
Geoservex 1
Geoservex 1
You might also like
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Sucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingFrom EverandSucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingRating: 5 out of 5 stars5/5 (9)
- Community Support Analysis - Darpan ChaudharyDocument6 pagesCommunity Support Analysis - Darpan ChaudharyDarpan ChaudharyNo ratings yet
- Waves On A String - SimulationDocument4 pagesWaves On A String - SimulationKent Mavric MacariolaNo ratings yet
- Phillips Kiln Kiln Alignment Gebhart 2006Document36 pagesPhillips Kiln Kiln Alignment Gebhart 2006mustaf100% (2)
- Reciprocating Compressor Condition MonitoringDocument7 pagesReciprocating Compressor Condition MonitoringSantos Arauz Menacho100% (1)
- 4319B - Flank Modifications in Bevel Gears Using A UMCDocument22 pages4319B - Flank Modifications in Bevel Gears Using A UMCRaul PerezNo ratings yet
- Design and Analysis of Globoidal Cam Index DriveDocument6 pagesDesign and Analysis of Globoidal Cam Index DriveijsretNo ratings yet
- Design of High-Speed Railway Turnouts: Theory and ApplicationsFrom EverandDesign of High-Speed Railway Turnouts: Theory and ApplicationsRating: 4.5 out of 5 stars4.5/5 (4)
- Tribological Processes in the Valve Train Systems with Lightweight Valves: New Research and ModellingFrom EverandTribological Processes in the Valve Train Systems with Lightweight Valves: New Research and ModellingRating: 1.5 out of 5 stars1.5/5 (2)
- Hot Kiln AlignmentDocument24 pagesHot Kiln AlignmentNael100% (2)
- Rotary Kiln Alignment Methods - A Comparative Study by John H. Ross, Metso Minerals Staff EngineerDocument12 pagesRotary Kiln Alignment Methods - A Comparative Study by John H. Ross, Metso Minerals Staff Engineertaghdirim100% (1)
- Kiln Allignment & Shell OvalityDocument5 pagesKiln Allignment & Shell OvalityElwathig BakhietNo ratings yet
- Hot Kiln SurveyDocument2 pagesHot Kiln SurveyHenok Moges KassahunNo ratings yet
- PaperE Real-Time Algorithm For Cone Crusher Control With Two VariablesDocument13 pagesPaperE Real-Time Algorithm For Cone Crusher Control With Two VariablesLmf DanielNo ratings yet
- Portable Drilling MachineDocument34 pagesPortable Drilling Machinechandrajanani05No ratings yet
- Alignment Test ReportDocument16 pagesAlignment Test ReportSharath Chandra PalleNo ratings yet
- Mechanical Kiln InspectionDocument6 pagesMechanical Kiln Inspectionatliboy100% (8)
- Spindle DeflectionDocument8 pagesSpindle DeflectionFabrizio GrassoNo ratings yet
- Adaptive Cooling and Spindle Condition Monitoring System: Guided By: Dr. B. Giriraj R. No. 07MI31Document28 pagesAdaptive Cooling and Spindle Condition Monitoring System: Guided By: Dr. B. Giriraj R. No. 07MI31arunnicalNo ratings yet
- Chapter Ring Rolling enDocument34 pagesChapter Ring Rolling enskrolek_854403784100% (1)
- Inspection of Curvic Couplings Using A CMMDocument10 pagesInspection of Curvic Couplings Using A CMMGiang NguyenNo ratings yet
- ch14 SchultheisDocument0 pagesch14 Schultheissatya_chagantiNo ratings yet
- Improved Method Evaluates Deflection Performance of Bent Housing Motors - Print This PageDocument7 pagesImproved Method Evaluates Deflection Performance of Bent Housing Motors - Print This PageJames PassNo ratings yet
- Fachartikel ICR 2018 11 VDZ Kiln Maintenance enDocument3 pagesFachartikel ICR 2018 11 VDZ Kiln Maintenance en이상길No ratings yet
- Mech Kiln InspectionDocument2 pagesMech Kiln InspectionMohamed ShehataNo ratings yet
- 2020me518 MomDocument43 pages2020me518 MomMuhammad HammadNo ratings yet
- 1 Exemplary Technical Report 2012 PDFDocument99 pages1 Exemplary Technical Report 2012 PDFMKPashaPashaNo ratings yet
- 1 Exemplary Technical Report 2012Document99 pages1 Exemplary Technical Report 2012MKPashaPashaNo ratings yet
- Self-Controlling Rig For Jaw Crusher AssemblyDocument9 pagesSelf-Controlling Rig For Jaw Crusher AssemblyIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Position Measurement On Machine ToolsDocument13 pagesPosition Measurement On Machine ToolsAriel GermainNo ratings yet
- Kiln Alignment AnalysisDocument36 pagesKiln Alignment AnalysisIINo ratings yet
- Mom Final ReportDocument23 pagesMom Final ReportAsim ShehzadNo ratings yet
- FP 243Document6 pagesFP 243Rafael García EstévezNo ratings yet
- Vehicle Dynamics: Submitted By: 18AU02 Submitted To: P.Ghilman HaiderDocument14 pagesVehicle Dynamics: Submitted By: 18AU02 Submitted To: P.Ghilman Haiderahmad razaNo ratings yet
- Gear Measurement PracticesDocument26 pagesGear Measurement PracticesManoj SinghNo ratings yet
- Spindle Deflections in High-Speed Machine ToolsDocument8 pagesSpindle Deflections in High-Speed Machine ToolsFabrizio GrassoNo ratings yet
- A Review of Scroll Expander Geometries and Their PerformanceDocument23 pagesA Review of Scroll Expander Geometries and Their PerformancePedro ferreiraNo ratings yet
- UntitledDocument56 pagesUntitledSarumathySundaramNo ratings yet
- Standard Accuracy Tests of Machine-Tools Prognosis in Their StateDocument11 pagesStandard Accuracy Tests of Machine-Tools Prognosis in Their StateAdhan AliNo ratings yet
- Full TextDocument9 pagesFull Textjsk789No ratings yet
- Pumps Processes 0302Document3 pagesPumps Processes 0302Guru Raja Ragavendran Nagarajan100% (1)
- Rotary Kiln PDFDocument49 pagesRotary Kiln PDFVictor Maruli100% (1)
- Sciencedirect: Automatic Assembling of Bearings Including Clearance MeasurementDocument5 pagesSciencedirect: Automatic Assembling of Bearings Including Clearance MeasurementEmir AvcıoğluNo ratings yet
- A V A J B P D: Pplication of Ibration Nalysis in Ournal Earing Roblems IagnosticsDocument7 pagesA V A J B P D: Pplication of Ibration Nalysis in Ournal Earing Roblems IagnosticsSivanantha MurtheeNo ratings yet
- Design Evaluation of A Follower Cam With Variable Valve Lift MechanismDocument17 pagesDesign Evaluation of A Follower Cam With Variable Valve Lift MechanismMUHAMMAD UMAR KAMRANNo ratings yet
- Research On The Assembly Process of Spindle System of Precision Lathe, Y. ZhangDocument5 pagesResearch On The Assembly Process of Spindle System of Precision Lathe, Y. Zhangsanthoshkumar.sNo ratings yet
- Project On Spring Testing Machine by Final Mechanical Engineering StudentDocument9 pagesProject On Spring Testing Machine by Final Mechanical Engineering StudentOmkarNo ratings yet
- Designing and Building Gearboxes - 12 StepsDocument4 pagesDesigning and Building Gearboxes - 12 Stepsarda akkayaNo ratings yet
- Integrating Vibration and Oil Analysis For Machine Condition MonitoringDocument10 pagesIntegrating Vibration and Oil Analysis For Machine Condition MonitoringAnda WahyudiNo ratings yet
- Steam Press Project Rview ReportDocument19 pagesSteam Press Project Rview Reportअंकित चौधरीNo ratings yet
- Bent ShaftDocument17 pagesBent ShaftD-10-Ghodake-ShubhamNo ratings yet
- The Kiln Must Be Aligned So That Flexing and Distortion of The Kiln Shell Are Minimized and That Loads To The Support Bearings Are Properly SharedDocument10 pagesThe Kiln Must Be Aligned So That Flexing and Distortion of The Kiln Shell Are Minimized and That Loads To The Support Bearings Are Properly SharedsreeganeshrNo ratings yet
- Spin Bearing Retainer Design OptimizationDocument18 pagesSpin Bearing Retainer Design OptimizationankitsarvaiyaNo ratings yet
- ConveyorDocument10 pagesConveyorSharath gowdaNo ratings yet
- Hollow Shaft Making ProcessDocument7 pagesHollow Shaft Making ProcessfujinyuanNo ratings yet
- Construction Techniques For Segmental Concrete BridgesDocument21 pagesConstruction Techniques For Segmental Concrete BridgesSam Ang KeoNo ratings yet
- ReportDocument8 pagesReportPejuangHatiNo ratings yet
- Micrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsFrom EverandMicrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Numeracy-Skills.-Candidate-S6 NotesDocument9 pagesNumeracy-Skills.-Candidate-S6 NotesfranzmukunaNo ratings yet
- Connectivity (Graph Theory) PDFDocument5 pagesConnectivity (Graph Theory) PDFmarsNo ratings yet
- Periodicity Review SL KeyDocument4 pagesPeriodicity Review SL KeyYeyoung ParkNo ratings yet
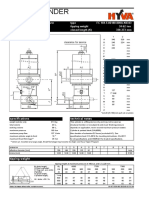
- Hyva CylinderDocument2 pagesHyva CylinderDinifaanNo ratings yet
- Chi SquareDocument2 pagesChi SquarePrasanth Kurien Mathew100% (3)
- Different Types of Computer - Based On Size, Purpose and Working PrincipalDocument4 pagesDifferent Types of Computer - Based On Size, Purpose and Working PrincipalVelmurugan JeyavelNo ratings yet
- Distillation PostLabDocument2 pagesDistillation PostLabBrys SyNo ratings yet
- Aluminum RF Power Splitters Under TestDocument7 pagesAluminum RF Power Splitters Under TesttomasNo ratings yet
- CAT Questions On CubesDocument4 pagesCAT Questions On CubesRanjith DNo ratings yet
- Formal Languages, Automata and Computation: Slides For 15-453 Lecture 1 Fall 2015 1 / 25Document56 pagesFormal Languages, Automata and Computation: Slides For 15-453 Lecture 1 Fall 2015 1 / 25Wasim HezamNo ratings yet
- GridView Crud Operations (Insert Select Edit Update Delete) Using Single Stored Procedure Example - ASP - Net, C#.NET, VBDocument8 pagesGridView Crud Operations (Insert Select Edit Update Delete) Using Single Stored Procedure Example - ASP - Net, C#.NET, VBChandra Sekhar GajulaNo ratings yet
- APM403_ModbusTCP_ENDocument18 pagesAPM403_ModbusTCP_ENMartinNo ratings yet
- Excel Vba and PivotDocument286 pagesExcel Vba and PivotSaqib sattarNo ratings yet
- Google Neural Machine Translation SystemDocument23 pagesGoogle Neural Machine Translation SystemCarlangaslangasNo ratings yet
- BMW Motorrad Vision DC Roadster enDocument6 pagesBMW Motorrad Vision DC Roadster enAixer Alexander PadronNo ratings yet
- Mod Phys Book - Work and E TESTDocument5 pagesMod Phys Book - Work and E TESTtekya57No ratings yet
- Group Assignment MBADocument14 pagesGroup Assignment MBAMr. JahirNo ratings yet
- Liebert Industrial Cooling Series (ICS) : 10 - 60 Ton Environmental Control System Guide Specifications 1.0 General 1.1Document13 pagesLiebert Industrial Cooling Series (ICS) : 10 - 60 Ton Environmental Control System Guide Specifications 1.0 General 1.1Tau Omicron Sixty D90No ratings yet
- ScaffoldingDocument91 pagesScaffoldingyzza100% (4)
- IOQC2021 PartII Questions enDocument13 pagesIOQC2021 PartII Questions enDhamodharan SrinivasanNo ratings yet
- Mathematics Anxiety's Impact On Grade 11 General Mathematics PerformanceDocument6 pagesMathematics Anxiety's Impact On Grade 11 General Mathematics PerformanceJournal of Interdisciplinary PerspectivesNo ratings yet
- AderbsDocument3 pagesAderbsYassin Felix PereiraNo ratings yet
- About APS:: Years Product Warranty - Years Performance WarrantyDocument2 pagesAbout APS:: Years Product Warranty - Years Performance WarrantyP DirghNo ratings yet
- Single Row Cylindrical Roller Bearings - SKF RNU Type 1Document5 pagesSingle Row Cylindrical Roller Bearings - SKF RNU Type 1vamsiNo ratings yet
- Eu-Type Examination Certificate: Issued by Nmi Certin B.V.Document7 pagesEu-Type Examination Certificate: Issued by Nmi Certin B.V.Kashif VohraNo ratings yet
- Subodh Lab Pricelist Rev1Document7 pagesSubodh Lab Pricelist Rev1anubhavlNo ratings yet
- Manuel EngDocument59 pagesManuel EngGanesh PMNo ratings yet
- Aws Cross Region ReplicationDocument2 pagesAws Cross Region ReplicationBharathNo ratings yet























































































Download as pdf or txt
You might also like
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Sucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingFrom EverandSucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingRating: 5 out of 5 stars5/5 (9)
- Community Support Analysis - Darpan ChaudharyDocument6 pagesCommunity Support Analysis - Darpan ChaudharyDarpan ChaudharyNo ratings yet
- Waves On A String - SimulationDocument4 pagesWaves On A String - SimulationKent Mavric MacariolaNo ratings yet
- Phillips Kiln Kiln Alignment Gebhart 2006Document36 pagesPhillips Kiln Kiln Alignment Gebhart 2006mustaf100% (2)
- Reciprocating Compressor Condition MonitoringDocument7 pagesReciprocating Compressor Condition MonitoringSantos Arauz Menacho100% (1)
- 4319B - Flank Modifications in Bevel Gears Using A UMCDocument22 pages4319B - Flank Modifications in Bevel Gears Using A UMCRaul PerezNo ratings yet
- Design and Analysis of Globoidal Cam Index DriveDocument6 pagesDesign and Analysis of Globoidal Cam Index DriveijsretNo ratings yet
- Design of High-Speed Railway Turnouts: Theory and ApplicationsFrom EverandDesign of High-Speed Railway Turnouts: Theory and ApplicationsRating: 4.5 out of 5 stars4.5/5 (4)
- Tribological Processes in the Valve Train Systems with Lightweight Valves: New Research and ModellingFrom EverandTribological Processes in the Valve Train Systems with Lightweight Valves: New Research and ModellingRating: 1.5 out of 5 stars1.5/5 (2)
- Hot Kiln AlignmentDocument24 pagesHot Kiln AlignmentNael100% (2)
- Rotary Kiln Alignment Methods - A Comparative Study by John H. Ross, Metso Minerals Staff EngineerDocument12 pagesRotary Kiln Alignment Methods - A Comparative Study by John H. Ross, Metso Minerals Staff Engineertaghdirim100% (1)
- Kiln Allignment & Shell OvalityDocument5 pagesKiln Allignment & Shell OvalityElwathig BakhietNo ratings yet
- Hot Kiln SurveyDocument2 pagesHot Kiln SurveyHenok Moges KassahunNo ratings yet
- PaperE Real-Time Algorithm For Cone Crusher Control With Two VariablesDocument13 pagesPaperE Real-Time Algorithm For Cone Crusher Control With Two VariablesLmf DanielNo ratings yet
- Portable Drilling MachineDocument34 pagesPortable Drilling Machinechandrajanani05No ratings yet
- Alignment Test ReportDocument16 pagesAlignment Test ReportSharath Chandra PalleNo ratings yet
- Mechanical Kiln InspectionDocument6 pagesMechanical Kiln Inspectionatliboy100% (8)
- Spindle DeflectionDocument8 pagesSpindle DeflectionFabrizio GrassoNo ratings yet
- Adaptive Cooling and Spindle Condition Monitoring System: Guided By: Dr. B. Giriraj R. No. 07MI31Document28 pagesAdaptive Cooling and Spindle Condition Monitoring System: Guided By: Dr. B. Giriraj R. No. 07MI31arunnicalNo ratings yet
- Chapter Ring Rolling enDocument34 pagesChapter Ring Rolling enskrolek_854403784100% (1)
- Inspection of Curvic Couplings Using A CMMDocument10 pagesInspection of Curvic Couplings Using A CMMGiang NguyenNo ratings yet
- ch14 SchultheisDocument0 pagesch14 Schultheissatya_chagantiNo ratings yet
- Improved Method Evaluates Deflection Performance of Bent Housing Motors - Print This PageDocument7 pagesImproved Method Evaluates Deflection Performance of Bent Housing Motors - Print This PageJames PassNo ratings yet
- Fachartikel ICR 2018 11 VDZ Kiln Maintenance enDocument3 pagesFachartikel ICR 2018 11 VDZ Kiln Maintenance en이상길No ratings yet
- Mech Kiln InspectionDocument2 pagesMech Kiln InspectionMohamed ShehataNo ratings yet
- 2020me518 MomDocument43 pages2020me518 MomMuhammad HammadNo ratings yet
- 1 Exemplary Technical Report 2012 PDFDocument99 pages1 Exemplary Technical Report 2012 PDFMKPashaPashaNo ratings yet
- 1 Exemplary Technical Report 2012Document99 pages1 Exemplary Technical Report 2012MKPashaPashaNo ratings yet
- Self-Controlling Rig For Jaw Crusher AssemblyDocument9 pagesSelf-Controlling Rig For Jaw Crusher AssemblyIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Position Measurement On Machine ToolsDocument13 pagesPosition Measurement On Machine ToolsAriel GermainNo ratings yet
- Kiln Alignment AnalysisDocument36 pagesKiln Alignment AnalysisIINo ratings yet
- Mom Final ReportDocument23 pagesMom Final ReportAsim ShehzadNo ratings yet
- FP 243Document6 pagesFP 243Rafael García EstévezNo ratings yet
- Vehicle Dynamics: Submitted By: 18AU02 Submitted To: P.Ghilman HaiderDocument14 pagesVehicle Dynamics: Submitted By: 18AU02 Submitted To: P.Ghilman Haiderahmad razaNo ratings yet
- Gear Measurement PracticesDocument26 pagesGear Measurement PracticesManoj SinghNo ratings yet
- Spindle Deflections in High-Speed Machine ToolsDocument8 pagesSpindle Deflections in High-Speed Machine ToolsFabrizio GrassoNo ratings yet
- A Review of Scroll Expander Geometries and Their PerformanceDocument23 pagesA Review of Scroll Expander Geometries and Their PerformancePedro ferreiraNo ratings yet
- UntitledDocument56 pagesUntitledSarumathySundaramNo ratings yet
- Standard Accuracy Tests of Machine-Tools Prognosis in Their StateDocument11 pagesStandard Accuracy Tests of Machine-Tools Prognosis in Their StateAdhan AliNo ratings yet
- Full TextDocument9 pagesFull Textjsk789No ratings yet
- Pumps Processes 0302Document3 pagesPumps Processes 0302Guru Raja Ragavendran Nagarajan100% (1)
- Rotary Kiln PDFDocument49 pagesRotary Kiln PDFVictor Maruli100% (1)
- Sciencedirect: Automatic Assembling of Bearings Including Clearance MeasurementDocument5 pagesSciencedirect: Automatic Assembling of Bearings Including Clearance MeasurementEmir AvcıoğluNo ratings yet
- A V A J B P D: Pplication of Ibration Nalysis in Ournal Earing Roblems IagnosticsDocument7 pagesA V A J B P D: Pplication of Ibration Nalysis in Ournal Earing Roblems IagnosticsSivanantha MurtheeNo ratings yet
- Design Evaluation of A Follower Cam With Variable Valve Lift MechanismDocument17 pagesDesign Evaluation of A Follower Cam With Variable Valve Lift MechanismMUHAMMAD UMAR KAMRANNo ratings yet
- Research On The Assembly Process of Spindle System of Precision Lathe, Y. ZhangDocument5 pagesResearch On The Assembly Process of Spindle System of Precision Lathe, Y. Zhangsanthoshkumar.sNo ratings yet
- Project On Spring Testing Machine by Final Mechanical Engineering StudentDocument9 pagesProject On Spring Testing Machine by Final Mechanical Engineering StudentOmkarNo ratings yet
- Designing and Building Gearboxes - 12 StepsDocument4 pagesDesigning and Building Gearboxes - 12 Stepsarda akkayaNo ratings yet
- Integrating Vibration and Oil Analysis For Machine Condition MonitoringDocument10 pagesIntegrating Vibration and Oil Analysis For Machine Condition MonitoringAnda WahyudiNo ratings yet
- Steam Press Project Rview ReportDocument19 pagesSteam Press Project Rview Reportअंकित चौधरीNo ratings yet
- Bent ShaftDocument17 pagesBent ShaftD-10-Ghodake-ShubhamNo ratings yet
- The Kiln Must Be Aligned So That Flexing and Distortion of The Kiln Shell Are Minimized and That Loads To The Support Bearings Are Properly SharedDocument10 pagesThe Kiln Must Be Aligned So That Flexing and Distortion of The Kiln Shell Are Minimized and That Loads To The Support Bearings Are Properly SharedsreeganeshrNo ratings yet
- Spin Bearing Retainer Design OptimizationDocument18 pagesSpin Bearing Retainer Design OptimizationankitsarvaiyaNo ratings yet
- ConveyorDocument10 pagesConveyorSharath gowdaNo ratings yet
- Hollow Shaft Making ProcessDocument7 pagesHollow Shaft Making ProcessfujinyuanNo ratings yet
- Construction Techniques For Segmental Concrete BridgesDocument21 pagesConstruction Techniques For Segmental Concrete BridgesSam Ang KeoNo ratings yet
- ReportDocument8 pagesReportPejuangHatiNo ratings yet
- Micrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsFrom EverandMicrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Numeracy-Skills.-Candidate-S6 NotesDocument9 pagesNumeracy-Skills.-Candidate-S6 NotesfranzmukunaNo ratings yet
- Connectivity (Graph Theory) PDFDocument5 pagesConnectivity (Graph Theory) PDFmarsNo ratings yet
- Periodicity Review SL KeyDocument4 pagesPeriodicity Review SL KeyYeyoung ParkNo ratings yet
- Hyva CylinderDocument2 pagesHyva CylinderDinifaanNo ratings yet
- Chi SquareDocument2 pagesChi SquarePrasanth Kurien Mathew100% (3)
- Different Types of Computer - Based On Size, Purpose and Working PrincipalDocument4 pagesDifferent Types of Computer - Based On Size, Purpose and Working PrincipalVelmurugan JeyavelNo ratings yet
- Distillation PostLabDocument2 pagesDistillation PostLabBrys SyNo ratings yet
- Aluminum RF Power Splitters Under TestDocument7 pagesAluminum RF Power Splitters Under TesttomasNo ratings yet
- CAT Questions On CubesDocument4 pagesCAT Questions On CubesRanjith DNo ratings yet
- Formal Languages, Automata and Computation: Slides For 15-453 Lecture 1 Fall 2015 1 / 25Document56 pagesFormal Languages, Automata and Computation: Slides For 15-453 Lecture 1 Fall 2015 1 / 25Wasim HezamNo ratings yet
- GridView Crud Operations (Insert Select Edit Update Delete) Using Single Stored Procedure Example - ASP - Net, C#.NET, VBDocument8 pagesGridView Crud Operations (Insert Select Edit Update Delete) Using Single Stored Procedure Example - ASP - Net, C#.NET, VBChandra Sekhar GajulaNo ratings yet
- APM403_ModbusTCP_ENDocument18 pagesAPM403_ModbusTCP_ENMartinNo ratings yet
- Excel Vba and PivotDocument286 pagesExcel Vba and PivotSaqib sattarNo ratings yet
- Google Neural Machine Translation SystemDocument23 pagesGoogle Neural Machine Translation SystemCarlangaslangasNo ratings yet
- BMW Motorrad Vision DC Roadster enDocument6 pagesBMW Motorrad Vision DC Roadster enAixer Alexander PadronNo ratings yet
- Mod Phys Book - Work and E TESTDocument5 pagesMod Phys Book - Work and E TESTtekya57No ratings yet
- Group Assignment MBADocument14 pagesGroup Assignment MBAMr. JahirNo ratings yet
- Liebert Industrial Cooling Series (ICS) : 10 - 60 Ton Environmental Control System Guide Specifications 1.0 General 1.1Document13 pagesLiebert Industrial Cooling Series (ICS) : 10 - 60 Ton Environmental Control System Guide Specifications 1.0 General 1.1Tau Omicron Sixty D90No ratings yet
- ScaffoldingDocument91 pagesScaffoldingyzza100% (4)
- IOQC2021 PartII Questions enDocument13 pagesIOQC2021 PartII Questions enDhamodharan SrinivasanNo ratings yet
- Mathematics Anxiety's Impact On Grade 11 General Mathematics PerformanceDocument6 pagesMathematics Anxiety's Impact On Grade 11 General Mathematics PerformanceJournal of Interdisciplinary PerspectivesNo ratings yet
- AderbsDocument3 pagesAderbsYassin Felix PereiraNo ratings yet
- About APS:: Years Product Warranty - Years Performance WarrantyDocument2 pagesAbout APS:: Years Product Warranty - Years Performance WarrantyP DirghNo ratings yet
- Single Row Cylindrical Roller Bearings - SKF RNU Type 1Document5 pagesSingle Row Cylindrical Roller Bearings - SKF RNU Type 1vamsiNo ratings yet
- Eu-Type Examination Certificate: Issued by Nmi Certin B.V.Document7 pagesEu-Type Examination Certificate: Issued by Nmi Certin B.V.Kashif VohraNo ratings yet
- Subodh Lab Pricelist Rev1Document7 pagesSubodh Lab Pricelist Rev1anubhavlNo ratings yet
- Manuel EngDocument59 pagesManuel EngGanesh PMNo ratings yet
- Aws Cross Region ReplicationDocument2 pagesAws Cross Region ReplicationBharathNo ratings yet