Download as pdf or txt
You might also like
- Kerstner Operating Manual For Service PartnerDocument14 pagesKerstner Operating Manual For Service PartnerDmytro Manzyk92% (12)
- SVP Single Three PhaseDocument7 pagesSVP Single Three PhaseAlin Daniel0% (1)
- Applied SciencesDocument22 pagesApplied SciencesDu RoyNo ratings yet
- Laser (01 18)Document18 pagesLaser (01 18)Ayrton PabloNo ratings yet
- Laser Cutting of Thick Steel Plate PDF (Published Version)Document28 pagesLaser Cutting of Thick Steel Plate PDF (Published Version)Hung LeNo ratings yet
- Laser Beam Machining (LBM)Document2 pagesLaser Beam Machining (LBM)Maidalia Sinta DiratienNo ratings yet
- Laser Cutting of Metallic Coated Sheet Steels: G.V.S. Prasad, E. Siores, W.C.K. WongDocument9 pagesLaser Cutting of Metallic Coated Sheet Steels: G.V.S. Prasad, E. Siores, W.C.K. Wongsurya tejaNo ratings yet
- Micro Machining of Metals, Ceramics, Silicon and Polymers Using Nanosecond LasersDocument11 pagesMicro Machining of Metals, Ceramics, Silicon and Polymers Using Nanosecond LasersglzrNo ratings yet
- Accepted ManuscriptDocument19 pagesAccepted Manuscriptshijumon8055No ratings yet
- Research On Surface Roughness by Laser CDocument5 pagesResearch On Surface Roughness by Laser CfatmirhusejniNo ratings yet
- Materials For Engineering Applications: Optical Fibres Nanomaterials and Their Applications Power Plant MaterialsDocument34 pagesMaterials For Engineering Applications: Optical Fibres Nanomaterials and Their Applications Power Plant MaterialsshirishaNo ratings yet
- Electrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritDocument41 pagesElectrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritB.AishwaryaNo ratings yet
- Laser Beam Machining Research PaperDocument5 pagesLaser Beam Machining Research Paperfv55wmg4100% (1)
- Cutting Cost 01Document5 pagesCutting Cost 01ruhul01No ratings yet
- E Ect of Cooling Rate On Residual Stress and Mechanical Properties of Laser PDFDocument13 pagesE Ect of Cooling Rate On Residual Stress and Mechanical Properties of Laser PDFfatih kirbiyikNo ratings yet
- Laser Cutting From First Principles To The State of The ArtDocument6 pagesLaser Cutting From First Principles To The State of The ArtJing YinNo ratings yet
- 1-S2.0-S0264127523004161-Main PiezoDocument12 pages1-S2.0-S0264127523004161-Main Piezozmaxprom5No ratings yet
- Laser Heat TreatmentDocument8 pagesLaser Heat TreatmentBolat AurelNo ratings yet
- Beam Polarization Influence On Laser CuttingDocument15 pagesBeam Polarization Influence On Laser Cuttingxafat53862No ratings yet
- Unit-4 LBM & EBMDocument44 pagesUnit-4 LBM & EBMbaaskararcher506No ratings yet
- Laser Beam MachiningDocument30 pagesLaser Beam MachiningcpamechaNo ratings yet
- Surface CoatingDocument11 pagesSurface Coatingdu.maximeNo ratings yet
- Technical TR Laser WeldingDocument1 pageTechnical TR Laser WeldingFaurica GeorgianaNo ratings yet
- Current Trends in Non-Conventional Material Removal ProcessesDocument14 pagesCurrent Trends in Non-Conventional Material Removal ProcessesDIENLUU150489No ratings yet
- Technical TR Laser WeldingDocument1 pageTechnical TR Laser WeldingFaurica GeorgianaNo ratings yet
- Research Paper On Laser Beam MachiningDocument4 pagesResearch Paper On Laser Beam Machininggw131ads100% (1)
- Work Theory of The Laser Cutting MachineDocument5 pagesWork Theory of The Laser Cutting MachineHe OfweekNo ratings yet
- Underwater Laser PeeningDocument10 pagesUnderwater Laser PeeningrodofgodNo ratings yet
- 4 - Laser Applications in Surface TreatmentsDocument10 pages4 - Laser Applications in Surface TreatmentsMohammed HusseinNo ratings yet
- Laser Beam MachiningDocument3 pagesLaser Beam MachiningpankajNo ratings yet
- Microstructural Characterization and Its Effect On Mechanical Properties of Fiber Laser Beam Welded Ti6Al4V (2017)Document4 pagesMicrostructural Characterization and Its Effect On Mechanical Properties of Fiber Laser Beam Welded Ti6Al4V (2017)adnan domlogeNo ratings yet
- MCP 101 Lec - 2Document16 pagesMCP 101 Lec - 228.xie.shayanmajumdarNo ratings yet
- مستند نصي جديدDocument4 pagesمستند نصي جديدbiho7065No ratings yet
- Laser WeldingDocument7 pagesLaser WeldingBhargav Srinivas KolliNo ratings yet
- Microelectronic Engineering: Alexander Vladimirov GrigorovDocument9 pagesMicroelectronic Engineering: Alexander Vladimirov Grigorov135713571357No ratings yet
- Swami Vivekananda University: M. Tech in Mechanical EngineeringDocument8 pagesSwami Vivekananda University: M. Tech in Mechanical EngineeringNavneet namanNo ratings yet
- Laser Cutting of Materials of Various ThicknessesDocument6 pagesLaser Cutting of Materials of Various ThicknessesDũng PhanNo ratings yet
- Silicon NitrideDocument8 pagesSilicon NitrideVikas KharbNo ratings yet
- Laser PeeningDocument21 pagesLaser PeeningJerry ThomasNo ratings yet
- Laser Beam WeldingDocument6 pagesLaser Beam WeldingJackson Silalahi SidabaribaNo ratings yet
- CuttingDocument15 pagesCuttingThanh LoiNo ratings yet
- Name:-Kunal Lohchab ROLL NO:-2K16/ME/083 Mt-Ii AssignmentDocument10 pagesName:-Kunal Lohchab ROLL NO:-2K16/ME/083 Mt-Ii AssignmentLalitChoudharyNo ratings yet
- Advance ProductionDocument5 pagesAdvance ProductiontamertunaliNo ratings yet
- Laser Bending PresentationDocument109 pagesLaser Bending PresentationVivek SharmaNo ratings yet
- 234 Laser Beam MachiningDocument13 pages234 Laser Beam MachiningrrameshsmitNo ratings yet
- The Advantages and Disadvantages of The Cold Spray Coating ProcessDocument10 pagesThe Advantages and Disadvantages of The Cold Spray Coating ProcessBobig ArgaNo ratings yet
- Laser CuttingDocument9 pagesLaser Cuttingtoto16161650% (2)
- D.Palani Kumar, Assistant Prof. / Mech. Engg., Kamaraj College of Engg. & Tech. VirudhunagarDocument28 pagesD.Palani Kumar, Assistant Prof. / Mech. Engg., Kamaraj College of Engg. & Tech. VirudhunagarVinith ArasuNo ratings yet
- Advances in Hybrid Laser Joining: Special Issue - Original ArticleDocument8 pagesAdvances in Hybrid Laser Joining: Special Issue - Original ArticlecmsastraNo ratings yet
- Laser Cutting - Wikipedia PDFDocument46 pagesLaser Cutting - Wikipedia PDFSandeep KumarNo ratings yet
- Material Removal by Arc Ablation: Robert H SturgesDocument6 pagesMaterial Removal by Arc Ablation: Robert H SturgesinventionjournalsNo ratings yet
- Laser CuttingDocument8 pagesLaser CuttingSharath KumarNo ratings yet
- Near Surface Transformations of Stainless Steel CS Abs LC DepositsDocument10 pagesNear Surface Transformations of Stainless Steel CS Abs LC DepositsjsijobertNo ratings yet
- Standardizare Și Terminologie În Ingineria Sudării-Limba EnglezăDocument7 pagesStandardizare Și Terminologie În Ingineria Sudării-Limba EnglezăAlexandraIoanaProdanNo ratings yet
- 07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityDocument8 pages07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityBerkath Ali KhanNo ratings yet
- Aarya Veer Engineering College 4 TH SemDocument27 pagesAarya Veer Engineering College 4 TH Semd patelNo ratings yet
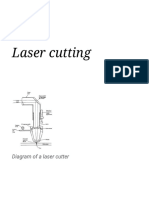
- Laser Cutting: Diagram of A Laser CutterDocument9 pagesLaser Cutting: Diagram of A Laser CutterSuraj NagpalNo ratings yet
- Non Traditional MachininPPTDocument64 pagesNon Traditional MachininPPTpardhuduNo ratings yet
- Effect of Laser Pre-Treatment On The Machining Performance of Aluminum/Sic MMCDocument7 pagesEffect of Laser Pre-Treatment On The Machining Performance of Aluminum/Sic MMCtkslibNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- Periodic Classification of Elements Xerox 2020Document7 pagesPeriodic Classification of Elements Xerox 2020irehan.saiyedNo ratings yet
- Fundamental Principles of Computed Tomography (CT) : For B.S. Radiologic TechnologyDocument143 pagesFundamental Principles of Computed Tomography (CT) : For B.S. Radiologic TechnologyKaye Marie Lloren WaelNo ratings yet
- 1 DC Circuits + AssignmentDocument43 pages1 DC Circuits + AssignmentManjot SinghNo ratings yet
- Solutions. Fixed Center Geared SystemsDocument8 pagesSolutions. Fixed Center Geared SystemsSam StideNo ratings yet
- Glossary of Geotechnical Engineering TermsDocument18 pagesGlossary of Geotechnical Engineering TermsAmanda CervantesNo ratings yet
- Journal Homepage: - : Manuscript HistoryDocument17 pagesJournal Homepage: - : Manuscript HistoryIJAR JOURNALNo ratings yet
- API Standard 653, Tank Inspection, Repair, Alteration, and ReconstructionDocument14 pagesAPI Standard 653, Tank Inspection, Repair, Alteration, and ReconstructionSaqib KhanNo ratings yet
- Surface-Mount 4-Circuit Low-Side Switch Array SPF5002: External Dimensions FeaturesDocument1 pageSurface-Mount 4-Circuit Low-Side Switch Array SPF5002: External Dimensions Featureskatty cumbeNo ratings yet
- Sampling Steam and Water PDFDocument6 pagesSampling Steam and Water PDFShesharam ChouhanNo ratings yet
- 6SL3210 5BE22 2UV0 Datasheet enDocument2 pages6SL3210 5BE22 2UV0 Datasheet enmarcia alves nogueiraNo ratings yet
- Exercise 3 ExtraDocument3 pagesExercise 3 Extrahmzn fauziNo ratings yet
- CD 375 Revision 1 Design of Corrugated Steel Buried Structures-Web PDFDocument44 pagesCD 375 Revision 1 Design of Corrugated Steel Buried Structures-Web PDFAbinashNo ratings yet
- RC 22 PartslistDocument1 pageRC 22 PartslistMahmoud AliNo ratings yet
- Blast Induced Ground Vibrations (DGMS Circular No.7 of 1997)Document12 pagesBlast Induced Ground Vibrations (DGMS Circular No.7 of 1997)Yogesh SharmaNo ratings yet
- Chapter 6 Chemistry in Biology QuestionsDocument102 pagesChapter 6 Chemistry in Biology QuestionsOlga OrtegaNo ratings yet
- Edexcel Physics Unit 6 CourseworkDocument4 pagesEdexcel Physics Unit 6 Courseworknub0vomygun2100% (2)
- Larry Niven PRACTICE OF PSYCHIC TELEPORTATIONDocument2 pagesLarry Niven PRACTICE OF PSYCHIC TELEPORTATIONJ HalsteadNo ratings yet
- Lab Sheet HighwayDocument36 pagesLab Sheet Highwaynaryna adrynNo ratings yet
- Additional PracticeDocument1 pageAdditional PracticeGenesis NGNo ratings yet
- SM225 Module 2 Normal StressDocument6 pagesSM225 Module 2 Normal StressJustine IanNo ratings yet
- A Novel Compound Hybrid Flux Machine Towards Electric Vehicle TractionDocument6 pagesA Novel Compound Hybrid Flux Machine Towards Electric Vehicle TractionZaixin SongNo ratings yet
- Revision Guide Chemistry 7J: Current Electricity Exploring Science PAGE 151 TO 165Document7 pagesRevision Guide Chemistry 7J: Current Electricity Exploring Science PAGE 151 TO 165TALAL ALNAIMYNo ratings yet
- Electrical Machines 2 A-C Machines PDFDocument654 pagesElectrical Machines 2 A-C Machines PDFdhanz_99No ratings yet
- User Manual 8362sc PHmeterDocument102 pagesUser Manual 8362sc PHmeteralonso_12No ratings yet
- TSE 10 ManualDocument100 pagesTSE 10 Manualmmason.verschurenNo ratings yet
- Class 10th 2m, 4m and 7m NP QuestionDocument9 pagesClass 10th 2m, 4m and 7m NP Questiondharunace7No ratings yet
- Chapter 6XDocument70 pagesChapter 6XvinidesoNo ratings yet
- 5.excel Question Bank Math (Analgeom1-Ans)Document2 pages5.excel Question Bank Math (Analgeom1-Ans)Datuali KanapiaNo ratings yet