Download as pdf or txt
You might also like
- MIT Aircraft Stability and Control 02 - AssignmentsDocument14 pagesMIT Aircraft Stability and Control 02 - AssignmentsAndré Da Luz MoreiraNo ratings yet
- Rotary Tiller Desing Parameters Part 1 PDFDocument7 pagesRotary Tiller Desing Parameters Part 1 PDFJonathan Gonzalez Camargo100% (1)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet
- Phyf121 LabDocument52 pagesPhyf121 LabPUVEN THERANNo ratings yet
- Aerodynamic Optimization of A Morphing Winglet DesignDocument5 pagesAerodynamic Optimization of A Morphing Winglet DesignPreetham PreethuNo ratings yet
- Ii - C4W (A+C' ': Theoretical S1'Abilmy and Control Characteristics of Wings With Various Aiilo Tts of Taper and TwistDocument18 pagesIi - C4W (A+C' ': Theoretical S1'Abilmy and Control Characteristics of Wings With Various Aiilo Tts of Taper and TwistMaria Jose LaderaNo ratings yet
- BLADE VORTEX INTERACTION PROBLEM AT HELICOPTER ROTORS, Tamás GAUSZDocument6 pagesBLADE VORTEX INTERACTION PROBLEM AT HELICOPTER ROTORS, Tamás GAUSZMuhammad Afdhaluddin Mohd YusofNo ratings yet
- Design of A Wing With Bell-Shaped Span-Load Using VLM MethodDocument4 pagesDesign of A Wing With Bell-Shaped Span-Load Using VLM Methodrajesh2709No ratings yet
- JFM93 47-63 Maxworthy WeisfoghDocument24 pagesJFM93 47-63 Maxworthy WeisfoghHua Hidari YangNo ratings yet
- May-June 2015 AerodynamicsDocument3 pagesMay-June 2015 AerodynamicsBALA ANDERSONNo ratings yet
- Dryerr PDFDocument10 pagesDryerr PDFMSMNo ratings yet
- SIMBOLOS DE GLAURET Bose, N. - The Autogyro For Ship Propulsion (1983)Document8 pagesSIMBOLOS DE GLAURET Bose, N. - The Autogyro For Ship Propulsion (1983)Mariela TisseraNo ratings yet
- Jankauski Shen 2014 Dynamic Modeling of An Insect Wing Subject To Three Dimensional RotationDocument21 pagesJankauski Shen 2014 Dynamic Modeling of An Insect Wing Subject To Three Dimensional Rotationnanjappa hebbaleNo ratings yet
- Numerical Investigation of The Flow Around A Feather Shuttlecock With RotationDocument7 pagesNumerical Investigation of The Flow Around A Feather Shuttlecock With Rotationmuhd luqmanNo ratings yet
- Ac8401 Aerodynamics QPDocument3 pagesAc8401 Aerodynamics QPPrasanth SamyNo ratings yet
- Theory and Design of Progressive and Ordinary Universal WindingsDocument8 pagesTheory and Design of Progressive and Ordinary Universal WindingsTim PriceNo ratings yet
- 2011 - Design and Wind Tunnel Tests of A Tiltwing UAVDocument11 pages2011 - Design and Wind Tunnel Tests of A Tiltwing UAVahmad.yasser123456No ratings yet
- Simulation of Dynamic Stall For A NACA 0012 Airfoil Using A Vortex MethodDocument20 pagesSimulation of Dynamic Stall For A NACA 0012 Airfoil Using A Vortex MethodAli JavedNo ratings yet
- Calculation of Submarine Derivatives - Ucl CourseDocument45 pagesCalculation of Submarine Derivatives - Ucl CourseLuciano Ondir100% (2)
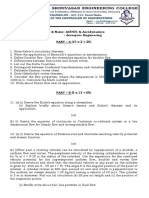
- Aerodynamics - II Paper - III: B.E. (Aeronautical Engineering) Semester Fifth (C.B.S.)Document2 pagesAerodynamics - II Paper - III: B.E. (Aeronautical Engineering) Semester Fifth (C.B.S.)fashion storeNo ratings yet
- Numerical Simulation of Flow-Driven Flapping-Wing Turbines For Wind and Water Power GenerationDocument4 pagesNumerical Simulation of Flow-Driven Flapping-Wing Turbines For Wind and Water Power GenerationLight HouseNo ratings yet
- Renewable Energy: Konrad Kacprzak, Grzegorz Liskiewicz, Krzysztof SobczakDocument8 pagesRenewable Energy: Konrad Kacprzak, Grzegorz Liskiewicz, Krzysztof Sobczakhassan zohairNo ratings yet
- Assignments FinDocument5 pagesAssignments FinGCVishnuKumarNo ratings yet
- NASA Report - Theory For Computing Span Loads and Stability Derivatives Due To Side Slip, Yawing, and Rolling For Wings in Subsonic Compressible FlowDocument79 pagesNASA Report - Theory For Computing Span Loads and Stability Derivatives Due To Side Slip, Yawing, and Rolling For Wings in Subsonic Compressible Flowmssj87No ratings yet
- Airloads, Wake, AeroelasticityDocument54 pagesAirloads, Wake, Aeroelasticityasishkumarsahu888No ratings yet
- Spinning Characteristics of Wings I-Rectangular Clark Y Monoplane WingDocument20 pagesSpinning Characteristics of Wings I-Rectangular Clark Y Monoplane WingaNo ratings yet
- Aerodynamic Investigation of Double Wedge Supersonic AirfoilDocument4 pagesAerodynamic Investigation of Double Wedge Supersonic AirfoilShah TufailNo ratings yet
- CFD Analysis of Spacecraft Vehicle Fuel Tank To Reduce Sloshing by Using ANSYS FluentDocument6 pagesCFD Analysis of Spacecraft Vehicle Fuel Tank To Reduce Sloshing by Using ANSYS FluentVenkat GanapathiNo ratings yet
- Design Bladed Darrieus Rotor River Turbines: StraightDocument6 pagesDesign Bladed Darrieus Rotor River Turbines: StraightBorja Garcia SastreNo ratings yet
- Energies: Optimized Design of A Swirler For A Combustion Chamber of Non-Premixed Flame Using Genetic AlgorithmsDocument25 pagesEnergies: Optimized Design of A Swirler For A Combustion Chamber of Non-Premixed Flame Using Genetic AlgorithmsDaniel AlejandroNo ratings yet
- 1911 Principlesofaero00kennrichDocument156 pages1911 Principlesofaero00kennrichUlf Dunell100% (1)
- 19AEE301 CA3 4 QP 2023Document3 pages19AEE301 CA3 4 QP 2023gnsvaravishwas03No ratings yet
- Gap and Stagger Effects On Biplanes With End Plates: The University of Dayton, Dayton, OH 45469-0238Document13 pagesGap and Stagger Effects On Biplanes With End Plates: The University of Dayton, Dayton, OH 45469-0238SubhasreeNo ratings yet
- EslamDocument11 pagesEslamesport.afsarNo ratings yet
- Hydraulic Jumps Due To Oblique Impingement of Circular Liquid Jets On A Flat Horizontal SurfaceDocument17 pagesHydraulic Jumps Due To Oblique Impingement of Circular Liquid Jets On A Flat Horizontal Surfacedr_kh_ahmedNo ratings yet
- A Theory of Thin AirfoilDocument19 pagesA Theory of Thin AirfoilOscar Alejandro Martinez HernandezNo ratings yet
- P As Muss En": American Institute of Aeronautics and Astronautics, 1987. All Rights ResewedDocument10 pagesP As Muss En": American Institute of Aeronautics and Astronautics, 1987. All Rights ResewedMADDI MADHAV.No ratings yet
- Narathepp,+255612190825 - 53 Js Crma P 127 135Document9 pagesNarathepp,+255612190825 - 53 Js Crma P 127 135Zaya TunNo ratings yet
- AirofoilDocument12 pagesAirofoilPrapthi gpNo ratings yet
- Vortex Behaviour of An Unbaffled Surface Aerator PDFDocument6 pagesVortex Behaviour of An Unbaffled Surface Aerator PDFjbsantoNo ratings yet
- Airfoil Generation With A Desktop Computer Using Lighthill's Exact Inverse MethodDocument18 pagesAirfoil Generation With A Desktop Computer Using Lighthill's Exact Inverse Methodalexiel1806No ratings yet
- CFD Analysis of Spacecraft Vehicle Fuel Tank To Reduce Sloshing by Using ANSYS FluentDocument5 pagesCFD Analysis of Spacecraft Vehicle Fuel Tank To Reduce Sloshing by Using ANSYS FluentNitin KhamitkarNo ratings yet
- Membranes and SailsDocument27 pagesMembranes and SailsgoharmahmoodkhokharNo ratings yet
- Modern Helicopter AerodynamicsDocument53 pagesModern Helicopter AerodynamicsAulia®100% (1)
- Aerodynamics of A Multi-Element Airfoil Near Ground PDFDocument6 pagesAerodynamics of A Multi-Element Airfoil Near Ground PDFMohd AnuarNo ratings yet
- Amplificador Operacional OPDocument17 pagesAmplificador Operacional OPRodrigo AcevesNo ratings yet
- Jeb21572 Full PDFDocument14 pagesJeb21572 Full PDFDEEPESH KUMARNo ratings yet
- The Gyroscope in Aeronautics: An Explanation of Principles and of Effects-Useful and OtherwiseDocument1 pageThe Gyroscope in Aeronautics: An Explanation of Principles and of Effects-Useful and Otherwisehamza tayyabNo ratings yet
- Analysis, Fabrication and Testing of Vertical Axis Wind TurbineDocument3 pagesAnalysis, Fabrication and Testing of Vertical Axis Wind TurbineRohanKhutadeNo ratings yet
- Comparison Between Bladeelement Models of Propellers PDFDocument16 pagesComparison Between Bladeelement Models of Propellers PDFTrịnh Ngọc ThăngNo ratings yet
- Numerical Investigation of Bend and Torus Flows, Part I Effect of Swirl Motion On Flow Structure in U-BendDocument14 pagesNumerical Investigation of Bend and Torus Flows, Part I Effect of Swirl Motion On Flow Structure in U-BendSami ur RehmanNo ratings yet
- (1963) - Some Experiments On The Balancing of Small Flexible Rotors - Part II Experiments - Parkinson & BishopDocument13 pages(1963) - Some Experiments On The Balancing of Small Flexible Rotors - Part II Experiments - Parkinson & BishopAgustín JuárezNo ratings yet
- Cadpath A Complete Program For The Cad Cae and Cam Winding of AdvancedDocument7 pagesCadpath A Complete Program For The Cad Cae and Cam Winding of AdvancedYB2020No ratings yet
- Branlard 2022 MultiPurposeFlowSolverDocument13 pagesBranlard 2022 MultiPurposeFlowSolvereeeee1099No ratings yet
- A Concept of The Vortex Lift of Sharp-Edge Delta Wings Based On A Leading-Edge-Suction AnalogyDocument18 pagesA Concept of The Vortex Lift of Sharp-Edge Delta Wings Based On A Leading-Edge-Suction AnalogyTimbo81No ratings yet
- 1930 - Application of Goldstein's Airscrew Theory To DesignDocument30 pages1930 - Application of Goldstein's Airscrew Theory To DesignterenceNo ratings yet
- Turbulent Buoyant Jets and Plumes: HMT: The Science & Applications of Heat and Mass Transfer. Reports, Reviews & Computer ProgramsFrom EverandTurbulent Buoyant Jets and Plumes: HMT: The Science & Applications of Heat and Mass Transfer. Reports, Reviews & Computer ProgramsNo ratings yet
- Modeling of Complex Systems: Application to Aeronautical DynamicsFrom EverandModeling of Complex Systems: Application to Aeronautical DynamicsNo ratings yet
- Progress in Aeronautical Sciences: Volume 3From EverandProgress in Aeronautical Sciences: Volume 3Antonio FerriRating: 5 out of 5 stars5/5 (1)
- Mechanics: Problems in Undergraduate PhysicsFrom EverandMechanics: Problems in Undergraduate PhysicsRating: 3.5 out of 5 stars3.5/5 (2)
- Sugar DryersDocument7 pagesSugar DryersRamiro G. J. ChavarriaNo ratings yet
- Automatic Histogram Excel TemplateDocument2 pagesAutomatic Histogram Excel TemplateRamiro G. J. ChavarriaNo ratings yet
- 5S Audit SheetDocument3 pages5S Audit SheetRamiro G. J. ChavarriaNo ratings yet
- Lean Six Sigma Project CharterDocument4 pagesLean Six Sigma Project CharterRamiro G. J. ChavarriaNo ratings yet
- Counting and Patterns 1. Counting by Twos: M7 Class 6 NotesDocument6 pagesCounting and Patterns 1. Counting by Twos: M7 Class 6 NotesnaNo ratings yet
- SampleDocument630 pagesSampleAsgharNo ratings yet
- Project Appraisal & Management PDFDocument7 pagesProject Appraisal & Management PDFNeo AndersonNo ratings yet
- 10.3.2 Infinite Square Well: −Iωt −Iet/¯ HDocument4 pages10.3.2 Infinite Square Well: −Iωt −Iet/¯ HChandler LovelandNo ratings yet
- LAB 1 ReportDocument13 pagesLAB 1 ReportNabeel AnwarNo ratings yet
- A Crash Course in Implementation TheoryDocument54 pagesA Crash Course in Implementation TheoryMotasim_mNo ratings yet
- ECON Quantitative AnalysisDocument2 pagesECON Quantitative AnalysisLena PhanNo ratings yet
- Jeffmalpas 2012Document18 pagesJeffmalpas 2012RitaMaldonadoNo ratings yet
- Confirmatory Factor Analysis Using AMOS: Step 1: Launch The AMOS SoftwareDocument12 pagesConfirmatory Factor Analysis Using AMOS: Step 1: Launch The AMOS SoftwareTar TwoGoNo ratings yet
- N-AM025 Topic 3 (APPLICATIONS OF DIFFERENTIATION & INTEGRATION IN ECONOMICS AND BUSINESS)Document63 pagesN-AM025 Topic 3 (APPLICATIONS OF DIFFERENTIATION & INTEGRATION IN ECONOMICS AND BUSINESS)nurauniatiqah49No ratings yet
- PE100 Pressure Pipe DimensionsDocument1 pagePE100 Pressure Pipe DimensionsRashedNo ratings yet
- Internal Rate of Return: A Cautionary TaleDocument5 pagesInternal Rate of Return: A Cautionary TaleAkansh_Khurana_8459No ratings yet
- Lesson Plan Motion in A CircularDocument3 pagesLesson Plan Motion in A CircularADIBAR AHMAD RUDAWANNo ratings yet
- Darcy's LawDocument7 pagesDarcy's LawArt RmbdNo ratings yet
- Florence J. Lin - Overall Rotation Due To Internal Motion in The Three-Body Problem: Applications in Molecular Dissociation and CollisionsDocument19 pagesFlorence J. Lin - Overall Rotation Due To Internal Motion in The Three-Body Problem: Applications in Molecular Dissociation and CollisionsMaxnamewNo ratings yet
- NIT SyllabusDocument17 pagesNIT SyllabusDivya KhanNo ratings yet
- Hanson c301Document2 pagesHanson c301m4x4rtNo ratings yet
- Department of Computer Science & Applications Chaudhary Devi Lal University, Sirsa-125055 (India) 2017-18Document18 pagesDepartment of Computer Science & Applications Chaudhary Devi Lal University, Sirsa-125055 (India) 2017-18Gaba StudioNo ratings yet
- Semester Exam I Revision MSDocument11 pagesSemester Exam I Revision MSReema GuptaNo ratings yet
- BEE4413 Digital Signal ProcessingDocument3 pagesBEE4413 Digital Signal Processingdinie90No ratings yet
- Simple Linear RegressionDocument95 pagesSimple Linear RegressionPooja GargNo ratings yet
- Summary of TransformationsDocument1 pageSummary of TransformationsNgonidzashe ChirevaNo ratings yet
- Electrical Engineering Fundamentals - V. Del ToroDocument62 pagesElectrical Engineering Fundamentals - V. Del ToroAVISH WAGDENo ratings yet
- Chapter 2 (The Well Ordering Principle)Document7 pagesChapter 2 (The Well Ordering Principle)Levan GoderdzishviliNo ratings yet
- Mathsci JingleDocument2 pagesMathsci JingleTisha Gail Dela CruzNo ratings yet
- Forecasting of Demand Using ARIMA ModelDocument9 pagesForecasting of Demand Using ARIMA Modelmuhammad satriawanNo ratings yet
- LabVIEW Signal Processing Course ManualDocument432 pagesLabVIEW Signal Processing Course Manualabdeljalil elhadiriNo ratings yet
- Fundamentals of PhysicsDocument198 pagesFundamentals of PhysicsRichard シNo ratings yet
- Investigations of The Effect of Siphon Drain and Tank Bottom Nageswaran Project ThesisDocument78 pagesInvestigations of The Effect of Siphon Drain and Tank Bottom Nageswaran Project ThesisNageswaran Ganapathy NarayananNo ratings yet