Download as pdf or txt
You might also like
- US6767528Document6 pagesUS6767528Helwinda ApriliaNo ratings yet
- US Paten With Calcium Chloride Solvay ProcessDocument5 pagesUS Paten With Calcium Chloride Solvay ProcessFeri Darmawan Sabastian SinagaNo ratings yet
- Us 7172742Document5 pagesUs 7172742Nguyen Khanh DuyNo ratings yet
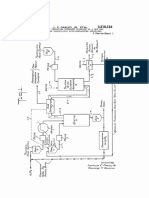
- US3218124Document11 pagesUS3218124PABLO URIZ CEREZONo ratings yet
- US8299294Document6 pagesUS8299294ALEXANDER FRANCO CASTRILLONNo ratings yet
- Naclo Nacl H2oDocument22 pagesNaclo Nacl H2oaliyaNo ratings yet
- US8846977Document8 pagesUS8846977Muhammad Taufik MahadikaNo ratings yet
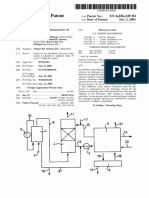
- United States Patent: (10) Patent No.: US 8,026.401 B2Document8 pagesUnited States Patent: (10) Patent No.: US 8,026.401 B2jonathanNo ratings yet
- Ep0665210b2 PDFDocument7 pagesEp0665210b2 PDFJesús David BriceñoNo ratings yet
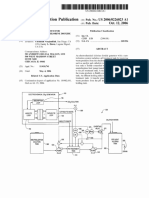
- Patent Application Publication (10) Pub. No.: US 2014/0256972 A1Document9 pagesPatent Application Publication (10) Pub. No.: US 2014/0256972 A1saravanan krishnanNo ratings yet
- '" Is "S" 165,443 3/1965 U.S.S.R. 260/531: United States Patent 15 3,678,107Document5 pages'" Is "S" 165,443 3/1965 U.S.S.R. 260/531: United States Patent 15 3,678,107budispartanNo ratings yet
- Us3857926 NS 2Document8 pagesUs3857926 NS 2dwikinovendra23No ratings yet
- 2008 March 4 Acetaldehyde From Ethylene OxidationDocument4 pages2008 March 4 Acetaldehyde From Ethylene OxidationameymurudkarNo ratings yet
- United States Patent (19) : HHHHHHHHHDocument8 pagesUnited States Patent (19) : HHHHHHHHHtasyiaNo ratings yet
- Us8367867 PDFDocument12 pagesUs8367867 PDFTamiris CandiaNo ratings yet
- TEPZZ 9 5 - 9 B - T: European Patent SpecificationDocument11 pagesTEPZZ 9 5 - 9 B - T: European Patent SpecificationLê CôngNo ratings yet
- Us 8461286Document7 pagesUs 8461286rajesh kothariNo ratings yet
- US7686947Document6 pagesUS7686947peymanNo ratings yet
- Method of Producing Ferrous Sulfate HeptahydrateDocument4 pagesMethod of Producing Ferrous Sulfate HeptahydrateanaazizNo ratings yet
- Biodiesel 3Document12 pagesBiodiesel 3Uswatun AnnaNo ratings yet
- Acido PropionicoDocument6 pagesAcido Propionicoromina orellanaNo ratings yet
- US6656249Document6 pagesUS6656249Joel de la BarreraNo ratings yet
- 50 Zno DispersionDocument6 pages50 Zno Dispersionbublooo123No ratings yet
- US6278014Document9 pagesUS6278014Haruo YamashitaNo ratings yet
- US7390358Document8 pagesUS7390358lic.escobar2018No ratings yet
- United States Patent (10) Patent No.: US 8,158,822 B2Document4 pagesUnited States Patent (10) Patent No.: US 8,158,822 B2JFPacNo ratings yet
- United States Patent (10) Patent No.: US 8,076,507 B2Document12 pagesUnited States Patent (10) Patent No.: US 8,076,507 B2Manuel Gonzalez GalvezNo ratings yet
- FGFHGHJHJKDocument9 pagesFGFHGHJHJKMary Grace VelitarioNo ratings yet
- United States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003Document5 pagesUnited States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003GI2015No ratings yet
- Us PatentDocument8 pagesUs PatentAditya YudantokoNo ratings yet
- Novotny, Et Al. 1991Document10 pagesNovotny, Et Al. 1991wandaNo ratings yet
- US7407599Document11 pagesUS7407599AXIS LUBRIFICANTESNo ratings yet
- Chiyoda Corp PatentDocument8 pagesChiyoda Corp Patentadityachoumal07No ratings yet
- UjdeDocument13 pagesUjdeManuel MontañoNo ratings yet
- United States Patent: Hagemeyer Et Al. (45) Date of Patent: Jul. 31, 2001Document7 pagesUnited States Patent: Hagemeyer Et Al. (45) Date of Patent: Jul. 31, 2001arif ihwandaNo ratings yet
- United States Patent (10) Patent No.: US 6,288,289 B1Document16 pagesUnited States Patent (10) Patent No.: US 6,288,289 B1Andika AnugrahNo ratings yet
- United States Patent: Rubinsztajn Et Al. Oct. 14, 2003Document14 pagesUnited States Patent: Rubinsztajn Et Al. Oct. 14, 2003Vansala GanesanNo ratings yet
- United States Patent (19) : 73) Assignee: Huron Tech Corp., Delco, N.CDocument14 pagesUnited States Patent (19) : 73) Assignee: Huron Tech Corp., Delco, N.CShahid AliNo ratings yet
- Us8455685 UseDocument10 pagesUs8455685 UseRefi RahmanNo ratings yet
- United States Patent (19.: 54) - Stabilizer System For CommercialDocument4 pagesUnited States Patent (19.: 54) - Stabilizer System For CommercialcholoqfNo ratings yet
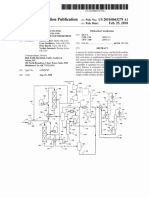
- Patent Application Publication (10) Pub. No.: US 2010/0043279 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2010/0043279 A1vitorio netoNo ratings yet
- United States Patent (19) (11) Patent Number: 5,770,677: Sridhar Et Al. (45) Date of Patent: Jun. 23, 1998Document6 pagesUnited States Patent (19) (11) Patent Number: 5,770,677: Sridhar Et Al. (45) Date of Patent: Jun. 23, 1998bvritNo ratings yet
- US9302971 Terephthalic AcidDocument23 pagesUS9302971 Terephthalic AcidnamoNo ratings yet
- US20150086452A1Document11 pagesUS20150086452A1Alfianto AlfiantoNo ratings yet
- Patente 03 US20040224088A1Document5 pagesPatente 03 US20040224088A1igiliNo ratings yet
- United States Patent: (10) Patent N0.: (45) Date of PatentDocument4 pagesUnited States Patent: (10) Patent N0.: (45) Date of PatentrezaroohollahiNo ratings yet
- US8956652Document6 pagesUS8956652ABCDNo ratings yet
- Us6570026 Basf 2003Document6 pagesUs6570026 Basf 2003daraj darajNo ratings yet
- US4778906Document3 pagesUS4778906sarwaradnan694No ratings yet
- United States Patent (19) : Rodriguez-LeonDocument5 pagesUnited States Patent (19) : Rodriguez-LeonAshir ShahbazNo ratings yet
- US8367867 - UreaDocument12 pagesUS8367867 - UreaRuchita PoilkarNo ratings yet
- US20120020871 PerchlorateDocument41 pagesUS20120020871 PerchlorateTeleson MarquesNo ratings yet
- Patent Asam Asetat 2015Document22 pagesPatent Asam Asetat 2015Nyimas Ulfatry100% (1)
- Acetaldehido A01 031Document4 pagesAcetaldehido A01 031DwiPurwatiNo ratings yet
- (Patent) US4915930Document9 pages(Patent) US4915930Pavita SalsabilaNo ratings yet
- Production of Sodium DithioniteDocument10 pagesProduction of Sodium DithioniteDhaval PadaliaNo ratings yet
- Sept. 24, 1974: O. L. Bertorelli E.T A. Production of Alkali Metal PolysilicatesDocument8 pagesSept. 24, 1974: O. L. Bertorelli E.T A. Production of Alkali Metal PolysilicatesFerinka desty rNo ratings yet
- Advances in Solid Oxide Fuel Cells XFrom EverandAdvances in Solid Oxide Fuel Cells XMihails KusnezoffNo ratings yet
- Ceramic Materials for Energy Applications IV: A Collection of Papers Presented at the 38th International Conference on Advanced Ceramics and Composites, January 27-31, 2014, Daytona Beach, FLFrom EverandCeramic Materials for Energy Applications IV: A Collection of Papers Presented at the 38th International Conference on Advanced Ceramics and Composites, January 27-31, 2014, Daytona Beach, FLHua-Tay LinNo ratings yet
- Modern Glass CharacterizationFrom EverandModern Glass CharacterizationMario AffatigatoNo ratings yet
- Ligand Exchange Chromatography of CarbohydratesDocument10 pagesLigand Exchange Chromatography of CarbohydratesveromendoNo ratings yet
- By Dr. Kamran Javed Naquvi,: Unit II Pharmacognosy (DP-103)Document31 pagesBy Dr. Kamran Javed Naquvi,: Unit II Pharmacognosy (DP-103)Bashar AhmedNo ratings yet
- Lecture Notes: Carbohydrates: Topics CoveredDocument26 pagesLecture Notes: Carbohydrates: Topics CoveredElumalaiNo ratings yet
- Successive Ionization Energies of 2 Elements: UnknownDocument4 pagesSuccessive Ionization Energies of 2 Elements: Unknowny zNo ratings yet
- Chemical Bromination of Phenol Red by Hydrogen Peroxide Is Possible in The Absence of HaloperoxidasesDocument8 pagesChemical Bromination of Phenol Red by Hydrogen Peroxide Is Possible in The Absence of HaloperoxidasesVictor Hugo Guadalupe IllescasNo ratings yet
- LAB #2-Ionic and CovalentDocument3 pagesLAB #2-Ionic and CovalentshadowNo ratings yet
- Moradi 2011 EdDocument16 pagesMoradi 2011 EdhunNo ratings yet
- IS 104-1979 Ready Mixed Paint, Brushing, Zinc Chrome, PrimingDocument17 pagesIS 104-1979 Ready Mixed Paint, Brushing, Zinc Chrome, PrimingZakee MohamedNo ratings yet
- Synthesis of Ruthenium Nitrosyl Complexes of Bipyridine and Phenanthroline.Document4 pagesSynthesis of Ruthenium Nitrosyl Complexes of Bipyridine and Phenanthroline.Benjamín Marc Ridgway de SassouNo ratings yet
- The Mole Part 2Document7 pagesThe Mole Part 2Daniel BerryNo ratings yet
- Astm D 888-18Document14 pagesAstm D 888-18Adriana CiroNo ratings yet
- Improved Etherification Procedure For The Preparation of Dibenz (B, F) (1,4) OxazepineDocument3 pagesImproved Etherification Procedure For The Preparation of Dibenz (B, F) (1,4) Oxazepineebi1364No ratings yet
- KGianan Stem12 Chemistry1 (Chapter 3)Document6 pagesKGianan Stem12 Chemistry1 (Chapter 3)Kyle GiananNo ratings yet
- WORKSHEET (Chemical Equations) PDFDocument4 pagesWORKSHEET (Chemical Equations) PDFnobodyNo ratings yet
- 545 Uce Paper 1 OkDocument175 pages545 Uce Paper 1 OkAnonymous M7aBZlNo ratings yet
- Activity Series of Metals Lab - 2Document6 pagesActivity Series of Metals Lab - 2Isra Bint zahedNo ratings yet
- Chávez, 2000Document13 pagesChávez, 2000felipe trujilloNo ratings yet
- Chapter 16 Macro Etching ExaminationDocument10 pagesChapter 16 Macro Etching ExaminationBARCELON, CHRISTOPHER JAMES100% (1)
- 05 StimulatingDocument11 pages05 StimulatingSaidFerdjallahNo ratings yet
- Full Download Test Bank For Organic Chemistry 1st Edition by David R Klein PDF Full ChapterDocument34 pagesFull Download Test Bank For Organic Chemistry 1st Edition by David R Klein PDF Full Chapterprivitywoolhall.8hvcd100% (21)
- Level 2 Chemistry, 2018: 91166 Demonstrate Understanding of Chemical ReactivityDocument12 pagesLevel 2 Chemistry, 2018: 91166 Demonstrate Understanding of Chemical ReactivitySaniya KansalNo ratings yet
- (CHEM CS) Chapter 8 - MetalsDocument18 pages(CHEM CS) Chapter 8 - Metalsfayyaz haqueNo ratings yet
- 0620 m16 QP 42Document16 pages0620 m16 QP 42reemNo ratings yet
- Carboxylic AcidDocument28 pagesCarboxylic AcidManthan HaritashNo ratings yet
- Solubility of FibresDocument3 pagesSolubility of FibresNasir Sarwar0% (1)
- 04 Chapter 1Document24 pages04 Chapter 1buddhahandNo ratings yet
- Chemical Methods of SterilizationDocument6 pagesChemical Methods of SterilizationYani ManuelNo ratings yet
- Introduction To CarbohydratesDocument20 pagesIntroduction To CarbohydratesJason TulipatNo ratings yet
- Viton: Laminates Product Information SheetDocument1 pageViton: Laminates Product Information SheetdddidsNo ratings yet
- Pathway C+D BookletDocument33 pagesPathway C+D BookletH ChowdreyNo ratings yet