dayyan hashimNo ratings yet
- Ankit PPT TrainingDocument25 pagesAnkit PPT TrainingChander MohanNo ratings yet
- Industrial Automation SlideDocument40 pagesIndustrial Automation SlideAvid LearnerNo ratings yet
- PLC MitsubishiDocument14 pagesPLC MitsubishiMc Charles Adonis CaguitlaNo ratings yet
- CIM Lecture Notes 10Document12 pagesCIM Lecture Notes 10rzrasa100% (1)
- Module4 Programmable Logic ControllerDocument105 pagesModule4 Programmable Logic ControllerHemadri SubramanyaNo ratings yet
- Control System Training - Session 07: PLC ArchitectureDocument25 pagesControl System Training - Session 07: PLC ArchitecturelinkskilNo ratings yet
- PLC Based Sequential Batch Process CONTROL System1Document27 pagesPLC Based Sequential Batch Process CONTROL System1Ritesh Vaishnav100% (1)
- Tugas Bahasa Inggris KelompokDocument20 pagesTugas Bahasa Inggris Kelompokpyudi5169No ratings yet
- PLC Overview PID Control and TuningDocument64 pagesPLC Overview PID Control and TuningBalaji Kumar100% (1)
- UNIT 3 Power PointDocument87 pagesUNIT 3 Power PointJithan KumarNo ratings yet
- PLCDocument36 pagesPLCsonhack96No ratings yet
- Ladder DiagramDocument45 pagesLadder DiagramAnastasia PestereanNo ratings yet
- PLC Industrial AutoDocument17 pagesPLC Industrial Autoselar7347No ratings yet
- 04 - Step by Sptep Procedure For The Usage of Crouzet Millenium 3 PLC With ExercisesDocument225 pages04 - Step by Sptep Procedure For The Usage of Crouzet Millenium 3 PLC With Exercises447 KusumanjaliNo ratings yet
- PLC in Industrial Control: Ing. Marie Martinásková, Ph.D. Ing. Jakub JURADocument65 pagesPLC in Industrial Control: Ing. Marie Martinásková, Ph.D. Ing. Jakub JURAAllan CorreaNo ratings yet
- PLC SheetDocument54 pagesPLC SheetAmmar AlkindyNo ratings yet
- PLC Solution BookDocument49 pagesPLC Solution BookJagadeesh Rajamanickam71% (14)
- Document From SKDocument63 pagesDocument From SKSrikanth RajaNo ratings yet
- SPE 2321 Lectures 8Document40 pagesSPE 2321 Lectures 8Martinez MutaiNo ratings yet
- Learning Objectives Upon Completion of This Chapter, Student Should Be Able ToDocument31 pagesLearning Objectives Upon Completion of This Chapter, Student Should Be Able Tormfaisalarafat1108No ratings yet
- Programmable Logic Controller (PLC) : The Structure and Features of Programmable LogiccontrollerDocument6 pagesProgrammable Logic Controller (PLC) : The Structure and Features of Programmable LogiccontrollerSaad AliKhanNo ratings yet
- Unit-I Introduction To PLC: What Is The Programmable Logic Controller (PLC) ?Document17 pagesUnit-I Introduction To PLC: What Is The Programmable Logic Controller (PLC) ?Bandi vennelaNo ratings yet
- Adaptive Control For Machine ToolsDocument49 pagesAdaptive Control For Machine ToolsRahul DasNo ratings yet
- Lecture 1's Sequence: Programmable Logic Controllers Parts of A PLCDocument52 pagesLecture 1's Sequence: Programmable Logic Controllers Parts of A PLCminh quan leNo ratings yet
- Control System Engineer Role - MultiserveDocument76 pagesControl System Engineer Role - Multiserveahmed hamdyNo ratings yet
- Control Engineering Lab Semester: Winter 2021 Session: FALL 2018Document5 pagesControl Engineering Lab Semester: Winter 2021 Session: FALL 2018abdullah anwarNo ratings yet
- Programmable Logic Controllers: Introduction To PlcsDocument10 pagesProgrammable Logic Controllers: Introduction To PlcsSteveNo ratings yet
- PLCPPTXDocument36 pagesPLCPPTXJohn Paul BruanNo ratings yet
- L4 Programmable Logic ControllerDocument109 pagesL4 Programmable Logic ControllerMaheshNo ratings yet
- 2.classification of PLCsDocument51 pages2.classification of PLCsEmmanuel MatutuNo ratings yet
- Programmable ControllersDocument16 pagesProgrammable Controllersgavin_d265No ratings yet
- Programmable Logic ControllerDocument31 pagesProgrammable Logic ControllerRaj RajNo ratings yet
- Course Title: Course Code Credit Hours: PrerequisiteDocument53 pagesCourse Title: Course Code Credit Hours: PrerequisiteibraheemNo ratings yet
- Programmable Logic ControllersDocument35 pagesProgrammable Logic ControllersBin MassoudNo ratings yet
- Contoh Slide Proposal Projek PLCDuinoDocument26 pagesContoh Slide Proposal Projek PLCDuinoEmir UkasyahNo ratings yet
- Programmable Logic Controller: Engr - Jama Adam SalahDocument158 pagesProgrammable Logic Controller: Engr - Jama Adam Salahjustus KamenyeNo ratings yet
- PLC Workshop 1-2 DayDocument120 pagesPLC Workshop 1-2 DayHamza Khan Khattak100% (1)
- Aditya Industrial TrainingDocument14 pagesAditya Industrial TrainingJanmenjay DesaiNo ratings yet
- Introduction To Programmable Logic Controllers (PLCS)Document20 pagesIntroduction To Programmable Logic Controllers (PLCS)eyob feshaNo ratings yet
- PLC and Its ApplicationsDocument63 pagesPLC and Its ApplicationsAmit YadavNo ratings yet
- PLCDocument31 pagesPLC01parthNo ratings yet
- Mechatronics (302050) Lecture Notes / PPT Unit IvDocument63 pagesMechatronics (302050) Lecture Notes / PPT Unit IvSwapvaib100% (1)
- Programmable Logic ControllerDocument36 pagesProgrammable Logic ControllerAnjireddy Thatiparthy100% (1)
- Prelim - Lecture For PLCDocument8 pagesPrelim - Lecture For PLCDRate17No ratings yet
- Chapter 1Document71 pagesChapter 1Adham AzmiNo ratings yet
- Complete Adv PLC Simatic 06-02-14 CoverDocument215 pagesComplete Adv PLC Simatic 06-02-14 Coversvhanu4010No ratings yet
- PLC: Programmable Logic Controller – Arktika.: EXPERIMENTAL PRODUCT BASED ON CPLD.From EverandPLC: Programmable Logic Controller – Arktika.: EXPERIMENTAL PRODUCT BASED ON CPLD.No ratings yet
- C Programming for the PIC Microcontroller: Demystify Coding with Embedded ProgrammingFrom EverandC Programming for the PIC Microcontroller: Demystify Coding with Embedded ProgrammingNo ratings yet
- E46 AirbagDocument6 pagesE46 AirbagTutzu99No ratings yet
- Greene Tweed o Ring Catalog en PBDocument29 pagesGreene Tweed o Ring Catalog en PBDaniel Villaflor100% (1)
- Assembly and Detail Drawing Pressure ClampDocument2 pagesAssembly and Detail Drawing Pressure ClampShandy Dwi PrayogaNo ratings yet
- Saej1343v002 Engine Duty CycleDocument7 pagesSaej1343v002 Engine Duty CycleMayank VermaNo ratings yet
- Synthetic Fluid For Automatic Transmissions: SpecificationsDocument1 pageSynthetic Fluid For Automatic Transmissions: SpecificationsAlejandro HidalgoNo ratings yet
- Work Shop Manual GR 3 - 4 Matr 1-5302-556Document33 pagesWork Shop Manual GR 3 - 4 Matr 1-5302-556sasa oljacaNo ratings yet
- Motor and Generator Product Catalogue Marine - CompressedDocument50 pagesMotor and Generator Product Catalogue Marine - CompressedGesiel SoaresNo ratings yet
- GearboxDocument85 pagesGearboxTMDNo ratings yet
- P40 TCDS LTC-18Document3 pagesP40 TCDS LTC-18W HeissNo ratings yet
- Demo 20078Document55 pagesDemo 20078alexander pinto100% (2)
- Gagemaker Price ListDocument32 pagesGagemaker Price ListHung LeNo ratings yet
- BDL NVX 21 en 1Document114 pagesBDL NVX 21 en 1Từ Vỹ KhiêmNo ratings yet
- Hopper HeatingDocument1 pageHopper HeatingKiran Kumar K TNo ratings yet
- ba78650c45103a3cf9f6f234e6f8517aDocument403 pagesba78650c45103a3cf9f6f234e6f8517aShamal VidharshaNo ratings yet
- Toolbox Talk-Electrical SafetyDocument1 pageToolbox Talk-Electrical SafetyvictorNo ratings yet
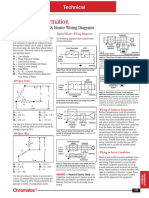
- Electrical Wiring Theory Three Phase Equations Wiring DiagramsDocument1 pageElectrical Wiring Theory Three Phase Equations Wiring DiagramsshadiNo ratings yet
- Slickline TenderDocument10 pagesSlickline Tender李四江No ratings yet
- LV Fuse Technical DetailsDocument8 pagesLV Fuse Technical DetailsMohan KNo ratings yet
- Caregiving Tools Equipment and Paraphernalia PDFDocument6 pagesCaregiving Tools Equipment and Paraphernalia PDFEdwin NelmidaNo ratings yet
- No Description Maintenance Schedule Quarterl y Semi AnnuallyDocument4 pagesNo Description Maintenance Schedule Quarterl y Semi AnnuallyBóngMAẨnDậtNo ratings yet
- Awz 410Document13 pagesAwz 410Drasko MitrovicNo ratings yet
- Mirage F1 Flight ManualDocument172 pagesMirage F1 Flight ManualMad TankerNo ratings yet
- Headphones: With 900 MHZ TransmitterDocument7 pagesHeadphones: With 900 MHZ TransmitterRogério Eduardo Vieira FlorentinoNo ratings yet
- List of Approved Makes For ElectricalDocument7 pagesList of Approved Makes For ElectricalAvinash KumarNo ratings yet
- Distributor Price Details (1672312436.309) (410 IsqDocument8 pagesDistributor Price Details (1672312436.309) (410 IsqRohit ShrivastavaNo ratings yet
- Asus x51rl Rev 2.0 SCHDocument64 pagesAsus x51rl Rev 2.0 SCHjohnny79No ratings yet
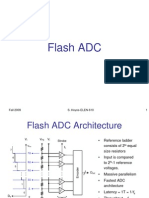
- Flash ADCDocument22 pagesFlash ADCmahpa313No ratings yet
- FR2115 - 2125 Ime-EDocument81 pagesFR2115 - 2125 Ime-EEmilio Gustavo Saez DuroNo ratings yet
- Products CatalogDocument72 pagesProducts CatalogΑΝΑΣΤΑΣΙΟΣ ΣΑΦΡΙΔΗΣNo ratings yet