
Professional Documents
Culture Documents
Schedule A Deliverables For GPDS 3 0
Schedule A Deliverables For GPDS 3 0
Uploaded by
MAYTE1085Copyright:
Available Formats
You might also like
- Successful Instrumentation and Control Systems Design, Second EditionFrom EverandSuccessful Instrumentation and Control Systems Design, Second EditionRating: 4.5 out of 5 stars4.5/5 (10)
- Lifting Risk AssessmentDocument5 pagesLifting Risk AssessmentimranNo ratings yet
- PPQPDocument10 pagesPPQPMNo ratings yet
- VCC Phased PPAP Requirements Handbook - V2Document14 pagesVCC Phased PPAP Requirements Handbook - V2medi38No ratings yet
- ANPQP 2.3 - Phase DiagramDocument2 pagesANPQP 2.3 - Phase DiagramM80% (5)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Referee Report DillonDocument2 pagesReferee Report DillonHaseeb AliNo ratings yet
- NPI ChecklistDocument11 pagesNPI ChecklistMaria CruzNo ratings yet
- SQD-025 PPAP ChecklistDocument7 pagesSQD-025 PPAP ChecklistMadhan RajNo ratings yet
- Team Feasibility Commitment NewDocument1 pageTeam Feasibility Commitment NewSudhaNo ratings yet
- Feed Deliverable ListDocument8 pagesFeed Deliverable Listajuu100% (4)
- Delphi Comprehensive Control PlanDocument51 pagesDelphi Comprehensive Control Planss2mrattriNo ratings yet
- SAP PR Release Strategy Concept and Configuration Guide: A Case StudyFrom EverandSAP PR Release Strategy Concept and Configuration Guide: A Case StudyRating: 4 out of 5 stars4/5 (6)
- Should The United States Have Annexed The Philippines?Document3 pagesShould The United States Have Annexed The Philippines?John Cramerus100% (3)
- Underground Gravity Sewers Specification CVS02700 PDFDocument12 pagesUnderground Gravity Sewers Specification CVS02700 PDFNassim Sabri0% (1)
- Copia Di APQP - DeliverablesDocument18 pagesCopia Di APQP - DeliverablesdspinelliNo ratings yet
- Apqp Critical Supplier Status ReportDocument8 pagesApqp Critical Supplier Status ReportNeumar NeumannNo ratings yet
- PPAP Audit Check SheetDocument12 pagesPPAP Audit Check Sheetmahesh100% (1)
- PPAP ChecklistDocument2 pagesPPAP ChecklistSudhagarNo ratings yet
- PPQP - Supplier - Requirements - Guideline - 12-20-2018 Version 6.doc-GM Confidential1Document12 pagesPPQP - Supplier - Requirements - Guideline - 12-20-2018 Version 6.doc-GM Confidential1masprast.devegaNo ratings yet
- Production Part Approval Process (Ppap) Tracker - ChecklistDocument4 pagesProduction Part Approval Process (Ppap) Tracker - Checklistkrds chidNo ratings yet
- AQPP Check List NewDocument17 pagesAQPP Check List NewSuresh KumarNo ratings yet
- Ppap WorkbookDocument80 pagesPpap WorkbookalyankaNo ratings yet
- Navistar ApqpDocument18 pagesNavistar ApqpAbhijeet MitraNo ratings yet
- P Pir Process OverviewDocument28 pagesP Pir Process Overviewsachin_sawant1985No ratings yet
- List of PPAP DocsDocument4 pagesList of PPAP DocsSunilNo ratings yet
- Fiacbras (Bkq52) - 87271096 - Auditoria de Pcpa - RMDocument25 pagesFiacbras (Bkq52) - 87271096 - Auditoria de Pcpa - RMAtilio MendonçaNo ratings yet
- Quality System Procedure For Change Point ControlDocument3 pagesQuality System Procedure For Change Point Controlrajesh sharmaNo ratings yet
- Customer Input Requirement For APQPDocument1 pageCustomer Input Requirement For APQP36hallsteveNo ratings yet
- PPAP Supplier ExpectationsDocument18 pagesPPAP Supplier ExpectationsikrameNo ratings yet
- Tenneco PPAP Guidelines 2017-11-13Document50 pagesTenneco PPAP Guidelines 2017-11-13tuan mai vanNo ratings yet
- Phased PPAP Manual - June 2010Document22 pagesPhased PPAP Manual - June 2010frangeljediNo ratings yet
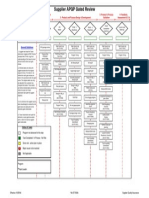
- Supplier Apqp Gated ReviewDocument1 pageSupplier Apqp Gated Reviewtanto_deep_15No ratings yet
- AristocratDocument38 pagesAristocratTiến ThànhNo ratings yet
- Part Submission WarrantDocument4 pagesPart Submission WarrantSam AnuNo ratings yet
- SAQP Elements OverviewDocument38 pagesSAQP Elements OverviewBoštjan Dokl MenihNo ratings yet
- Docsity Formatos de Apqp para Su Llenado y Aplicado 1Document64 pagesDocsity Formatos de Apqp para Su Llenado y Aplicado 1Alejandro Martinez OrtegaNo ratings yet
- Autocar Ppap Requirements Rev 5Document17 pagesAutocar Ppap Requirements Rev 5man hoNo ratings yet
- PPAPDocument40 pagesPPAPAtul SURVENo ratings yet
- 4100F-QAS-151 (Supplier Quality Assurance Manual)Document35 pages4100F-QAS-151 (Supplier Quality Assurance Manual)Sanjay KumarNo ratings yet
- Global Supplier Quality Manual PPAP RequirementsDocument36 pagesGlobal Supplier Quality Manual PPAP Requirementsmandeep.singh0009No ratings yet
- Apqp FormsDocument32 pagesApqp FormsVenuNo ratings yet
- APQP - Customer Input Requirement - Ver2Document3 pagesAPQP - Customer Input Requirement - Ver236hallsteveNo ratings yet
- Anpqp Version 2 1 - Accompagnateur - Day 2 On 2 Afternoon - 251108Document85 pagesAnpqp Version 2 1 - Accompagnateur - Day 2 On 2 Afternoon - 251108adrianNo ratings yet
- Ppap User GuideDocument60 pagesPpap User GuideTuyen Deple100% (1)
- F1021 PPAP Check List Instructions 04JN18Document9 pagesF1021 PPAP Check List Instructions 04JN18Sharmad TamhaneNo ratings yet
- Aqpaxi Phase 2.rev13Document7 pagesAqpaxi Phase 2.rev13Isabel SierraNo ratings yet
- 6.E Installation Qualification (IQ) : Here You Will Find Answers To The Following QuestionsDocument10 pages6.E Installation Qualification (IQ) : Here You Will Find Answers To The Following QuestionsFilipNo ratings yet
- PS - Copy of Supplier PSODocument11 pagesPS - Copy of Supplier PSODesmond MahadeoNo ratings yet
- Why Perform Production Part Approval Process (PPAP)Document6 pagesWhy Perform Production Part Approval Process (PPAP)Sourabh Patil100% (1)
- PPAP TrainingDocument40 pagesPPAP TrainingfranciscoNo ratings yet
- Formel Q New Parts Integral QPNDocument40 pagesFormel Q New Parts Integral QPNLa Esencia De Lo FragilNo ratings yet
- CSR Map ToolDocument51 pagesCSR Map ToolSarah JohnsonNo ratings yet
- GM 1927-16 - PcpaDocument12 pagesGM 1927-16 - PcpaNeumar NeumannNo ratings yet
- QualitysystemsDocument8 pagesQualitysystemsádfa caNo ratings yet
- Volvo ApqpDocument30 pagesVolvo ApqpAmolPagdalNo ratings yet
- PPAP Process Checklist / Sign Off Sheet InstructionsDocument7 pagesPPAP Process Checklist / Sign Off Sheet InstructionsSharmad TamhaneNo ratings yet
- Item What Purpose/is What Content When It Used Who Involve (PIC, Link) Where It's From What Major Challenges TE-12Document3 pagesItem What Purpose/is What Content When It Used Who Involve (PIC, Link) Where It's From What Major Challenges TE-12Pju CloughNo ratings yet
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- Formal Methods Applied to Complex Systems: Implementation of the B MethodFrom EverandFormal Methods Applied to Complex Systems: Implementation of the B MethodNo ratings yet
- CISA Exam-Testing Concept-PERT/CPM/Gantt Chart/FPA/EVA/Timebox (Chapter-3)From EverandCISA Exam-Testing Concept-PERT/CPM/Gantt Chart/FPA/EVA/Timebox (Chapter-3)Rating: 1.5 out of 5 stars1.5/5 (3)
- Sim 600Document1 pageSim 600Lupu ValentinNo ratings yet
- Power Electronics DissertationDocument5 pagesPower Electronics DissertationPayToWriteAPaperMilwaukee100% (1)
- Chapter 10 Quality AssuranceDocument8 pagesChapter 10 Quality AssuranceDiana Ahmad ZaidanNo ratings yet
- ANSI Flange CatalogueDocument28 pagesANSI Flange CatalogueSandeep SinghNo ratings yet
- 2019 CP Range Guide LR - PDDocument16 pages2019 CP Range Guide LR - PDmoisesNo ratings yet
- Pottery: Global Action Programme On Education For All Youth ProjectDocument28 pagesPottery: Global Action Programme On Education For All Youth ProjectJoao DuarteNo ratings yet
- Understanding Culture, Society and Politics: First Quarter Module 5 - Week 5-6Document24 pagesUnderstanding Culture, Society and Politics: First Quarter Module 5 - Week 5-6Rose Di100% (1)
- VT ReportDocument36 pagesVT ReportafNo ratings yet
- Senior Wing Cycle Test Serives (2022-2021) - 2Document10 pagesSenior Wing Cycle Test Serives (2022-2021) - 2Abhi ShNo ratings yet
- Accenture Bringing Science To SellingDocument16 pagesAccenture Bringing Science To SellingManmeet SinglaNo ratings yet
- Installation and User's Guide: IBM Tivoli Storage Manager For Windows Backup-Archive ClientsDocument800 pagesInstallation and User's Guide: IBM Tivoli Storage Manager For Windows Backup-Archive ClientsJavier GonzalezNo ratings yet
- 11.TBL Training Participant Manual 2021Document253 pages11.TBL Training Participant Manual 2021Adebabay DessieNo ratings yet
- DHR Rheology TheoryDocument341 pagesDHR Rheology TheoryMario StiflerNo ratings yet
- Maton Neck Adjustments Rev1Document11 pagesMaton Neck Adjustments Rev1golf12345No ratings yet
- Chasing Hurricane AndrewDocument16 pagesChasing Hurricane AndrewjohnosborneNo ratings yet
- Potensi Daur Ulang Sampah Upacara Adat Di Pulau Bali: Jurnal EcocentrismDocument8 pagesPotensi Daur Ulang Sampah Upacara Adat Di Pulau Bali: Jurnal Ecocentrismdaffa pratamaNo ratings yet
- EXTREME-Howto Config VRRP BasicsDocument9 pagesEXTREME-Howto Config VRRP BasicsSemperFiWMNo ratings yet
- UPSC-CSE-Yogesh-Kumbhejkar-8-2015 Exam View PDFDocument11 pagesUPSC-CSE-Yogesh-Kumbhejkar-8-2015 Exam View PDFB AspirantNo ratings yet
- Gs ManualDocument27 pagesGs ManualfauziNo ratings yet
- 1.1 General BackgroundDocument14 pages1.1 General BackgroundChris TanNo ratings yet
- Supercare Medical Services, Inc. Health Declaration Form: Remarks of Examining PhysicianDocument1 pageSupercare Medical Services, Inc. Health Declaration Form: Remarks of Examining PhysicianJunexielJalop100% (1)
- A Complete Guide For Physics: Gscience Classes Practice SetDocument2 pagesA Complete Guide For Physics: Gscience Classes Practice SetWillis ChekovNo ratings yet
- Deep Learning-Based Feature Extraction in Iris Recognition: Use Existing Models, Fine-Tune or Train From Scratch?Document9 pagesDeep Learning-Based Feature Extraction in Iris Recognition: Use Existing Models, Fine-Tune or Train From Scratch?Satyanarayan GuptaNo ratings yet
- CE8395 QB - by WWW - Easyengineering.net 1Document18 pagesCE8395 QB - by WWW - Easyengineering.net 1sureshkumarNo ratings yet
- Series 800M4QT Specification SheetDocument4 pagesSeries 800M4QT Specification SheetWattsNo ratings yet



























































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)



























Schedule A Deliverables For GPDS 3 0
Schedule A Deliverables For GPDS 3 0
Uploaded by
MAYTE1085Original Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Schedule A Deliverables For GPDS 3 0
Schedule A Deliverables For GPDS 3 0
Uploaded by
MAYTE1085Copyright:
Available Formats
Advanced Product Quality Planning (APQP)
y = ƒ (x)
Inputs (30)
Outputs
Part Quality Verification
(Phase 1 PSW) Supplier Sites Identified C-Purch DV Testing Complete PD
ESOW received PD Home Line (incl. sub suppliers) STA
Part Production Verifcation Timing Plans: Hard Tools and PPAP PD/STA Gauge R&R STA
(Phase 2 PSW) Tool Orders Issued C-Purch Run at rate (one stream) STA
APQP Design FMEA / YC & YS PD Parts at 100% Print Spec STA
Part Capacity Verification Process Process FMEA STA/PD Initial Process Capability STA / PD
(Phase 3 PSW) CC / SCs Received PD PV Testing Complete PD
GPDS 3.0 AAR Completed PD
& Beyond Preliminary Mfg. Feasibility STA/PD
PPAP Timing Plan Complete STA / PD Capacity Requirements C-Purch
Drawings Released PD Capacity Planning STA
Prototype Control Plan Complete PD Packaging approval submitted MP&L
Hard Tools Complete STA/PD Run at rate (all streams) STA
Prototype parts dimension PD Production Control Plan Comp. STA
Final Mfg. Feasibility STA / PD Final Process Capability STA
Launch Control Plan Complete STA Capacity Verification STA
The outputs of the APQP process are the Part Quality Verification (Phase 1 PSW), Part Production Verification (Phase 2 PSW) and Part Capacity Verification (Phase 3 PSW).
These three outputs are a function of the 30 Inputs or deliverables (as indicated above).
There are 30 deliverables associated with APQP – 23 Quality Verification deliverables and 7 Capacity Verification deliverables.
March 2019 Copyright © 2019 Ford Motor Company
Deliverable
1. Supplier Site Identified.
Expectations
1. Supplier has confirmed the manufacturing site code / address with Ford Purchasing.
Note:
Supplier shall begin the Advanced Product Quality Planning (APQP) process via the Schedule A upon receiving notification from Ford Purchasing.
Examples of notification are: Supplier on Board Agreement (SOBA), Sourcing Agreement Letter (SAL) or Purchase / Tool order. Contact your commodity buyer if you have any questions regarding
notification.
Deliverable
2. Engineering Statement of Work (ESOW) received.
Expectations
1. Suppliers should receive a preliminary Engineering Statement of Work (ESOW) that provides information on commodity assumptions, commodity targets, program timing, technical requirements and detailed
roles and responsibilities.
Notes:
Not all parts may get an Engineering Statement of Work (ESOW). If supplier does not receive a preliminary Engineering Statement of Work, consult with the appropriate Ford Product Development (PD)
engineer to obtain all engineering requirements and specifications such as Manufacturing SOW, Assembly SOW, etc.
2. For Design Responsible suppliers, the supplier confirms that they have received sufficient engineering information from Ford Product Development (PD) to start design and initiate the Advanced Product
Quality Planning process via the Schedule A.
3. For suppliers to Powertrain Program, the supplier confirms receipt of the Pass Through Characteristics (PTCs) through the Engineering Statement of Work (ESOW) or their Component Program Module Team
(CPMT) engineer via the Ford Form PTP07-133f1, as applicable.
Link to the Pass Through Characteristics (PTC) training (Requires Ford Supplier Portal access): https://www.lean.ford.com/cqdc/doc/Supplier_PTC_Training_Package/Supplier_PTC_Training_Package.html
4. For All Suppliers identified in Engineering Statement of Work (ESOW) to obtain Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory requirements,
the suppliers are:
a. Responsible for identification of & communication with the appropriate Government / Witness Authority.
b. Required to establish Necessary In-Market Presence (for example - supplier's local employee) as defined by the relevant Government Authority.
c. Required to file Compliance Application w/ the Government/Witness Authority and pay necessary fees.
d. Required to schedule Witness Test with the appropriate Government / Witness Authority.
e. Required to arrange necessary Plant / Facility Audit with the appropriate Government / Witness Authority.
5. Safe Lauch Control Plan in place for defined period and considers designated end of line product checks with increased frequency/sample size. (Refer Safe Launch CP)
Deliverable
3. Timing Plans: Hard Tools and PPAP
Expectations
1. Supplier has a timing plan that will deliver parts from Production / Hard Tool(s) to support the Prototype Builds like Part Coordination Fixture builds (PCF1, PCF2 and PCF3) and Trim Coordination Build
(TCB1, TCB-EC, TCB2 and TCB3), as applicable. If supplier has a requirement from FORD to supply DCV builds with hard tooled parts, then the supplier plan must support DCV builds with hard tools.
Notes:
For Powertrain program suppliers, the supplier needs to have production tooling and process ready to support the builds with PSW Phase 1 parts.
For Vehicle Program Suppliers not supporting PCF/TCB builds, the supplier needs to have production tooling and process ready to support the TT builds with PSW Phase 1 parts.
2. Supplier timing plan shall clearly identify the date(s) when they will issue commercial agreement(s) to their tool manufacturer(s) in support of the PCF / TCB / TT or Unit TT builds, as applicable.
3. Supplier timing plan shall include activities required to monitor progress of tool development. These activities could include, but not limited to:
a) Request for Quotation and bid review completed.
b) Tool Order issued to tooling vendor.
Note: Allow adequate time when supporting the builds with hard tools or when supporting the Part Coordination Fixture Builds (PCF) or Trim Coordination Builds (TCB). PCF and TCB builds require hard
tools.
c) Tool design completed.
Note: Tool design should include tool sign-off process for hard tool/soft tool, rough cutting/final cutting as applicable.
d) Tool development completed.
Note: Tool development should include key date for material procurement, rough cutting, and final cutting as applicable.
e) Tool trial(s) at tool shop completed.
f) Pre-graining iterations and graining of tools completed, as required.
g) Tool buy-off completed.
h) Tool packaging/shipment.
Note: For tools purchased offshore, supplier must include timing for customs at both locations.
i) Tool received.
4. Supplier timing plan (continued). These activities could include, but not limited to:
j) Tool installation completed on Home Line.
k) Parts/material ordered for trials: home-line and tool vendor in support of Deliverable #17.
l) Home line trials completed.
m) Appearance Approval Report (AAR) completed for all tool sets, as required.
n) Identification on Ford owned tools completed.
o) Procurement of spare tooling completed, as applicable.
5. In developing the timing plan, supplier confirms that they have received the prototype build quantities and schedule for the applicable build event(s). Contact Ford Commodity Buyer and/or Ford PD Engineer
to get details on build quantities and schedule.
6. For Priority Supplier Sites, the supplier reviews the hard tool timing plan with the Ford PD and Site STA Engineer on a mutually agreed regular cadence.
7. For suppliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory requirement, the
supplier's hard tool timing plan should support on time delivery (no later than TT IPD) of necessary production representative parts, tools and fixtures to the Authorized Testing Lab as defined by the Witness
Authority.
Deliverable
4. Production Tool order received.
Expectations
1. For suppliers providing parts to the Ford Part Coordination Fixture (PCF1, PCF2 and PCF3) builds, and/or Trim Coordination Builds (TCB1, TCB-EC, TCB2 and TCB3), the supplier confirms that they will
receive a production tool order in time to support these builds. Supplier should contact their Ford commodity buyer with the timing requirement for the production tool order.
2. For suppliers not providing parts to the Ford Part Coordination Fixture builds (PCF1, PCF2 and PCF3), and/or Trim Coordination Builds (TCB1, TCB-EC, TCB2 and TCB3), the supplier should contact their
Ford commodity buyer with a supplier final required date for Purchase Order (PO) and/or Tool Order (TO) to ensure ability to deliver Phase 1 PSW parts at the TT or the Unit TT milestone.
3. Supplier should enter their required date for Production Tool Order or Purchase Order to support these builds in the Schedule A "Planned Completion Date" for this deliverable.
4. For parts requiring Long Lead Funding, the supplier confirms receipt of tool orders no later than the FDJ milestone. Contact Ford commodity buyer to verify if part is Long Lead Funded. Long Lead Funded
Parts are:
a. Production tooled parts that are required for the DCV build
b. Parts which must start production tooling ahead of FDJ to support Phase 1 PPAP at TT IPD or Unit TT MRD
c. Parts which must start production tooling ahead of FDJ to support the PCF/TCB processes
Deliverable
5. Design Failure Mode Effects Analysis (DFMEA) completed or Potential Critical/Significant Characteristics (YC and YSs) received.
Expectations
1. For design responsible suppliers, the supplier is responsible for developing the Design Failure Mode Effects Analysis (DFMEA) and identifying the Potential Critical / Significant Characteristics (YC / YSs).
Supplier has a process to ensure all problem solving learnings are fed into the foundation and part DFMEAs. Foundation DFMEAs should exist for specific comodity types (e.g. door trim panels, seats,
Instrument Panels, etc.) and should be used as the starting point for new launch part DFMEAs.
The supplier Design Failure Mode Effects Analysis (DFMEA) should be reviewed and approved by the Ford Product Development (PD) engineer.
The Supplier & Ford Product Development (PD) engineer must have completed and agreed to the Potential Critical / Significant Characteristics (YC and YSs) via the Ford Special Characteristics
Communication and Agreement Form (FAF-03-111-2).
Link to the the Ford Special Characteristics Communication and Agreement Form (FAF 03-111-2) (Requires Ford Supplier Portal access):
https://web.qpr.ford.com/sta/FAF03-111-2-Externally%20Supplied%20Content.xlsx
2. The supplier Design Failure Mode Effects Analysis (DFMEA) should include the latest design and process changes, new failure modes, corrective actions due to test failures, and lessons learned from
reviews of similar/surrogate DFMEAs, warranty data, stop shipments, field service actions database, prototype builds and plant concerns.
3. Plant concerns can include the suppliers manufacturing site issues and the Ford Plants reported via Automated Issues Management System (AIMS), Quality Rejects (QRs) and Balanced Single Agenda for
Quality (BSAQ) projects. Contact your Ford Product Development (PD) Engineer or Site STA Engineer for further assistance regarding information from Ford Plants.
March 2019 Copyright © 2019 Ford Motor Company
4. For non-design responsible (build-to-print) suppliers, the supplier confirms that they have reviewed the available CAD/design/engineering specifications and failure modes with the responsible Ford PD
engineer and agreed to the Potential Critical / Significant Characteristics (YC and YSs) via the Ford Special Characteristics Communication and Agreement Form (FAF-03-111-2).
Link to the Ford FMEA Handbook (Requires Ford Supplier Portal access): https://fsp.portal.covisint.com/web/portal/document_library
Link to the Ford Special Characteristics Communication and Agreement Form Handbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/SCCAF_Handbook_A4.pdf
5. Assess PA compliance of supplier site to Supplier Manufacturing Health Chart as required.
Deliverable
6. Process Failure Mode Effects Analysis (PFMEA).
Expectations
1. Supplier confirms that the Process Failure Mode Effects Analysis (PFMEA) has been developed using the Ford FMEA handbook.
Supplier has a process to ensure all problem solving learnings are fed into the foundation and part PFMEAs. Foundation PFMEAs should exist for specific process types (e.g. riveting, welding, molding, etc.)
and should be used as the starting point for new launch part PFMEAs.
The supplier foundation and part PFMEA should include the latest process changes, lesson learned, warranty data, stop shipments, field service actions, Prototype Builds, Health Charts, and plant concerns.
All applicable functions, failure modes, and controls from the foundation FMEAs should be documented in the part PFMEA.
The supplier part PFMEA should include the latest design.
Plant concerns can include the suppliers manufacturing site issues and the Ford Plants reported via Automated Issues Management System (AIMS), Quality Rejects (QRs) and Balanced Single Agenda for
Quality (BSAQ) projects. Contact your Ford Product Development (PD) Engineer or Site STA Engineer for further assistance regarding information from Ford Plants.
Link to the Ford FMEA Handbook (Requires Ford Supplier Portal access): https://fsp.portal.covisint.com/web/portal/document_library
2. Supplier develops a preliminary PFMEA by the Program Approval UNV2 or UPV2 milestone for Vehicle programs or Unit PA milestone for Powertrain programs. The preliminary PFMEA is required to support
discussions during the Special Characteristics agreement (See Deliverable 7).
Supplier ensures that CAD/design/engineering specifications have been reviewed and critical/special characteristics have been linked to the PFMEA.
3. Supplier ensures that all operation steps in the Manufacturing Process Flow Diagram are addressed in the Process Failure Mode Effects Analysis (PFMEA).
4. For inverted delta parts, the supplier obtains Ford Product Development (PD) Engineer and Site STA Engineer sign-off on the PFMEA per the Ford's Customer Specifics to Part Production Approval Process
(PPAP) requirements.
Link to the Fords Customer Specifics to PPAP (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Ford_Specifics_for_PPAP.pdf
5. Supplier ensures that all operations related to Special Characteristics have been identified in the Control Plan and the Operator Instructions, including alternate manufacturing processes (rework, repair and
backup tooling/equipment).
6. For part supporting Powertrain Programs, all Ford-identified Pass Through Characteristics (PTCs) and supplier-identified pass through characteristics are included in all applicable PFMEAs (including sub-
suppliers), as applicable.
7. For parts supporting Powertrain Programs, the supplier confirms that the Pass Through Characteristics (PTC) have linkages in the PFMEA, Pre-Launch and Production Control Plans, as applicable.
8. For suppliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory requirement, the
supplier must complete necessary Plant Audit of their production facility with the appropriate Government / Witness Authority.
Deliverable
7. Special Characteristics Communication and Agreement Form (SCCAF) sign off.
Expectations
1. If the supplier is design responsible (has DFMEA Ownership) then the supplier co-leads the completion of all elements of the Special Characteristics Communication and Agreement Form (FAF 03-111-2) and
approves the completed SCCAF in conjunction with the Ford Product Development (PD) engineer, site STA Engineer and Craftsmanship engineer if required. The SCCAF then must be imported into the
APQP/PPAP Evidence Workbook. The completed / approved SCCAF and the APQP/PPAP Evidence Workbook must be uploaded into eAPQP and made available to Ford upon request.
If Ford is design responsible (has DFMEA Ownership) then the supplier must review and agree the Potential Critical / Significant Characteristics (YC and YSs) identified and leads the completion of all
Process related elements of the Special Characteristics Communication and Agreement Form (FAF 03-111-2). The supplier approves the completed SCCAF in conjunction with Ford Product Development
(PD) engineer, site STA Engineer and Craftsmanship engineer if required. The SCCAF then must be imported into the APQP/PPAP Evidence Workbook. The completed / approved SCCAF and the
APQP/PPAP Evidence Workbook must be uploaded into eAPQP and made available to Ford upon request.
Link to the the Ford Special Characteristics Communication and Agreement Form (FAF 03-111-2) (Requires Ford Supplier Portal access):
https://web.qpr.ford.com/sta/FAF03-111-2-Externally%20Supplied%20Content.xlsx
Link to the APQP/PPAP Evidence Workbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/APQP_PPAP_Evidence_Workbook.xlsm
Note:
Supplier must complete a preliminary Process Failure Mode Effects Analysis (PFMEA) in support of the Special Characteristics agreement.
2. Supplier ensures that the Special Characteristics are linked from the available CAD/design/engineering specifications, DFEMA, preliminary Process Failure Mode Effects Analysis (PFMEA) and
Prototype/Pre-Launch Control Plans. Linkages are recorded in compliance with the Ford Special Characteristics Communication and Agreement Form (FAF-03-111-2).
Link to the Ford Special Characteristics Training (Requires Ford Supplier Portal access): https://www.lean.ford.com/cqdc/doc/sc_cc_supplier/sc_cc_supplier.html
Note:
Supplier ensures that the Critical Characteristics have controls which prevent the shipment of non-conforming product and are recorded in APQP/PPAP Evidence Workbook, regardless of the tier level of the
point of CC manufacture.
3. For Powertrain programs, supplier should return the completed the Pass Through Characteristics Form PTP07-133f1 with their PTC control methodology to their Component Program Module Team (CPMT)
Engineer for approval by the Unit DC milestone, as applicable.
Link to the Pass Through Characteristics (PTC) training (Requires Ford Supplier Portal access): https://www.lean.ford.com/cqdc/doc/Supplier_PTC_Training_Package/Supplier_PTC_Training_Package.html
4. Supplier cascades all applicable Special Characteristics to their supply base and ensures process controls are identified.
5. For appearance parts that include color, texture and gloss, supplier should identify Special Characteristics per Decorative Component Approval Process (DCAP) Manual and Paint Color Control Guideline
(step#1 and #2). Contact Craftsmanship/Appearance Approval activity for any clarifications.
Link to DCAP Manual and Paint Color Control Guideline located under PPAP Instructions (Requires Ford Supplier Portal Access):
https://web.qpr.ford.com/sta/Phased_PPAP.html
Upon completion, this deliverable requires completion evidence.
Deliverable
8. Preliminary Design and Manufacturing Feasibility completed.
Expectations
1. Supplier documents feasibility agreement on the Design and Manufacturing Feasibility Commitment form with the customer (Ford Product Development (PD) Engineer, Site STA Engineer, and Commodity
Buyer).
Note:
For Powertrain parts, supplier confirmation of tolerances is done via the Variation Simulation Analysis (VSA) studies, if applicable.
For plastic injection-molded parts, supplier shall assess preliminary manufacturing risks, determine mitigation actions for high-risk items, and review risk mitigation action plan with STA Subject Matter Expert.
Plastic injection molding preliminary manufacturing risks shall be assessed based on part requirement, quality history, mold flow simulations by using “Plastic Injection Molding Preliminary Manufacturing Risk
Assessment” or an equivalent.
For Priority Suppliers, the form must be reviewed by the Site STA Engineer.
Link to the Design and Manufacturing Feasibility Commitment form (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Feasibility_Form.xlsx
Link to Plastic Injection Molding Preliminary Manufacturing Risk Assessment (Requires Ford Supplier Portal access):
https://web.qpr.ford.com/sta/Plastic_Injection_Molding_Preliminary_Manufacturing_Risk_Assessment.xlsx
2. Supplier involves their key / long lead sub-suppliers to support the preliminary design and manufacturing feasibility review.
3. Supplier should identify critical or new processes through their supply chain and assess feasibility, as applicable.
4. Supplier should identify any specified requirements that cannot be evaluated using known inspection techniques and request appropriate resolution from Ford Product Development (PD) engineering.
5. Supplier should complete the initial gauge design in accordance with the Body Interior / Exterior Gauge Development and Implementation Guideline on Preliminary Design Concept for Body Interior and
Exterior Parts only. Supplier should ensure that the measuring points (MP's) are aligned with the Coordinated Cut Planes (CCPs) at a minimum as identified in the Special Characteristics Communication and
Agreement Form (SCCAF).
Link to the Body Interior / Exterior Gauge Development and Implementation Guideline (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Gauge_Single_Point_Lesson.pdf
March 2019 Copyright © 2019 Ford Motor Company
Link to the procedure to access Coordinated Cut Plane (CCP) drawings and flowchart are given in pages 54 through 57 in the document located at https://web.meets.ford.com/wlrr/guide/01-
031_P2_Process_Supplier_User_Manual.pdf
6. All Priority suppliers must complete Visit -1 section of the APQP People Readiness Assessment.
Please Note: The APQP People Readiness Assessment is available as a tool for all suppliers to confirm people readiness for launch.
Link to the APQP People Readiness Assessment: https://web.qpr.ford.com/sta/APQP_People_Readiness.xlsx
7 Supplier should review relevant Ford STA Global Manufacturing Process Standards and Assessments to ensure that they can meet the intent of the requirements.
Casting: W-CMS, Control of Casting Manufacturing Processes
Contamination: Ford Contamination Manufacturing Requirements (FCMR)
Electrical/Electronics: CQI-17, Ford Electronics Manufacturing Requirements (FEMR), Ford EDS Wiring Manufacturing Requirements (FEWMR)
Heat Treat: CQI-9, W-HTX, Control of Heat Treating Processes and Auxiliary Equipment, CQI-9 Ford Specific Assessment
Machining: Ford Specific Machining Assessment
Plastic Molding: CQI-23, W-IMMS Control of Plastic Injection Molding Processes. CQI-23 Ford Specific Assessment
Plating and Coating: CQI-11, CQI-12
Welding/Brazing: CQI-15, W-WBMS World Welding Brazing Standard
Link to Ford STA Global Manufacturing Process Standards and Assessments: https://web.qpr.ford.com/sta/Ford_GTS.html
8 Design Review - Recognizing that preliminary prints and specifications can be lacking all the information required to manufacture a component, the supplier has concepted and quoted a process with certain
print/specification assumptions that match the process steps, methods and equipment chosen. These assumptions must be documented and approved by PD
9 New Design Technologies - Supplier shall provide evidence of completed manufacturing <Concept Ready / Application Ready> <CR/AR> results demonstrating that the New design can be manufactured with
known manufacturing technologies & methods with commercially available equipment producing at the expected quality levels and rate.
10 Manufacturing Process Validation - Supplier shall identify all new and/or modified processes steps, methods, equipment, tooling and has validated that they will produce quality and at rate using the following
methods:
1. Surrogate data from the same process or method existing in the suppliers manufacturing facility either locally or globally
a. In the absence of surrogate data of the same processes or methods, a Manufacturing Tolerance Stack on ALL new features must be performed, and evidence that all issues are resolved must be
submitted
2. Analytical tool (FEA) results (Casting, Machining and Assembly)
3. For Injection Mold parts: Mold flow simulation (with and without cooling channels) results (Refer to Appendix A of W-IMMS) & plan to obtain dimensional data from first off parts & submit to Ford team for
review.
11 New Manufacturing Technologies or Methods to the supplier - Supplier shall provide evidence of completed manufacturing <CR/AR> results demonstrating that the New technology or method can be
manufactured with known commercially available equipment producing at the expected quality levels and at rate.
12 Equipment validation plans - Supplier shall provide Equipment Validation Plan (EVP) that demonstrates proactive quality validation at the equipment OEM prior to shipment to the supplier. Included in the
plan must be the designed cycle time and number of parts to run in order to satisfy the capability criteria. Supplier shall commit to support the equipment OEM run off with sufficient parts to certify quality of
the plan. These parts shall be in addition to customer releases/ Phase 0 Run@Rate parts
13 Capacity Planning- The supplier shall demonstrate,
1) Via a discreet event simulation, that the manufacturing line will run at rate to support APW every week
Note on bottleneck station on the line: Ideally, one bottleneck station located after midpoint of the line with all other stations progressively faster as they move away from the bottleneck
2) Machining/Assembly time studies/results to justify cycle times and asset allocation listed in planning CAR
14 Launch Ramp Plan - Supplier shall provide a Launch ramp-up plan (Production Acceleration) that:
1). Rate of climb supports program volumes with finished inventory (1 week for minor modified & 2 weeks for all other parts) in standard operating pattern by Job1
2). A sufficient quantity of burst runs to account for a new line, new process, new method, complex commodity or quantity of changes made to an existing line
- In case of facility/equipment re-use (modifying current line to produce new parts) with supply overlap of current and new parts, bank build plan should cover both current production and new parts.
- In the case of model mix restrictions, bank build plan should account for Ford’s ramp-up that may alter model mix plan from normal production assumptions.
Upon completion, this deliverable requires completion evidence.
Deliverable
9. Comprehensive production part approval timing plan completed (including sub-suppliers).
Expectations
1. Supplier has completed a comprehensive Production Part Approval Process (PPAP) timing plan to support all Ford Builds:
• TT, PP, MP1, MP2 and OKTB for Vehicle Programs or
• Unit TT, Unit PP, Unit Job 1, Unit OKTB for Powertrain Programs
Leading to
• Phase 1 PSW approval by TT IPD or Unit TT MRD,
• Phase 2 PSW approval by PP IPD or Unit PP MRD and
• Phase 3 PSW approval by MP2 or Unit Job 1.
Link to the Global Phased PPAP Requirements Handbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP_Requirements_Handbook.pdf
Note:
Supplier should initiate a comprehensive Production Part Approval Process (PPAP) timing plan concurrent with initial Schedule A submission.
2. Supplier ensures that their timing plan includes activities identified in the timing plan template (see link below) with additional focus on:
• Sub-supplier PPAP plans
• Gauge Design Review plans (for Vehicle Programs the activity should be completed 2 months prior to the DCV milestone and for Powertrain Programs the activity should be completed by Unit TD).
Link to the Timing Plan Template (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/PPAP_Timing_Template.xls
Link to the Body Interior / Exterior Gauge Development and Implementation Guideline (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Gauge_Single_Point_Lesson.pdf
3. Supplier overall timing plan must include the hard tool timing plan as developed in Deliverable #3 and must clearly identify the date(s) when they will issue commercial agreement(s) to their tool
manufacturer(s) in support of the PCF / TCB / TT or Unit TT builds, as applicable.
4. For Priority Supplier Sites, the supplier reviews the Production Part Approval Process (PPAP) timing plan with the Ford PD and Site STA Engineer on a mutually agreed regular cadence.
5. Supplier confirms that the production part approval (PPAP) timing plan is achievable and realistic. The timing plan should be based on historical data to execute activities and should allow adequate time for
contingency plans.
6. For suppliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory requirement, the
supplier's timing plan should:
a. Support on-time delivery of production representative parts and fixtures to the Authorized Testing Lab as defined by the Government / Witness Authority.
b. Ensure that the testing duration and approval with the Authorized Testing Lab supports PPAP (Phase 1, 2 and 3) timing.
7. Greenfield and Brownfield suppliers must complete/update the Greenfield/Brownfield Site Assessment Template.
Link to the Greenfield/Brownfield Site Assessment Template: https://web.qpr.ford.com/sta/GF_BF_Site_Assessment_Template.xlsx
8. For Tier 1 Bailment Suppliers with bailment parts,a plan is in place to obtain run at rate parts procurement prior TT. If there is no plan, confirm that the program has devleoped alternative plan for burstbuilds
to validate all stations.
9. For Full Service Supppliers, confirm all drawing requirements and controls been established to plan for industrialization (process) readiness.
Upon completion, this deliverable requires completion evidence.
Deliverable
10. Production Drawings available.
Expectations
1. For design responsible suppliers, the supplier should submit their drawings at least 1 month prior to the FDJ/TDJ/Unit FDJ milestones to meet the Ford production release timing (also known as P-release).
The supplier ensures the released drawing(s) meets the Ford Drawing/CAD standards (FECDS) and the Geometric Dimensional Tolerancing (GDT) requirements. GDT handbook is available through the
American Society of Mechanical Engineers (ASME) or other commercial vendors.
Link to Ford Drawing Standards (FECDS) https://pd1.extspt.ford.com/sites/C3PNGMethods/FECDS/C3PNGMethods.html
2. Design responsible suppliers ensure that the design requirements, such as welding, heat treat, casting, cleanliness requirements, Critical Characteristics (CCs), control points and datum surfaces, tolerances,
part specifications and other special material characteristics are included in the design record.
3.
For All Design Responsible Suppliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's
regulatory requirement, the supplier must revise their drawing(s) via a supplier initiated Concern Resolution (CR) to include the markings approved by the appropriate Government / Witness Authority.
4. Design responsible suppliers ensure that the released drawing meets the Ford Branding directive (E-108) and the Material Identification and Material Code Parts Marking (E-4) requirements. Contact Ford PD
Engineer to get further clarifications on standards.
Link to the Ford Branding Directive (E-108) (Requires Ford Supplier Portal access): https://web.purinfo.ford.com/
Link to the Material Identification and Material Code Parts Marking (E-4) under the FECDS: https://pd1.extspt.ford.com/sites/C3PNGMethods/fecds/c3pngmethods.html
March 2019 Copyright © 2019 Ford Motor Company
5. For non-design responsible (build-to-print) suppliers, the supplier should have available a production ready drawing from Ford Product Development (PD) Engineer at the latest by 1 month after the
FDJ/TDJ/Unit FDJ milestones. Supplier ensures that the design requirements, such as welding, heat treat, casting, cleanliness requirements, Critical Characteristics (CCs), control points and datum surfaces,
tolerances, part specifications and other special material characteristics are included in the design record. Contact the Ford Product Development (PD) Engineer to confirm availability timing for the drawing.
6. For All Non-design Responsible Suppliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their
country's regulatory requirements, the supplier is required to contact Ford Product Development (PD) Engineer to update drawing(s) with markings authorized by the appropriate Government / Witness
Authority.
7. Body Interior / Exterior Suppliers responsible for gauge development must obtain Ford PD approval on the final gauge design or drawing. Suppliers not responsible for gauge development should be engaged
in the gauge design/development process. See Body Interior / Exterior Gauge Development and Implementation Guideline Step 3.
Supplier should ensure that the measuring points (MP's) are aligned with the Coordinated Cut Planes (CCPs) at a minimum as identified in the Special Characteristics Communication and Agreement Form
(SCCAF).
Link to the Body Interior / Exterior Gauge Development and Implementation Guideline (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Gauge_Single_Point_Lesson.pdf
Link to the procedure to access Coordinated Cut Plane (CCP) drawings and flowchart are given in pages 60 through 61 in the document located at
https://web.meets.ford.com/c3p_ld/LD_File_Process_Supplier_User_Manual.pdf
Deliverable
11. Prototype Build Control Plan completed.
Expectations
1. Supplier develops the Prototype Build Control Plan per the Automotive Industry Action Group (AIAG) "Advanced Product Quality Planning (APQP) and Control Plan" manual and involves their sub-suppliers in
the development of the Prototype Build Control Plan. Supplier reviews all Prototype Build Control plans with Ford PD Engineer.
Notes:
For Vehicle Programs, the supplier completes the prototype build control plan to support the Sheet Metal Functional Build (SFB0), the Part Coordination Fixture (PCF1) build, the Trim Coordination Build
(TCB1) and the Design Confirmation Vehicle (DCV) build.
For Powertrain Programs, the supplier completes the prototype build control plan to support the Development Confirmation Vehicle (DCV) build.
For inverted delta parts, the supplier shall get a formal sign-off on the Prototype Build Control plan from the Ford PD Engineer.
2. For Powertrain Programs, the supplier confirms that the Ford-identified Pass Through Characteristics (PTC) and Supplier-identified pass through characteristics are included in the Prototype Build Control
Plan with approved process control methodology and have linkages to the PFMEA and Pre-Launch Control Plans, as applicable.
3. Supplier defines the measurement plan (quantity, frequency and traceability requirements) in the Prototype Build Control Plan to support the prototype builds.
4. Supplier records all measurements for the requirements specified in the Prototype Build Control plan, including the sub-supplier(s) Significant Characteristics in the APQP/PPAP Evidence Workbook.
Link to the APQP/PPAP Evidence Workbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/APQP_PPAP_Evidence_Workbook.xlsm
5. All Priority suppliers must complete Visit -2 section of the APQP People Readiness Assessment.
Please Note: The APQP People Readiness Assessment is available as a tool for all suppliers to confirm people readiness for launch.
Link to the APQP People Readiness Assessment: https://web.qpr.ford.com/sta/APQP_People_Readiness.xlsx
Deliverable
12. Hard Tools completed as defined by the PDP (Perfect Drawing Plan).
Expectations
1. Supplier confirms that the production / hard tool(s) are available to produce parts to support the Design Confirmation Vehicle (DCV), Ford Part Coordination Fixture build (PCF1) and Trim Coordination Builds
(TCB1 and TCB-EC), as required.
Notes:
If supplier is not required to provide parts for the PCF1 or TCB1 / TCB-EC, then the supplier must have their production / hard tool(s) available in support of the completion of Deliverable 17.
2. Supplier confirms that all the production/hard tool(s) are available to support at least one production work stream.
3. In assessing Deliverable 12, supplier confirms that they are on track to deliver the hard tool and overall timing plans as developed for Deliverable numbers 3 and 9.
4. Supplier confirms that they have a Capable Measurement System in place to support the applicable prototype builds such as Trim Coordination Build (TCB1) and Part Coordination Fixture build (PCF1).
Note:
An example of a Capable Measurement System is a Coordinate Measuring Machine (CMM) with a production-intent holding fixture that has been evaluated with appropriate Measurement System Analysis.
5. Supplier meets the minimum build requirements for parts supplied to the Part Coordination Fixture build (PCF1) and the Trim Coordination Builds (TCB1 and TCB-EC) (taken from the PCF/TCB training):
a. TCB1 and TCB-EC - Hard tooled, Dimensionally known and Pre-Grained
b. PCF1 build - 100% Hard-Tooled Parts, no Percentage Of Inspection Points Satisfying Tolerance (PIST) requirements, Prototype sub-assembly and no hand-
worked parts
c. Parts must meet the Part Layout/Data requirements per the PCF and TCB Training. Supplier to contact Ford Production Development (PD) Engineer for
further clarifications.
Link to the Part Coordination Fixture (PCF) training (Requires Ford Supplier Portal access): https://www.lean.ford.com/cqdc/doc/PCF_Lecture/PCF_Lecture.html
Link to the Trim Coordination Build (TCB) training (Requires Ford Supplier Portal access): https://www.lean.ford.com/cqdc/doc/tcb_web/tcb_web.html
6. Supplier should have their Gauges completed and verified in accordance with the Body Interior / Exterior Gauge Development and Implementation Guideline for Body Interior and Exterior Parts only. See
Body Interior / Exterior Gauge Development and Implementation Guideline Step 4.
Link to the Body Interior / Exterior Gauge Development and Implementation Guideline (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Gauge_Single_Point_Lesson.pdf
7. For suppliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory requirement, the
supplier's hard tools must be completed in time to support on time shipment of required production representative parts and fixtures to the Authorized Testing Lab, as defined by the Government / Witness
Authority.
Deliverable
13. Parts are 100% measured, dimensionally known per Prototype Build Control Plan.
Expectations
1. Supplier records the dimensional data per the Prototype Build Control plan, reviews the measured characteristics with Ford PD Engineer and obtains approval/sign-off on the results from the Ford PD
Engineer to confirm acceptance of parts.
Note:
Supplier uses the APQP/PPAP Evidence Workbook to record and obtain approval on the dimensional data. The APQP/PPAP Evidence Workbook is available from the supplier upon request.
Link to the APQP/PPAP Evidence Workbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/APQP_PPAP_Evidence_Workbook.xls
2. Supplier meets the minimum build requirements for parts supplied to the Sheet Metal Functional Build (SFB0) (taken from the PCF training):
a. SFB0 build - Hard form / Special Means (or DCV level materials at teams discretion) with known measured panel and no dimensional requirements.
b. Parts must meet the Part Layout/Data requirements per the PCF Training. Supplier to contact Ford Production Development (PD) Engineer for further clarifications.
Link to the Part Coordination Fixture (PCF) training (Requires Ford Supplier Portal access): https://www.lean.ford.com/cqdc/doc/PCF_Lecture/PCF_Lecture.html
3. Supplier confirms that they have a Capable Measurement System in place to support the applicable prototype builds such as the Design Confirmation Vehicle (DCV) build, and the Sheet Metal Functional
Build (SFB0).
Note:
An example of a Capable Measurement System is a Coordinate Measuring Machine (CMM) with a production-intent holding fixture that has been evaluated with appropriate Measurement System Analysis.
Deliverable
14. Final confirmation of Design and Manufacturing Feasibility completed
Expectations
1. Supplier documents feasibility agreement on the Design and Manufacturing Feasibility Commitment form with the customer (Ford Product Development (PD) Engineer, Site STA Engineer and Commodity
Buyer) to confirm they can manufacture the part as designed at contracted volumes.
Link to the Design and Manufacturing Feasibility Commitment form (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Feasibility_Form.xlsx
For Priority Suppliers, the form must be reviewed by the Site STA Engineer.
2. Supplier involves their sub-suppliers to support the final design and manufacturing feasibility review.
3. All Priority suppliers must complete Visit - 3 section of the APQP People Readiness Assessment.
Please Note: The APQP People Readiness Assessment is available as a tool for all suppliers to confirm people readiness for launch.
Link to the APQP People Readiness Assessment: https://web.qpr.ford.com/sta/APQP_People_Readiness.xlsx
4 Supplier should review relevant Ford STA Global Manufacturing Process Standards and Assessments to ensure that they can meet the intent of the requirements.
March 2019 Copyright © 2019 Ford Motor Company
Casting: W-CMS, Control of Casting Manufacturing Processes
Contamination: Ford Contamination Manufacturing Requirements (FCMR)
Electrical/Electronics: CQI-17, Ford Electronics Manufacturing Requirements (FEMR), Ford EDS Wiring Manufacturing Requirements (FEWMR)
Heat Treat: CQI-9, W-HTX, Control of Heat Treating Processes and Auxiliary Equipment, CQI-9 Ford Specific Assessment
Machining: Ford Specific Machining Assessment
Plastic Molding: CQI-23, W-IMMS Control of Plastic Injection Molding Processes. CQI-23 Ford Specific Assessment
Plating and Coating: CQI-11, CQI-12
Welding/Brazing: CQI-15, W-WBMS World Welding Brazing Standard
Link to Ford STA Global Manufacturing Process Standards and Assessments: https://web.qpr.ford.com/sta/Ford_GTS.html
5
Design Review - Supplier shall provide evidence of completed action plans for Engineering Specification (ES) and Part Print tolerance feasibility concerns identified during previous feasibility assessments.
6 New Design Technologies - Supplier shall provide evidence of completed risk mitigation plan for risks identified during the previous <Concept Ready / Application Ready> <CR/AR> risk assessments.
7 Manufacturing Process Validation - Supplier shall provide evidence of completed risk mitigation plans for risks identified from process planning tools for all new and/or modified processes steps, methods, &
equipment identified during previous feasibility assessments.
For Injection Mold parts: Provide dimensional data from first off parts as per the agreed plan during preliminary feasibility assessment
8 New Manufacturing Technologies or Methods to the supplier - Supplier shall provide evidence of completed manufacturing <CR/AR> results demonstrating that the New technology or method can be
manufactured with the selected equipment.
9 Equipment validation plans - Supplier shall provide data collected at the equipment OEM as per the Equipment Validation Plan (EVP) developed during previous feasibility assessments.
10 Capacity Planning- Supplier shall provide evidence of completed action plans for any open issues identified during discrete simulation studies.
11 Launch Ramp Plan - Supplier shall provide an updated Launch ramp-up plan (Production Acceleration) that:
1) Rate of climb supports program volumes with finished inventory (1 week for minor modified & 2 weeks for all other parts) in standard operating pattern by Job1
2) A sufficient quantity of burst runs to account for a new line, new process, new method, complex commodity or quantity of changes made to an existing line
- In case of facility/equipment re-use (modifying current line to produce new parts) with supply overlap of current and new parts, bank build plan should cover both current production and new parts.
- In the case of model mix restrictions, bank build plan should account for Ford’s ramp-up that may alter model mix plan from normal production assumptions.
Upon completion, this deliverable requires completion evidence.
Deliverable
15. Pre/Safe-Launch Control Plan completed with CC/SC linkage verification.
Expectations
1. Supplier develops the Pre-Launch Control Plan per the Automotive Industry Action Group (AIAG) "Advanced Product Quality Planning (APQP) and Control Plan" manual and involves their sub-suppliers in the
development of the Pre-Launch Control Plan.
Note:
Supplier should ensure that the control plan defines the process step(s) and the control method(s) for each product and process characteristic.
2. Supplier shall ensure that the Pre/Safe-launch Control Plan (including their sub-suppliers Pre/Safe-launch Control Plans) is agreed with the Site STA engineer and includes identification of critical and
significant design/process characteristics to determine the appropriate control methods. Not limited to existing SCCAF and control plan items (i.e. Manufacturing lessons learned, prior launch experiences,
commodity/technology risks, sub-tier, PTC). The Safe Lunch Control Plan includes product checks with increased frequency/sample size (including 100% checks) plus increased inspection features, audits,
tests, tier 2 pass through checks. For more details, visit https://web.qpr.ford.com/sta/Safe_Launch_Work_Instruction_Supplier.pdf.
3. Note:
(i) For Priority Selected suppliers, Supplier must agree on an appropriate Exit Criteria with the Ford STA Site and Product Development (PD) Engineer to be demonstrated before switching from Safe Launch
Control Plan to Serial Production Control Plan.
(ii) For non-Priority selected suppliers, Supplier can switch from Safe Launch Control Plan to Production Control Plan at OKTB GPDS milestone.
4. Supplier ensures that all the Product Characteristics identified in the design record and engineering specifications (including Special Characteristics and Process Parameters as identified in the APQP/PPAP
Evidence Workbook) are addressed in the supplier's quality management system.
Link to the APQP/PPAP Evidence Workbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/APQP_PPAP_Evidence_Workbook.xlsm
5. For inverted delta parts, supplier obtains required sign-offs by the Ford Product Development (PD) Engineer and STA Site Engineer on the Pre/Safe-launch control plan.
6. For parts supporting Powertrain programs, supplier ensures that approved process control methodology is in place for Pass Through Characteristics (including sub-suppliers), as applicable.
7. Assess TT compliance of supplier site to Supplier Manufacturing health Chart and ensure the Pre/Safe-Launch Control Plan has been updated accordingly
Deliverable
16. Design Verification (DV) testing completed.
Expectations
1. For suppliers responsible for component level Design Verification (DV) testing, the supplier shall have a documented Design Verification Plan and Report (DVP and R) that includes supplier/sub-supplier and
Ford responsible test(s) as applicable.
Supplier provides evidence of successful completion on all component level DV testing on the DVP and R.
All tests and results must be approved by the Ford Product Development (PD) engineer.
2. For suppliers not responsible for component level Design Verification (DV) testing, the supplier obtains a written notification from Ford PD engineer indicating successful completion of the Ford testing as
specified in the component Design Verification Plan and Report (DVP and R).
3. For non-Lighting suppliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory
requirement, the supplier must:
a. Complete the Necessary Witness Test with the appropriate Witness Authority
b. Receive Test Report from Government / Witness Authority
c. Receive part marking approval (i.e.: e-mark, ccc mark) and instructions from Government / Witness Authority ( as applicable)
d. Receive Plant Audit Report from Government / Witness Authority (as applicable).
4. For appearance parts, suppliers Design Verification (DV) testing should include the Material Color Durability Compliance Certification (MCDCC) as described in Decorative Component Approval Process
(DCAP).
Link to the Decorative Component Approval Process (DCAP) under PPAP Instructions (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP.html
Deliverable Facilities / Hard tools / Production Process / Equipment and Gauges are at the final manufacturing site production
17. location - Home Line (including sub-suppliers).
Expectations
1. Supplier has production / hard tools, production process equipment, production gauges for the first production stream installed in their facility at the final manufacturing location, including sub-suppliers (Home
Line).
Note:
If supplier is missing any element(s) of the Home Line, then supplier must enter the missing element(s) in the "Build Support Plans" located in the PPAP and Part Pedigree tab. Supplier must also enter the
containment plan in the "Deliverable Action Plan".
2. Supplier ensures that all checking aids and tooling are compliant with the latest part engineering specification and design level.
Note:
3. Supplier should have their Gauges completed and verified in accordance with the Gauge Single Point Lesson for Body Interior and Exterior Parts only. See Body Interior / Exterior Gauge Development and
Implementation Guideline Step #5.
Link to the Body Interior / Exterior Gauge Development and Implementation Guideline (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Gauge_Single_Point_Lesson.pdf
4. In assessing Deliverable 17, supplier confirms that they are on track to deliver the hard tool and overall timing plans as developed for Deliverable numbers 3 and 9.
5. Greenfield and Brownfield suppliers must complete the Greenfield/Brownfield Site Assessment Template.
Link to the Greenfield/Brownfield Site Assessment Template: https://web.qpr.ford.com/sta/GF_BF_Site_Assessment_Template.xlsx
Deliverable
18. Gauge Repeatability and Reproducibility results meet Ford Customer Specifics.
Expectations
1. Supplier completes the Measurement System Analysis (including Gauge Repeatability and Reproducibility - Gauge R and R) using the Automotive Industry Action Group (AIAG) Measurement System
Analysis (MSA) and Fords Customer Specifics to PPAP for Gauge R and R .
Link to the Fords Customer Specifics to PPAP (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Ford_Specifics_for_PPAP.pdf
2. Based on the above expectation, the supplier ensures the measurement system is effective and capable. Excerpt from Fords Customer Specifics to PPAP:
a. At least one half of the averages are outside the control limits on the average chart
b. On the range charts, all values are within the control limits
c. A minimum of 5 distinct levels of process variation or study variation (Number of Distinct Categories (ndc)> = 5)
d. Gauge R and Rs greater than 10% of process variation may not be acceptable and risks are to be evaluated. Gauge error of more than 30% of process
variation is unacceptable.
March 2019 Copyright © 2019 Ford Motor Company
In certain circumstances the use of percent of tolerance may be appropriate. The use of percent of tolerance should be approved by STA or PD or both, as applicable.
3. Supplier should have their Gauges completed and verified in accordance with the Body Interior / Exterior Gauge Development and Implementation Guideline for Body Interior and Exterior Parts only. See
Body Interior / Exterior Gauge Development and Implementation Guideline Step #5.
Link to the Body Interior / Exterior Gauge Development and Implementation Guideline (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Gauge_Single_Point_Lesson.pdf
Deliverable
19. Parts produced from Run-at-Rate at Cycle Time on One Production Stream (including sub-suppliers).
Expectations
1. Supplier produces parts from the Run-at-Rate at Cycle Time on one Production Stream (also known as PPAP Phase 0) and meets the requirements for all affected activities including sub-suppliers as
described in the Global Phased Part Production Approval Process (PPAP) Requirements Handbook.
Link to the Global Phased PPAP Requirements Handbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP_Requirements_Handbook.pdf
Note:
Timing for completion of Phase 0 must support Phase 1 PPAP by the TT IPD or Unit TT MRD timing.
2. Supplier ensures the planned Run-at-Rate (Phase 0) date in Schedule A is inputted to the Vehicle Parts Progress or Manufacturing Parts Progress (VPP/MPP) systems. Supplier ensures compliance to VPP
and MPP User Guides.
Note:
VPP and MPP systems are generally available for data entry after the DCV or Unit TD milestone.
Link to VPP / MPP Training and other relevant documents that are located under the section "Global Phased PPAP VPP and MPP Guidance " (Requires Ford Supplier Portal access):
https://web.qpr.ford.com/sta/Phased_PPAP.html
3. Supplier ensures that all operator/process instructions and visual aids are at the latest design level and accessible/visible at the work station.
4. Supplier completes the "Phase 0 PPAP (Run-at-Rate)" tab of the Capacity Analysis Report and demonstrates compliance with the commercially communicated capacity requirements.
Link to the Capacity Analysis Report (CAR) form (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP.html
Note:
Per the Capacity Planning Web Guide for any operating pattern exceeding 5 days/week Average Production Weekly (APW) or 6 days/week Maximum Production Weekly (MPW), the supplier obtains written
approval from Ford Purchasing.
5. Where the LR or uTT capacity study is available, the supplier uses the APW and MPW associated with the LR or uTT capacity study as input into the Capacity Analysis Report.
The supplier uses the Capacity Analysis Report to determine the APPC and MPPC responses to the LR or uTT capacity study and enters those values into GCP or MCPV PPC (Purchased Part Capacity)
Maintenance screen. The supplier should consult with the STA Site Engineer regarding the basis of the APPC and MPPC calculations.
6. A production support plan rate of climb chart is required with each Capacity Analysis Report submission (Capacity Planning, Phase 0, and Phase 3).
Also, if the supplier cannot complete Run at Rate (Phase 0) by TT or uTT, the supplier must update and resubmit the Capacity Analysis Report Capacity Planning Worksheet, or, where feasible, the Phase 0
Worksheet with a completed rate of climb chart to their Site STA Engineer per agreed frequency until Run at Rate is achieved.
The rate of climb chart must indicate the supplier’s plan to meet Ford’s Ramp up requirements. It must clearly state the manufacturing operating pattern during ramp-up (days per week, shifts per day, and
hours per shift).
Link to the Capacity Analysis Resources and Rate of Climb Chart (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP.html
Deliverable
20. Parts achieve 100% of print specifications (Minimum 5 piece layout).
Expectations
1. Supplier confirms all part dimensions specified in the Design Record have been measured using a capable variable measurement system. Supplier documents the results and ensures compliance with the
part specifications. Supplier measures a minimum of a 5 piece layout per production stream.
Note:
For production streams involving multiple cavities, tools etc., the supplier ensures parts are measured from every cavity, tool etc.
2. Supplier confirms that the part(s) comply with the Ford Parts Branding Directive (E-108) and contain the required Ford identifications of part number, supplier code, and Ford Logo.
Link to the Ford Branding Directive (E-108) (Requires Ford Supplier Portal access): https://web.purinfo.ford.com/
3. For parts supplied to the Part Coordination Fixture (PCF) build(s) and Trim Coordination Build(s) (TCB), supplier meets the following minimum requirements:
a. PCF2 build - 100% Hard tooled parts, production sub-assemblies, with 88% Percentage of Inspection points Satisfying Tolerance (PIST) requirements, no
hand-worked parts
b. TCB2 build - Hard tooled, dimensionally known and grained
c. PCF3 build - 100% Hard tooled parts, production sub-assemblies, with 90-95% Percentage of Inspection points Satisfying Tolerance (PIST) requirements,
no hand-worked parts
d. TCB3 - Hard tooled, dimensionally known and grained
e. Parts must meet the Part Layout/Data requirements per PCF and TCB Training.
f. Data must be submitted to Ford along with the parts.
Link to the Part Coordination Fixture (PCF) training (Requires Ford Supplier Portal access): https://www.lean.ford.com/cqdc/doc/PCF_Lecture/PCF_Lecture.html
4. Link to the Trim Coordination Build (TCB) training (Requires Ford Supplier Portal access): https://www.lean.ford.com/cqdc/doc/tcb_web/tcb_web.html
5. For suppliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory requirement, the
supplier must have marked the necessary parts with appropriate Government / Witness Authority directed symbols / codes (i.e.: e-mark, ccc mark) prior to PSW submission to Ford
Note:
Parts banking may be necessary prior to adding marking to the tool(s).
6. For suppliers that have Web Based Data Management (WBDM) input requirements as outline in their Engineering or Manufacturing Statement of Work (ESOW or MSOW), the supplier must enter all data as
specified in their ESOW or MSOW into the WBDM system from TT onwards for the specific duration and frequency
Deliverable
21. Initial Process Capability Study completed and Dimensional Variation Analysis (DVA) validated.
Expectations
1. Supplier completes the initial process capability studies for all Special Characteristics (CC, SC, HIs) per the guidelines outlined in the Automotive Industry Action Group (AIAG) Statistical Control Handbook
and the Fords Customer Specifics to PPAP. Supplier records the data in the APQP/PPAP Evidence Workbook and makes it available to Ford upon request.
Note:
The only process control acceptable for CCs is one that prevents shipment of non-conforming product, regardless of the tier level of the point of CC manufacture, and is recorded in the APQP/PPAP Evidence
Workbook. SPC is only acceptable if accompanied by continuous process parameter control ensuring CC compliance for every part.
Supplier confirms the effectiveness of the CC controls in the APQP/PPAP Evidence Workbook regardless of the tier level of the point of CC manufacture.
2. Link to the Fords Customer Specifics to PPAP (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Ford_Specifics_for_PPAP.pdf
Link to the APQP/PPAP Evidence Workbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/APQP_PPAP_Evidence_Workbook.xls
3. If the suppliers initial process capability (Ppk) on any studied characteristic(s) is less than 1.67, then the supplier updates the Pre-Launch Control Plan to include 100% dimensional verification or error
proofing for those characteristic(s).
Supplier must have a plan to meet the process capability requirement of greater than or equal to 1.67 and/or work with Ford Product Development (PD) engineer to update the design.
5. For Vehicle program suppliers with design responsibility for the part, the supplier provides data to the Ford PD Engineer for updating the Dimensional Variation Analysis (DVA), as applicable.
For Powertrain program suppliers with design responsibility for the part, the supplier provides data to the Ford PD Engineer for updating the Variation Simulation Analysis (VSA), as applicable.
Supplier should contact the Ford PD Engineer for any clarifications.
6. For inverted delta parts, the supplier incorporates control methods to prevent shipping of non-conforming material to the customer in accordance with the Fords Customer Specifics to PPAP. See above for
link to the Fords Customer Specifics to PPAP.
Deliverable
22. Production Validation (PV) Testing completed.
Expectations
1. Supplier has a Production Validation (PV) testing plan that supports testing timing, engineering specifications and Phase 1 PSW at the TT IPD or Unit TT MRD milestones. Supplier obtains agreement on plan
from Ford PD Engineer.
Note:
If the supplier part(s) does not require Production Validation (PV) testing, then the supplier must obtain approval from the Ford PD Engineer via e-mail to forego PV testing.
2. Supplier conducts Production Validation (PV) testing with Run-at-Rate (Phase 0) parts according to the Phased PPAP Handbook and documented as part of the Production Validation Plan and Report (PVP
and R).
3. Supplier gets agreement and sign-off on the Production Validation Plan and Report (PVP and R) results from the Ford PD Engineer.
4. For Lighting Suppliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory
requirement, the supplier must:
a. Complete Necessary Witness Test with the appropriate Government / Witness Authority
b. Receive Test Report from Witness Authority
c. Receive part marking approval (i.e.: E-mark, CCC mark) and instructions from Government / Witness Authority (as applicable)
d. Receive Plant / Facility Audit Report from appropriate Government / Witness Authority (as applicable).
March 2019 Copyright © 2019 Ford Motor Company
e. Submit relevant Government / Witness Authority Certification Documentation with PSW Submittal to Appropriate Ford Design & Release Engineer. This is
in addition to the PPAP submission to Site STA per program requirements.
5. For non-Lighting Suppliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory
requirement, the supplier must submit relevant Government / Witness Authority Certification Documentation with PSW Submittal to the appropriate Ford Design & Release Engineer. This is in addition to the
PPAP submission to Site STA per program requirements.
Deliverable
23. Appearance Approval Report (AAR) Completed.
Expectations
1. Supplier completes all the requirements of the Appearance Approval Report (AAR) and get approval sign-off from the Ford Design Quality group.
Note:
This deliverable applies to suppliers with parts requiring Appearance Approval. All other suppliers will select "No" to the question "Is the deliverable applicable to this Schedule A?".
2. Supplier ensures that the Appearance Approval Plan has been developed in accordance to the Ford Color Harmony Requirements, including the Decorative Component Approval Process (DCAP) and the
Paint Color Control Guideline.
Link to the Ford Color Harmony Requirements under the section PPAP Instructions (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP.html
3. Supplier ensures that the Prototype, Pre-Launch and Production Control Plans have been developed in accordance to the Paint Color Control Guideline (Step #1 and Step #2) of the Ford Color Harmony
Requirements. See link above.
4. Supplier confirms receipt of the Color, Grain, and Gloss direction from the Color and Trim Program Direction Letter (PDL).
5. Supplier has reviewed the Color Trim Production Direction Letter (PDL) for completeness with the Color Harmony team. This review should also include reconciling the PDL with the Bill of Materials with Ford
PD Engineer and Bill of Material (BOM) Analyst (or equivalent).
6. Supplier has supported the Color Harmony Team with material specifications, process information and pictorials as requested and has completed all color changes required from the Color Harmony event.
7. Supplier has developed, and communicated to the Color Harmony Team an Appearance Approval Plan for Vehicle Operation (VO) Fit and Function, Material Colorant Approval, Pre-Grain, and Final
Appearance Approval.
8. Supplier should use the Ford Laboratory Test Methods FLTM BI 109-01 Color Matching with Artificial Light. Supplier can obtain this information from the Ford PD Engineer.
9. Supplier provides the Material Color Durability Compliance Certification (MCDCC) in conjunction with the part Appearance Approval Report (AAR) sign-off.
Note:
The colorant supplier should complete the Material Color Durability Compliance Certification (MCDCC) and get it signed off by the Ford Color and Materials Mastering Material Engineering group prior to
inclusion in the Appearance Approval Report (AAR).
10. Supplier uses the AAR sign-off parts and the Corporate Master Plaque as the boundary samples.
Note:
Supplier should contact the Ford PD engineer for any clarifications.
Deliverable
24. Capacity Requirements for Average Production Weekly / Maximum Production Weekly (APW / MPW) received.
Expectations
1. Supplier confirms that they have received capacity requirements for Average Production Weekly (APW) and Maximum Production Weekly (MPW) from the Ford Commodity buyer to plan their production
capacity.
Note:
Supplier should contact the Ford Commodity buyer and the Ford Program buyer for clarifications.
Deliverable
25. Suppliers Capacity Planning is complete.
Expectations
1. Supplier has completed the Capacity Planning section of the Capacity Analysis Report (CAR) and confirms their Overall Equipment Effectiveness (OEE) plan using surrogate data supports the APW and
MPW as communicated in Deliverable #24.
The surrogate data should be adjusted to align with the product variants, design, and manufacturing complexity as well as the industrialization ramp up lead time of the manufacturing process being analyzed.
Link to the Capacity Analysis Report (CAR) form (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP.html
Note:
Per the Capacity Planning Web Guide for any operating pattern exceeding 5 days/week Average Production Weekly (APW) or 6 days/week Maximum Production Weekly (MPW), the supplier obtains written
approval from Ford Purchasing.
2. The supplier's capacity prove out plan should include demonstration of the product variants, design, and manufacturing complexity as well as the industrialization ramp up lead time of the manufacturing
process being analyzed within the required program timing.
3. The capacity plan should be reviewed and updated accordingly for impact of any product design or manufacturing process changes as they occur.
4. Supplier ensures that preliminary Process Flow Diagram is aligned with the capacity planning information including the Process Value Stream Mapping conducted for capacity analysis.
5. A production support plan rate of climb chart is required with the Capacity Analysis Report planning submission.
Link to the Capacity Analysis Resources and Rate of Climb Chart (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP.html
6. All Supplier Personnel completing Capacity Analysis Reports for Capacity Planning and/or for Phased PPAP must be trained, certified and registered as Capacity Planners in the Ford GCP/MCPV Supplier
Directory.
Please follow instructions to complete this requirement through the following link: https://www.lean.ford.com/cqdc/supplier_training.asp
7
Once an Actual Completion Date is entered for this deliverable, Suppliers will need to repeat their confirmation that all expectations have been reviewed and understood upon each Schedule A submission.
Suppliers will need to check the attestation box below on every Schedule A submission once this deliverable has an Actual Completion Date.
If there is an update to the Planning section of the Capacity Analysis Report (CAR) due to a change of capacity requirements, please update the Actual or Planned Completion Date to the date of the updated
CAR form and attach the latest CAR form as completion evidence.
8 Below are items which may require an update to Capacity Planning (including but not limited to):
- Has there been any design changes which impacts original capacity planning – increased planned ideal cycle times?
- Are there labor issues which may impact the operating pattern previously identified?
- Has there been any changes to shared capacity? For example: increase / decrease to Ford / mix rate / Non Ford requirements?
Upon completion, this deliverable requires completion evidence.
Deliverable
26. Packaging Approval form submitted
Expectations
1. Supplier has submitted the Material Planning and Logistics (MPandL) Approval Form to the Material Planning Logistic (MPandL) Engineer. Forms can be found in the MPandL in a box.
Link to the MPandL In A Box website (Requires Ford Supplier Portal access): https://mfg.extspt.ford.com/sites/mplinabox/Pages/MPLdefault.aspx
Note:
Supplier Forms may vary depending on the destination as below:
North America /South America - Form 150E
Europe - Eu1121E
Asia Pacific Africa - APA1121
Japan (Mazda) - Form 150E
Form 1271to be used once the Global Form is launched.
2. Supplier understands all the Packaging requirements under the Global Terms and Conditions Web Guide.
Note:
Contact Ford MP and L Analyst for any clarifications.
Link to Global Terms and Conditions Web Guide (Requires Ford Supplier Portal access): https://web.fsp.ford.com/gtc/production/index.jsp?category=guides
3. Supplier ensures that they have reviewed and complied to the Global Export/Import Packaging Guidelines.
Link to the Global Export/Import Packaging Guidelines (Requires Ford Supplier Portal access): https://web.fsp.ford.com/gtc/docs/globalexppkg.pdf
4. If production packaging is not available or approved at the TT IPD or Unit TT Material Required Date (MRD), then the supplier should obtain Ford MPandL approval to supply parts in appropriate dunnage to
support the TT IPD or Unit TT Material Required Date (MRD).
Deliverable
27. Production Run at Cycle Time to demonstrate Quality and Capability on all additional production Streams (including all sub-suppliers).
March 2019 Copyright © 2019 Ford Motor Company
Expectations
1. If the supplier requires multiple production streams to meet Fords Capacity Requirements (Deliverable #24), then the supplier shall complete a Run-at-Rate, including a Capacity Analysis Report (Phase 0),
on each additional production stream leading to a Production Verification (Phase 2 PSW declaration) as described in the Global Phased PPAP Requirements Handbook and the Ford's Customer Specifics to
PPAP including all sub-suppliers.
Link to the Global Phased PPAP Requirements Handbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP_Requirements_Handbook.pdf
Link to the Fords Customer Specifics to PPAP (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Ford_Specifics_for_PPAP.pdf
Note:
Supplier enters the Production Verification (Phase 2 PSW declaration) date in the "Planned Completion Date" of the Schedule A."
2. If the supplier does not require multiple production streams to meet Fords Capacity Requirements (See Deliverable #24), then the supplier must enter the Quality Verification (Phase 1 PSW) date into the
"Planned Completion Date" of this deliverable.
3. Supplier ensures the planned Production Verification (Phase 2) date in Schedule A is inputted to the Vehicle Parts Progress or Manufacturing Parts Progress (VPP/MPP) systems. Supplier ensures
compliance to VPP and MPP User Guides.
Note:
VPP and MPP systems are generally available for data entry after the DCV or Unit TD milestone.
Link to VPP / MPP Training and other relevant documents that are located under the section "Global Phased PPAP VPP and MPP Guidance " (Requires Ford Supplier Portal access):
https://web.qpr.ford.com/sta/Phased_PPAP.html
Deliverable
28. Production Control Plan completed with CC/SC linkage verification.
Expectations
1. Supplier develops the Production Control Plan using the Pre/Safe-Launch Control Plan as the basis. The Production Control Plan represents the control methodology appropriate for normal production using
the Automotive Industry Action Group (AIAG) "Advanced Product Quality Planning and Control Plan" manual.
Note:
For inverted delta parts, supplier should obtain approval and sign-off from Ford Product Development (PD) and STA Site Engineers.
2. The Ford cross-functional team (Product Development and STA Site Engineers) will require the supplier to continue using the Pre/Safe-Launch Control Plan post-MP1 until <OKTB> (or until Final Process
Capability has been demonstrated) before transitioning to the Production Control Plan. For Priority Selected Suppliers, the agreed Exit Criteria must be demonstrated, and evidences reviewed with the Site
STA engineer upon request before switching from Safe Launch to Production Control Plan.
Supplier ensures that all the Product Characteristics identified in the design record and engineering specifications (including Special Characteristics and Process Parameters as identified in the APQP/PPAP
Evidence Workbook) are addressed in the supplier's quality management system.
3. Green Rated Supplier Manufacturing Health Chart and updated Production Control Plan as required.
4. All Priority suppliers must complete Visit - 4 section of the APQP People Readiness Assessment.
Please Note: The APQP People Readiness Assessment is available as a tool for all suppliers to confirm people readiness for launch.
Link to the APQP People Readiness Assessment: https://web.qpr.ford.com/sta/APQP_People_Readiness.xlsx
Deliverable
29. Final Process Capability established.
Expectations
1. Supplier completes the Final Process Capability Study using mass production parts from all production streams and demonstrates capability from a production process that is stable, normal (or expected
distribution) and in control.
Supplier should implement all the Permanent Corrective Actions prior to initiating the Final Process Capability.
Supplier should record the data on the APQP/PPAP Evidence Workbook.
Note:
The only process control acceptable for CCs is one that prevents shipment of non-conforming product, regardless of the tier level of the point of CC manufacture, and is recorded in the APQP/PPAP Evidence
Workbook. SPC is only acceptable as a control method for CCs if accompanied by continuous process parameter control ensuring CC compliance for every part. Supplier confirms the effectiveness of the CC
controls in the APQP/PPAP Evidence Workbook, regardless of the tier level of the point of CC manufacture.
Link to the APQP/PPAP Evidence Workbook (Requires Ford Supplier Portal access): APQP_PPAP_Evidence_Workbook.xls
Deliverable
30. Capacity Verified - Supplier Demonstration of Weekly Production Volume (APW / MPW).
Expectations
1. Supplier demonstrates they (including their sub-suppliers) can meet the Ford Capacity Requirements (Deliverable #24) using the Capacity Analysis Report (CAR) as specified in the Global Phased Production
Part Approval Process (PPAP) Requirements Handbook.
Note:
A production support plan rate of climb chart is required with each Capacity Analysis Report submission.
Also, if the supplier cannot complete Capacity Verification (Phase 3 PSW) by MP2, the supplier must complete and submit (weekly) a rate of climb chart to their Site STA Engineer until Capacity Verification is
achieved.
The rate of climb chart must indicate the supplier’s plan to meet Ford’s Ramp up requirements.
It must clearly state the operating pattern during ramp-up in terms of days per week and shifts per day.
Link to the Capacity Analysis Report (CAR) form (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP.html
2. As part of the Safe Launch Plan, Priority nominated suppliers may be required to submit ongoing OEE data into eCAR, in line with the agreed Exit Criteria. Further direction will be provided based on specific
program requirements. The agreed frequency of additional OEE data submission is to be submitted in eCAR under the 'Capacity Maintenance' tab until Exit Criteria has been achieved.
3. Link to the Global Phased PPAP Requirements Handbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP_Requirements_Handbook.pdf
4. Supplier ensures the planned Capacity Verification (Phase 3 PSW) date in Schedule A is inputted to the Vehicle Parts Progress or Manufacturing Parts Progress (VPP/MPP) systems.
Supplier ensures compliance to VPP and MPP User Guides.
Note:
VPP and MPP systems are generally available for data entry after the DCV or Unit TD milestone.
Link to VPP / MPP Training and other relevant documents that are located under the section "Global Phased PPAP VPP and MPP Guidance " (Requires Ford Supplier Portal access):
https://web.qpr.ford.com/sta/Phased_PPAP.html
5. Supplier reports Purchased Part Capacity (PPC) based on the Capacity Analysis Report (CAR) results in the Global Capacity Planning (GCP) or Manufacturing Capacity Planning Volume (MCPV) system.
Supplier should refer to the PPAP Warrant and Capacity Reporting Update Training for details.
Link to the PPAP Warranty and Capacity Reporting Update training (Requires Ford Supplier Portal access): https://www.lean.ford.com/cqdc/core_quality.asp
March 2019 Copyright © 2019 Ford Motor Company
eAPQP Schedule A -
Deliverables Due Dates + Milestones (GPDS 3.0)
Vehicle
# Deliverable Underbody Upperbody
reported
at Del. Due Del. Due
Milestone Milestone
1 Supplier Site Identified. <TPV> <TTC> <CKPT-C>
2 Engineering Statement of Work (ESOW) received. <TPV> <TTC> <CKPT-C>
3 Timing Plans: Hard Tools and PPAP <PA> <UNV1> <UPV1>
4 Production Tool Order received. <PA> <Supplier Entered> <Supplier Entered>
Design Failure Mode Effects Analysis (DFMEA) completed or
5 <PA> <UNV1> <UPV1>
Potential Critical/Significant Characteristics (YC and YSs) received.
6 Process Failure Mode Effects Analysis (PFMEA) <PA> <UNV2> <UPV2>
Special Characteristics Communication and Agreement Form
7 <PA> <UNV2> <UPV2>
(SCCAF) sign off.
8 Preliminary Design and Manufacturing Feasibility completed. <PA> <UNV2> <UPV2>
Comprehensive production part approval timing plan completed
9 <PA> <UNV2> <UPV2>
(including sub-suppliers).
10 Production Drawings available. <FDJ> <FDJ> <FDJ>
<DCV> MRD - 8 <DCV> MRD - 8
11 Prototype Build Control Plan completed. <DCV>
weeks weeks
12 Hard Tools completed as defined by the PDP (Perfect Drawing Plan). <DCV> <DCV> MRD <DCV> MRD
Parts are 100% measured, dimensionally known per Prototype Build
13 <DCV> <DCV> MRD <DCV> MRD
Control Plan.
14 Final confirmation of Design and Manufacturing Feasibility completed <PEC> <PEC> <PEC>
15 Pre-Launch Control Plan completed with CC/SC linkage verification. <PEC> <PEC> <PEC>
16 Design Verification (DV) testing completed. <FEC> <TDC> <FEC>
Facilities / Hard tools / Production Process / Equipment and Gauges
17 are at the final manufacturing site production <TT> <TT> IPD - 4 weeks <TT> IPD - 4 weeks
location - Home Line (including sub-suppliers).
Gauge Repeatability and Reproducibility results meet Ford Customer
18 <TT> <TT> IPD <TT> IPD
Specifics.
Parts produced from Run-at-Rate at Cycle Time on One Production
19 <TT> <TT> IPD <TT> IPD
Stream (including sub-suppliers).
20 Parts achieve 100% of print specifications (Minimum 5 piece layout). <TT> <TT> IPD <TT> IPD
Initial Process Capability Study completed and Dimensional Variation
21 <TT> <TT> IPD <TT> IPD
Analysis (DVA) validated.
22 Production Validation (PV) Testing completed. <TT> <TT> IPD <TT> IPD
23 Appearance Approval Report (AAR) Completed. <TT> <TT> IPD <TT> IPD
Capacity Requirements for Average Production Weekly / Maximum
24 <PA> <UNV2> <UPV2>
Production Weekly (APW / MPW) received.
25 Suppliers Capacity Planning is complete. <PA> <UNV2> <UPV2>
26 Packaging Approval form submitted <TT> <TT> IPD - 8 weeks <TT> IPD - 8 weeks
Production Run at Cycle Time to demonstrate Quality and Capability
27 <PP> <PP> IPD <PP> IPD
on all additional production Streams (including all sub-suppliers).
28 Production Control Plan completed with CC/SC linkage verification. <MP1> <MP1> IPD <MP1> IPD
29 Final Process Capability established. <MP2> <MP2> <MP2>
Capacity Verified - Supplier Demonstration of Weekly Production
30 <MP2> <MP2> <MP2>
Volume (APW / MPW).
March 2019 Copyright © 2019 Ford Motor Company
Powertrain
Rough Finish
reported
at Del. Due Del. Due
Milestone Milestone
<Unit PTC> <Unit PTC> <Unit PTC>
<Unit PTC> <Unit PTC> <Unit PTC>
<Unit XM DJ> <Unit XM DJ> <Unit XM DJ>
<Unit XM DJ> <Supplier Entered> <Supplier Entered>
<Unit XM DJ> <Unit XM DJ> <Unit XM DJ>
<Unit TPV DJ> <Unit TPV DJ> <Unit TPV DJ>
<Unit TPV DJ> <Unit TPV DJ> <Unit TPV DJ>
<Unit TPV DJ> <Unit TPV DJ> <Unit TPV DJ>
<Unit TPV DJ> <Unit TPV DJ> <Unit TPV DJ>
<Unit FDJ> <Unit FDJ> <Unit FDJ>
<DCV> MRD - 4 <DCV> MRD - 4
<Unit TD>
weeks weeks
<Unit TT> MRD - 4 <Unit TT> MRD - 4
<Unit TT>
weeks weeks
<Unit TD> <DCV> MRD <DCV> MRD
<Unit TD> <Unit TD> <Unit TD>
<Unit TT> MRD - 4 <Unit TT> MRD - 4
<Unit TT>
weeks weeks
<Unit FDJ> <Unit FDJ> <Unit FDJ>
<Unit TT> MRD - 4 <Unit TT> MRD - 4
<Unit TT>
weeks weeks
<Unit TT> <Unit TT> MRD <Unit TT> MRD
<Unit TT> <Unit TT> MRD <Unit TT> MRD
<Unit TT> <Unit TT> MRD <Unit TT> MRD
<Unit TT> <Unit TT> MRD <Unit TT> MRD
<Unit TT> <Unit TT> MRD <Unit TT> MRD
<Unit TT> <Unit TT> MRD <Unit TT> MRD
<Unit PA> - 4 <Unit PA> - 4
<Unit PA>
weeks weeks
<Unit DC> <Unit DC> <Unit DC>
<Unit TT> MRD - 8 <Unit TT> MRD - 8
<Unit TT>
weeks weeks
<Unit PP> <Unit PP> MRD Unit PP
<Unit Job 1> <Unit Job 1> MRD Unit Job 1
<Unit Job 1> <Unit Job 1> MRD Unit Job 1
<Unit Job 1> <Unit Job 1> MRD Unit Job 1
March 2019 Copyright © 2019 Ford Motor Company
eAPQP Schedule A and Supplier Engagement Process Flow
GPDS 3.0 & Beyond SUPPLIER ENGAGEMENT FLOW
Introduce Ford and supplier team members
KICK OFF MEETING
- Provide them with an overview of the GPDS Supplier Engagement Process
- Communicate team expectations prior to On-Site Evaluation #1. A key deliverable will be Ford and supplier team agreement on the required p
and process timing.
ON SITE EVALUTAIONT #1
APQP D#2 APQP D#3 APQP D#5
APQP D#1 Engineering APQP D#4 Design Failure
Supplier Site Timing Plans: Production Tool
Statement of Work Hard Tools & PPAP Mode Effects
Identified (ESOW) (Health Chart Review*)
Order Analysis (DFMEA)
APQP D#7
Special APQP D#8 APQP D#9
Preliminary Design & Comprehensive APQP D#24 APQP D#25
Characteristics Production Part Capacity
Communication Manufacturing Feasibility Capacity Planning
(APQP People Readiness**) Approval Timing Plan Requirements
Agreement Form
ON SITE EVALUTAIONT #2
APQP D#10 APQP D#13
APQP D#11 APQP D#12 Parts are 100%
Production Prototype Build Hard Tools measured,
Drawings Control Plan Completed dimensionally
Available (APQP People Readiness**)
known
APQP D#14 APQP D#17
Final APQP D#15 APQP D#16 Facilities/Hard APQP D#19
Manufacturing Pre-Launch DV Testing Tools/Production Phase 0
EVALUTAIONT #3
Feasibility Control Plan Completed Process/Equipment Run at Rate
(APQP People Readiness**) (Health Chart Review*)
Home Line
March 2019 Copyright © 2019 Ford Motor Company
ON SITE EVALUTAIONT #3 APQP D#20 APQP D#21 APQP D#22 APQP D#23
APQP D#18 Achieve 100% Print Initial Process PV Testing Appearance
Gage R&R Specifications Capability Study Completed Approval Report
(minimum 5 piece) (AAR) Completed
APQP D#26
Packaging
Approval Form
ON SITE EVALUTAIONT #4
APQP D#27*** APQP D#28
Production Run at Production Control Plan APQP D#29 APQP D#30
Cycle Time on ALL (Health Chart Review*, Final Process Capacity Verified
Additional APQP People Readiness**) Capability
Production Streams
* Health Charts must be rated Green or have an Approved Deviation in eAPQP at <MP1> or <Unit Job1>
** APQP Readiness Assessment must be completed by the Supplier HR Manager for Greenfield and
Brownfield Suppliers. The tool is available for use regardless of if the Site is Greenfield or Brownfield.
***If there are no additional Production Streams, Phase 2 loops are not required.
Indicates Phase 2 Verification of Quality for Additional Production Streams
March 2019 Copyright © 2019 Ford Motor Company
NT FLOW
am agreement on the required program
APQP D#6
Process Failure
Mode Effects
Analysis (PFMEA)
APQP D#25 Capacity
Capacity Planning Planning
APQP D#13
Parts are 100% <DCV>
measured, Preparation
dimensionally
known
APQP D#19 PPAP
Phase 0 Phase 0
Run at Rate Activities
March 2019 Copyright © 2019 Ford Motor Company
APQP D#23 PPAP
Appearance Phase 1
Approval Report Activities
(AAR) Completed
PPAP
APQP D#30 Phase
Capacity Verified 2 &3
Activities
March 2019 Copyright © 2019 Ford Motor Company
Supplier Name:
Supplier Site
Code:
Part Name:
Part Number:
Program Code:
Program Model
Year:
Deliverable
1.
Expectations
1.
Deliverable
2.
Expectations
1.
2.
3.
4.
5.
Deliverable
3.
Expectations
1.
2.
3.
March 2019 Copyright © 2019 Ford Motor Company
Schedule A Template
entified.
irmed the manufacturing site code / address with Ford Purchasing.
gin the Advanced Product Quality Planning (APQP) process via the Schedule A upon receiving notification from Ford Purchasing.
ication are: Supplier on Board Agreement (SOBA), Sourcing Agreement Letter (SAL) or Purchase / Tool order. Contact your commodity buyer if you have any questions regar
tement of Work (ESOW) received.
receive a preliminary Engineering Statement of Work (ESOW) that provides information on commodity assumptions, commodity targets, program timing, technical requiremen
sibilities.
get an Engineering Statement of Work (ESOW). If supplier does not receive a preliminary Engineering Statement of Work, consult with the appropriate Ford Product Develop
n all engineering requirements and specifications such as Manufacturing SOW, Assembly SOW, etc.
onsible suppliers, the supplier confirms that they have received sufficient engineering information from Ford Product Development (PD) to start design and initiate the Advanc
process via the Schedule A.
Powertrain Program, the supplier confirms receipt of the Pass Through Characteristics (PTCs) through the Engineering Statement of Work (ESOW) or their Component Progra
via the Ford Form PTP07-133f1, as applicable.
Through Characteristics (PTC) training (Requires Ford Supplier Portal access): https://web.lean.ford.com/cqdc/doc/Supplier_PTC_Training_Package/Supplier_PTC_Training_
identified in Engineering Statement of Work (ESOW) to obtain Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory
r identification of & communication with the appropriate Government / Witness Authority.
tablish Necessary In-Market Presence (for example - supplier's local employee) as defined by the relevant Government Authority.
Compliance Application w/ the Government/Witness Authority and pay necessary fees.
hedule Witness Test with the appropriate Government / Witness Authority.
ange necessary Plant / Facility Audit with the appropriate Government / Witness Authority.
ol Plan in place for defined period and considers designated end of line product checks with increased frequency/sample size. (Refer Safe Launch CP)
ard Tools and PPAP
ming plan that will deliver parts from Production / Hard Tool(s) to support the Prototype Builds like Part Coordination Fixture builds (PCF1, PCF2 and PCF3) and Trim Coordin
TCB2 and TCB3), as applicable. If supplier has a requirement from FORD to supply DCV builds with hard tooled parts, then the supplier plan must support DCV builds with h
ogram suppliers, the supplier needs to have production tooling and process ready to support the builds with PSW Phase 1 parts.
am Suppliers not supporting PCF/TCB builds, the supplier needs to have production tooling and process ready to support the TT builds with PSW Phase 1 parts.
an shall clearly identify the date(s) when they will issue commercial agreement(s) to their tool manufacturer(s) in support of the PCF / TCB / TT or Unit TT builds, as applicable
an shall include activities required to monitor progress of tool development. These activities could include, but not limited to:
Quotation and bid review completed.
sued to tooling vendor.
quate time when supporting the builds with hard tools or when supporting the Part Coordination Fixture Builds (PCF) or Trim Coordination Builds (TCB). PCF and TCB builds
ompleted.
gn should include tool sign-off process for hard tool/soft tool, rough cutting/final cutting as applicable.
ment completed.
lopment should include key date for material procurement, rough cutting, and final cutting as applicable.
t tool shop completed.
erations and graining of tools completed, as required.
ompleted.
March 2019 Copyright © 2019 Ford Motor Company
late
Summary of Ratings
R 0
Y 0
G 0
C 0
N/A 0
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
March 2019 Copyright © 2019 Ford Motor Company
Summary of Ratings
0
Rating R/Y/G
Rating R/Y/G
Rating R/Y/G
March 2019 Copyright © 2019 Ford Motor Company
4.
5.
6.
7.
Deliverable
4.
Expectations
1.
2.
3.
4.
Deliverable
5.
Expectations
1.
2.
3.
4.
5.
March 2019 Copyright © 2019 Ford Motor Company
ng/shipment.
purchased offshore, supplier must include timing for customs at both locations.
an (continued). These activities could include, but not limited to:
n completed on Home Line.
l ordered for trials: home-line and tool vendor in support of Deliverable #17.
s completed.
Approval Report (AAR) completed for all tool sets, as required.
on Ford owned tools completed.
of spare tooling completed, as applicable.
timing plan, supplier confirms that they have received the prototype build quantities and schedule for the applicable build event(s). Contact Ford Commodity Buyer and/or Fo
build quantities and schedule.
ier Sites, the supplier reviews the hard tool timing plan with the Ford PD and Site STA Engineer on a mutually agreed regular cadence.
ntified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory
ol timing plan should support on time delivery (no later than TT IPD) of necessary production representative parts, tools and fixtures to the Authorized Testing Lab as defined
order received.
viding parts to the Ford Part Coordination Fixture (PCF1, PCF2 and PCF3) builds, and/or Trim Coordination Builds (TCB1, TCB-EC, TCB2 and TCB3), the supplier confirms t
ion tool order in time to support these builds. Supplier should contact their Ford commodity buyer with the timing requirement for the production tool order.
providing parts to the Ford Part Coordination Fixture builds (PCF1, PCF2 and PCF3), and/or Trim Coordination Builds (TCB1, TCB-EC, TCB2 and TCB3), the supplier should
buyer with a supplier final required date for Purchase Order (PO) and/or Tool Order (TO) to ensure ability to deliver Phase 1 PSW parts at the TT or the Unit TT milestone.
nter their required date for Production Tool Order or Purchase Order to support these builds in the Schedule A "Planned Completion Date" for this deliverable.
g Long Lead Funding, the supplier confirms receipt of tool orders no later than the FDJ milestone. Contact Ford commodity buyer to verify if part is Long Lead Funded. Long
oled parts that are required for the DCV build
must start production tooling ahead of FDJ to support Phase 1 PPAP at TT IPD or Unit TT MRD
must start production tooling ahead of FDJ to support the PCF/TCB processes
Mode Effects Analysis (DFMEA) completed or Potential Critical/Significant Characteristics (YC and YSs) received.
nsible suppliers, the supplier is responsible for developing the Design Failure Mode Effects Analysis (DFMEA) and identifying the Potential Critical / Significant Characteristics
ocess to ensure all problem solving learnings are fed into the foundation and part DFMEAs. Foundation DFMEAs should exist for specific comodity types (e.g. door trim pane
s, etc.) and should be used as the starting point for new launch part DFMEAs.
gn Failure Mode Effects Analysis (DFMEA) should be reviewed and approved by the Ford Product Development (PD) engineer.
ord Product Development (PD) engineer must have completed and agreed to the Potential Critical / Significant Characteristics (YC and YSs) via the Ford Special Characteris
nd Agreement Form (FAF-03-111-2).
rd Special Characteristics Communication and Agreement Form (FAF 03-111-2) (Requires Ford Supplier Portal access):
rd.com/sta/FAF03-111-2-Externally%20Supplied%20Content.xlsx
gn Failure Mode Effects Analysis (DFMEA) should include the latest design and process changes, new failure modes, corrective actions due to test failures, and lessons lear
/surrogate DFMEAs, warranty data, stop shipments, field service actions database, prototype builds and plant concerns.
an include the suppliers manufacturing site issues and the Ford Plants reported via Automated Issues Management System (AIMS), Quality Rejects (QRs) and Balanced Sing
rojects. Contact your Ford Product Development (PD) Engineer or Site STA Engineer for further assistance regarding information from Ford Plants.
esponsible (build-to-print) suppliers, the supplier confirms that they have reviewed the available CAD/design/engineering specifications and failure modes with the responsible
eed to the Potential Critical / Significant Characteristics (YC and YSs) via the Ford Special Characteristics Communication and Agreement Form (FAF-03-111-2).
FMEA Handbook (Requires Ford Supplier Portal access): https://fsp.portal.covisint.com/web/portal/document_library
Special Characteristics Communication and Agreement Form Handbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/SCCAF_Handbook_A4.pdf
iance of supplier site to Supplier Manufacturing Health Chart as required.
March 2019 Copyright © 2019 Ford Motor Company
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
March 2019 Copyright © 2019 Ford Motor Company
Rating R/Y/G
Rating R/Y/G
March 2019 Copyright © 2019 Ford Motor Company
Deliverable
6.
Expectations
1.
2.
3.
4.
5.
6.
7.
8.
Deliverable
7.
Expectations
1.
2.
3.
4.
March 2019 Copyright © 2019 Ford Motor Company
Mode Effects Analysis (PFMEA).
that the Process Failure Mode Effects Analysis (PFMEA) has been developed using the Ford FMEA handbook.
ocess to ensure all problem solving learnings are fed into the foundation and part PFMEAs. Foundation PFMEAs should exist for specific process types (e.g. riveting, welding
ed as the starting point for new launch part PFMEAs.
dation and part PFMEA should include the latest process changes, lesson learned, warranty data, stop shipments, field service actions, Prototype Builds, Health Charts, and
ctions, failure modes, and controls from the foundation FMEAs should be documented in the part PFMEA.
PFMEA should include the latest design.
an include the suppliers manufacturing site issues and the Ford Plants reported via Automated Issues Management System (AIMS), Quality Rejects (QRs) and Balanced Sing
rojects. Contact your Ford Product Development (PD) Engineer or Site STA Engineer for further assistance regarding information from Ford Plants.
FMEA Handbook (Requires Ford Supplier Portal access): https://fsp.portal.covisint.com/web/portal/document_library
s a preliminary PFMEA by the Program Approval UNV2 or UPV2 milestone for Vehicle programs or Unit PA milestone for Powertrain programs. The preliminary PFMEA is req
g the Special Characteristics agreement (See Deliverable 7).
that CAD/design/engineering specifications have been reviewed and critical/special characteristics have been linked to the PFMEA.
that all operation steps in the Manufacturing Process Flow Diagram are addressed in the Process Failure Mode Effects Analysis (PFMEA).
parts, the supplier obtains Ford Product Development (PD) Engineer and Site STA Engineer sign-off on the PFMEA per the Ford's Customer Specifics to Part Production Ap
ents.
Customer Specifics to PPAP (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Ford_Specifics_for_PPAP.pdf
that all operations related to Special Characteristics have been identified in the Control Plan and the Operator Instructions, including alternate manufacturing processes (rewo
quipment).
ng Powertrain Programs, all Ford-identified Pass Through Characteristics (PTCs) and supplier-identified pass through characteristics are included in all applicable PFMEAs (in
plicable.
ing Powertrain Programs, the supplier confirms that the Pass Through Characteristics (PTC) have linkages in the PFMEA, Pre-Launch and Production Control Plans, as applic
ntified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory
mplete necessary Plant Audit of their production facility with the appropriate Government / Witness Authority.
eristics Communication and Agreement Form (SCCAF) sign off.
design responsible (has DFMEA Ownership) then the supplier co-leads the completion of all elements of the Special Characteristics Communication and Agreement Form (FA
mpleted SCCAF in conjunction with the Ford Product Development (PD) engineer, site STA Engineer and Craftsmanship engineer if required. The SCCAF then must be impor
dence Workbook. The completed / approved SCCAF and the APQP/PPAP Evidence Workbook must be uploaded into eAPQP and made available to Ford upon request.
esponsible (has DFMEA Ownership) then the supplier must review and agree the Potential Critical / Significant Characteristics (YC and YSs) identified and leads the comple
elements of the Special Characteristics Communication and Agreement Form (FAF 03-111-2). The supplier approves the completed SCCAF in conjunction with Ford Produ
e STA Engineer and Craftsmanship engineer if required. The SCCAF then must be imported into the APQP/PPAP Evidence Workbook. The completed / approved SCCAF
dence Workbook must be uploaded into eAPQP and made available to Ford upon request.
rd Special Characteristics Communication and Agreement Form (FAF 03-111-2) (Requires Ford Supplier Portal access):
rd.com/sta/FAF03-111-2-Externally%20Supplied%20Content.xlsx
/PPAP Evidence Workbook (Requires Ford Supplier Portal access):
rd.com/sta/APQP_PPAP_Evidence_Workbook.xlsm
mplete a preliminary Process Failure Mode Effects Analysis (PFMEA) in support of the Special Characteristics agreement.
that the Special Characteristics are linked from the available CAD/design/engineering specifications, DFEMA, preliminary Process Failure Mode Effects Analysis (PFMEA) an
unch Control Plans. Linkages are recorded in compliance with the Ford Special Characteristics Communication and Agreement Form (FAF-03-111-2).
Special Characteristics Communication and Agreement Form Handbook (Requires Ford Supplier Portal access):
rd.com/sta/SCCAF_Handbook_A4.pdf
that the Critical Characteristics have controls which prevent the shipment of non-conforming product and are recorded in APQP/PPAP Evidence Workbook, regardless of the
facture.
ograms, supplier should return the completed the Pass Through Characteristics Form PTP07-133f1 with their PTC control methodology to their Component Program Module
oval by the Unit DC milestone, as applicable.
Through Characteristics (PTC) training (Requires Ford Supplier Portal access): https://web.lean.ford.com/cqdc/doc/Supplier_PTC_Training_Package/Supplier_PTC_Training_P
s all applicable Special Characteristics to their supply base and ensures process controls are identified.
March 2019 Copyright © 2019 Ford Motor Company
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
March 2019 Copyright © 2019 Ford Motor Company
Rating R/Y/G
Rating R/Y/G
March 2019 Copyright © 2019 Ford Motor Company
5.
Deliverable
8.
Expectations
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
March 2019 Copyright © 2019 Ford Motor Company
parts that include color, texture and gloss, supplier should identify Special Characteristics per Decorative Component Approval Process (DCAP) Manual and Paint Color Cont
Contact Craftsmanship/Appearance Approval activity for any clarifications.
nual and Paint Color Control Guideline located under PPAP Instructions (Requires Ford Supplier Portal Access):
rd.com/sta/Phased_PPAP.html
ign and Manufacturing Feasibility completed.
nts feasibility agreement on the Design and Manufacturing Feasibility Commitment form with the customer (Ford Product Development (PD) Engineer, Site STA Engineer, an
arts, supplier confirmation of tolerances is done via the Variation Simulation Analysis (VSA) studies, if applicable.
on-molded parts, supplier shall assess preliminary manufacturing risks, determine mitigation actions for high-risk items, and review risk mitigation action plan with STA Subjec
molding preliminary manufacturing risks shall be assessed based on part requirement, quality history, mold flow simulations by using “Plastic Injection Molding Preliminary Ma
n equivalent.
iers, the form must be reviewed by the Site STA Engineer.
n and Manufacturing Feasibility Commitment form (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Feasibility_Form.xlsx
ection Molding Preliminary Manufacturing Risk Assessment (Requires Ford Supplier Portal access):
rd.com/sta/Plastic_Injection_Molding_Preliminary_Manufacturing_Risk_Assessment.xlsx
their key / long lead sub-suppliers to support the preliminary design and manufacturing feasibility review.
dentify critical or new processes through their supply chain and assess feasibility, as applicable.
dentify any specified requirements that cannot be evaluated using known inspection techniques and request appropriate resolution from Ford Product Development (PD) engin
omplete the initial gauge design in accordance with the Body Interior / Exterior Gauge Development and Implementation Guideline on Preliminary Design Concept for Body In
y. Supplier should ensure that the measuring points (MP's) are aligned with the Coordinated Cut Planes (CCPs) at a minimum as identified in the Special Characteristics Com
(SCCAF).
nterior / Exterior Gauge Development and Implementation Guideline (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Gauge_Single_Point_Lesson.pdf
dure to access Coordinated Cut Plane (CCP) drawings and flowchart are given in pages 54 through 57 in the document located at https://web.meets.ford.com/wlrr/guide/01-
_Supplier_User_Manual.pdf
ers must complete Visit -1 section of the APQP People Readiness Assessment.
APQP People Readiness Assessment is available as a tool for all suppliers to confirm people readiness for launch.
People Readiness Assessment: https://web.qpr.ford.com/sta/APQP_People_Readiness.xlsx
rovide an initial assessment against the relevant Ford Global Manufacturing Process Standards and Assessments documents
S, Control of Casting Manufacturing Processes
Ford Contamination Manufacturing Requirements (FCMR)
onics: CQI-17, Ford Electronics Manufacturing Requirements (FEMR), Ford EDS Wiring Manufacturing Requirements (FEWMR)
I-9, W-HTX, Control of Heat Treating Processes and Auxiliary Equipment, CQI-9 Ford Specific Assessment
d Specific Machining Assessment
: CQI-23, W-IMMS Control of Plastic Injection Molding Processes. CQI-23 Ford Specific Assessment
ating: CQI-11, CQI-12
g: CQI-15, W-WBMS World Welding Brazing Standard
Global Manufacturing Process Standards and Assessments: https://web.qpr.ford.com/sta/Ford_GTS.html
Recognizing that preliminary prints and specifications can be lacking all the information required to manufacture a component, the supplier has concepted and quoted a proce
assumptions that match the process steps, methods and equipment chosen. These assumptions must be documented and approved by PD
hnologies - Supplier shall provide evidence of completed manufacturing <Concept Ready / Application Ready> <CR/AR> results demonstrating that the New design can be m
uring technologies & methods with commercially available equipment producing at the expected quality levels and rate.
ocess Validation - Supplier shall identify all new and/or modified processes steps, methods, equipment, tooling and has validated that they will produce quality and at rate usi
from the same process or method existing in the suppliers manufacturing facility either locally or globally
of surrogate data of the same processes or methods, a Manufacturing Tolerance Stack on ALL new features must be performed, and evidence that all issues are resolved m
(FEA) results (Casting, Machining and Assembly)
old parts: Mold flow simulation (with and without cooling channels) results (Refer to Appendix A of W-IMMS) & plan to obtain dimensional data from first off parts & submit to
ng Technologies or Methods to the supplier - Supplier shall provide evidence of completed manufacturing <CR/AR> results demonstrating that the New technology or method
h known commercially available equipment producing at the expected quality levels and at rate.
March 2019 Copyright © 2019 Ford Motor Company
Planned Completion Actual
Date Completion Date
March 2019 Copyright © 2019 Ford Motor Company
Rating R/Y/G
March 2019 Copyright © 2019 Ford Motor Company
12.
13.
14.
Deliverable
9.
Expectations
1.
2.
3.
4.
5.
6.
7.
8.
9.
March 2019 Copyright © 2019 Ford Motor Company
tion plans - Supplier shall provide Equipment Validation Plan (EVP) that demonstrates proactive quality validation at the equipment OEM prior to shipment to the supplier. Inc
designed cycle time and number of parts to run in order to satisfy the capability criteria. Supplier shall commit to support the equipment OEM run off with sufficient parts to ce
parts shall be in addition to customer releases/ Phase 0 Run@Rate parts
g- The supplier shall demonstrate,
event simulation, that the manufacturing line will run at rate to support APW every week
ck station on the line: Ideally, one bottleneck station located after midpoint of the line with all other stations progressively faster as they move away from the bottleneck
embly time studies/results to justify cycle times and asset allocation listed in planning CAR
an - Supplier shall provide a Launch ramp-up plan (Production Acceleration) that:
supports program volumes with finished inventory (1 week for minor modified & 2 weeks for all other parts) in standard operating pattern by Job1
antity of burst runs to account for a new line, new process, new method, complex commodity or quantity of changes made to an existing line
y/equipment re-use (modifying current line to produce new parts) with supply overlap of current and new parts, bank build plan should cover both current production and new
odel mix restrictions, bank build plan should account for Ford’s ramp-up that may alter model mix plan from normal production assumptions.
production part approval timing plan completed (including sub-suppliers).
pleted a comprehensive Production Part Approval Process (PPAP) timing plan to support all Ford Builds:
P2 and OKTB for Vehicle Programs or
P, Unit Job 1, Unit OKTB for Powertrain Programs
pproval by TT IPD or Unit TT MRD,
pproval by PP IPD or Unit PP MRD and
pproval by MP2 or Unit Job 1.
l Phased PPAP Requirements Handbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP_Requirements_Handbook.pdf
nitiate a comprehensive Production Part Approval Process (PPAP) timing plan concurrent with initial Schedule A submission.
that their timing plan includes activities identified in the timing plan template (see link below) with additional focus on:
PAP plans
Review plans (for Vehicle Programs the activity should be completed 2 months prior to the DCV milestone and for Powertrain Programs the activity should be completed by Un
g Plan Template (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/PPAP_Timing_Template.xls
nterior / Exterior Gauge Development and Implementation Guideline (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Gauge_Single_Point_Lesson.pdf
ming plan must include the hard tool timing plan as developed in Deliverable #3 and must clearly identify the date(s) when they will issue commercial agreement(s) to their to
n support of the PCF / TCB / TT or Unit TT builds, as applicable.
ier Sites, the supplier reviews the Production Part Approval Process (PPAP) timing plan with the Ford PD and Site STA Engineer on a mutually agreed regular cadence.
that the production part approval (PPAP) timing plan is achievable and realistic. The timing plan should be based on historical data to execute activities and should allow ade
s.
ntified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory
plan should:
me delivery of production representative parts and fixtures to the Authorized Testing Lab as defined by the Government / Witness Authority.
he testing duration and approval with the Authorized Testing Lab supports PPAP (Phase 1, 2 and 3) timing.
rownfield suppliers must complete/update the Greenfield/Brownfield Site Assessment Template.
field/Brownfield Site Assessment Template: https://web.qpr.ford.com/sta/GF_BF_Site_Assessment_Template.xlsx
nt Suppliers with bailment parts,a plan is in place to obtain run at rate parts procurement prior TT. If there is no plan, confirm that the program has devleoped alternative plan
ions.
Supppliers, confirm all drawing requirements and controls been established to plan for industrialization (process) readiness.
March 2019 Copyright © 2019 Ford Motor Company
Planned Completion Actual
Date Completion Date
March 2019 Copyright © 2019 Ford Motor Company
Rating R/Y/G
March 2019 Copyright © 2019 Ford Motor Company
Deliverable
10.
Expectations
1.
2.
3.
4.
5.
6.
7.
Deliverable
11.
Expectations
1.
2.
3.
4.
5.
Deliverable
12.
Expectations
1.
2.
March 2019 Copyright © 2019 Ford Motor Company
wings available.
nsible suppliers, the supplier should submit their drawings at least 1 month prior to the FDJ milestone to meet the Ford production release timing (also known as P-release). T
sed drawing(s) meets the Ford Drawing/CAD standards (FECDS) and the Geometric Dimensional Tolerancing (GDT) requirements. GDT handbook is available through the A
gineers (ASME) or other commercial vendors.
wing Standards (FECDS) https://team.extsp.ford.com/sites/C3PNGMethods/C3PNGMethods.html
le suppliers ensure that the design requirements, such as welding, heat treat, casting, cleanliness requirements, Critical Characteristics (CCs), control points and datum surfa
s and other special material characteristics are included in the design record.
esponsible Suppliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to th
ement, the supplier must revise their drawing(s) via a supplier initiated Concern Resolution (CR) to include the markings approved by the appropriate Government / Witness A
le suppliers ensure that the released drawing meets the Ford Branding directive (E-108) and the Material Identification and Material Code Parts Marking (E-4) requirements.
urther clarifications on standards.
Branding Directive (E-108) (Requires Ford Supplier Portal access): https://web.purinfo.ford.com/
al Identification and Material Code Parts Marking (E-4) under the FECDS: https://team.extsp.ford.com/sites/C3PNGMethods/C3PNGMethods.html
esponsible (build-to-print) suppliers, the supplier should have available a production ready drawing from Ford Product Development (PD) Engineer at the latest by 1 month aft
er ensures that the design requirements, such as welding, heat treat, casting, cleanliness requirements, Critical Characteristics (CCs), control points and datum surfaces, tole
d other special material characteristics are included in the design record. Contact the Ford Product Development (PD) Engineer to confirm availability timing for the drawing.
n Responsible Suppliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance
ory requirements, the supplier is required to contact Ford Product Development (PD) Engineer to update drawing(s) with markings authorized by the appropriate Government
terior Suppliers responsible for gauge development must obtain Ford PD approval on the final gauge design or drawing. Suppliers not responsible for gauge development sh
gn/development process. See Body Interior / Exterior Gauge Development and Implementation Guideline Step 3.
nsure that the measuring points (MP's) are aligned with the Coordinated Cut Planes (CCPs) at a minimum as identified in the Special Characteristics Communication and Ag
nterior / Exterior Gauge Development and Implementation Guideline (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Gauge_Single_Point_Lesson.pdf
dure to access Coordinated Cut Plane (CCP) drawings and flowchart are given in pages 54 through 57 in the document located at https://web.meets.ford.com/wlrr/guide/01-
_Supplier_User_Manual.pdf
Control Plan completed.
s the Prototype Build Control Plan per the Automotive Industry Action Group (AIAG) "Advanced Product Quality Planning (APQP) and Control Plan" manual and involves their
of the Prototype Build Control Plan. Supplier reviews all Prototype Build Control plans with Ford PD Engineer.
ams, the supplier completes the prototype build control plan to support the Sheet Metal Functional Build (SFB0), the Part Coordination Fixture (PCF1) build, the Trim Coordin
Design Confirmation Vehicle (DCV) build.
rograms, the supplier completes the prototype build control plan to support the Ford Mechanical Build (M-1) and Design Confirmation Vehicle (DCV) build.
parts, the supplier shall get a formal sign-off on the Prototype Build Control plan from the Ford PD Engineer.
rograms, the supplier confirms that the Ford-identified Pass Through Characteristics (PTC) and Supplier-identified pass through characteristics are included in the Prototype B
ed process control methodology and have linkages to the PFMEA and Pre-Launch Control Plans, as applicable.
he measurement plan (quantity, frequency and traceability requirements) in the Prototype Build Control Plan to support the prototype builds.
all measurements for the requirements specified in the Prototype Build Control plan, including the sub-supplier(s) Significant Characteristics in the APQP/PPAP Evidence Wor
/PPAP Evidence Workbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/APQP_PPAP_Evidence_Workbook.xlsm
ers must complete Visit -2 section of the APQP People Readiness Assessment.
APQP People Readiness Assessment is available as a tool for all suppliers to confirm people readiness for launch.
People Readiness Assessment: https://web.qpr.ford.com/sta/APQP_People_Readiness.xlsx
pleted as defined by the PDP (Perfect Drawing Plan).
that the production / hard tool(s) are available to produce parts to support theDesign Confirmation Vehicle (DCV), Ford Part Coordination Fixture build (PCF1) and Trim Coor
EC), as required.
equired to provide parts for the PCF1 or TCB1 / TCB-EC, then the supplier must have their production / hard tool(s) available in support of the completion of Deliverable 17.
that all the production/hard tool(s) are available to support at least one production work stream.
March 2019 Copyright © 2019 Ford Motor Company
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
March 2019 Copyright © 2019 Ford Motor Company
Rating R/Y/G
Rating R/Y/G
Rating R/Y/G
March 2019 Copyright © 2019 Ford Motor Company
3.
4.
5.
6.
7.
Deliverable
13.
Expectations
1.
2.
3.
Deliverable
14.
Expectations
1.
2.
3.
4.
March 2019 Copyright © 2019 Ford Motor Company
verable 12, supplier confirms that they are on track to deliver the hard tool and overall timing plans as developed for Deliverable numbers 3 and 9.
that they have a Capable Measurement System in place to support the applicable prototype builds such as Trim Coordination Build (TCB1) and Part Coordination Fixture buil
Capable Measurement System is a Coordinate Measuring Machine (CMM) with a production-intent holding fixture that has been evaluated with appropriate Measurement Syst
e minimum build requirements for parts supplied to the Part Coordination Fixture build (PCF1) and the Trim Coordination Builds (TCB1 and TCB-EC) (taken from the PCF/TCB
B-EC - Hard tooled, Dimensionally known and Pre-Grained
100% Hard-Tooled Parts, no Percentage Of Inspection Points Satisfying Tolerance (PIST) requirements, Prototype sub-assembly and no hand-
eet the Part Layout/Data requirements per the PCF and TCB Training. Supplier to contact Ford Production Development (PD) Engineer for
ons.
oordination Fixture (PCF) training (Requires Ford Supplier Portal access): https://web.lean.ford.com/cqdc/doc/PCF_Lecture/PCF_Lecture.html
Coordination Build (TCB) training (Requires Ford Supplier Portal access): https://web.lean.ford.com/cqdc/doc/tcb_web/tcb_web.html
ave their Gauges completed and verified in accordance with the Body Interior / Exterior Gauge Development and Implementation Guideline for Body Interior and Exterior Par
terior Gauge Development and Implementation Guideline Step 4.
nterior / Exterior Gauge Development and Implementation Guideline (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Gauge_Single_Point_Lesson.pdf
ntified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory
ols must be completed in time to support on time shipment of required production representative parts and fixtures to the Authorized Testing Lab, as defined by the Governm
measured, dimensionally known per Prototype Build Control Plan.
the dimensional data per the Prototype Build Control plan, reviews the measured characteristics with Ford PD Engineer and obtains approval/sign-off on the results from the F
rm acceptance of parts.
APQP/PPAP Evidence Workbook to record and obtain approval on the dimensional data. The APQP/PPAP Evidence Workbook is available from the supplier upon request.
/PPAP Evidence Workbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/APQP_PPAP_Evidence_Workbook.xlsm
e minimum build requirements for parts supplied to the Sheet Metal Functional Build (SFB0) (taken from the PCF training):
Hard form / Special Means (or DCV level materials at teams discretion) with known measured panel and no dimensional requirements.
eet the Part Layout/Data requirements per the PCF Training. Supplier to contact Ford Production Development (PD) Engineer for further clarifications.
oordination Fixture (PCF) training (Requires Ford Supplier Portal access): https://web.lean.ford.com/cqdc/doc/PCF_Lecture/PCF_Lecture.html
that they have a Capable Measurement System in place to support the applicable prototype builds such as the Design Confirmation Vehicle (DCV) build, and the Sheet Meta
Capable Measurement System is a Coordinate Measuring Machine (CMM) with a production-intent holding fixture that has been evaluated with appropriate Measurement Syst
on of Design and Manufacturing Feasibility completed
nts feasibility agreement on the Design and Manufacturing Feasibility Commitment form with the customer (Ford Product Development (PD) Engineer, Site STA Engineer and
they can manufacture the part as designed at contracted volumes.
n and Manufacturing Feasibility Commitment form (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Feasibility_Form.xlsx
iers, the form must be reviewed by the Site STA Engineer.
their sub-suppliers to support the final design and manufacturing feasibility review.
ers must complete Visit - 3 section of the APQP People Readiness Assessment.
APQP People Readiness Assessment is available as a tool for all suppliers to confirm people readiness for launch.
People Readiness Assessment: https://web.qpr.ford.com/sta/APQP_People_Readiness.xlsx
rovide a final assessment against the relevant Ford Global Manufacturing Process Standards and Assessments documents
S, Control of Casting Manufacturing Processes
Ford Contamination Manufacturing Requirements (FCMR)
onics: CQI-17, Ford Electronics Manufacturing Requirements (FEMR), Ford EDS Wiring Manufacturing Requirements (FEWMR)
I-9, W-HTX, Control of Heat Treating Processes and Auxiliary Equipment, CQI-9 Ford Specific Assessment
d Specific Machining Assessment
: CQI-23, W-IMMS Control of Plastic Injection Molding Processes. CQI-23 Ford Specific Assessment
ating: CQI-11, CQI-12
g: CQI-15, W-WBMS World Welding Brazing Standard
Global Manufacturing Process Standards and Assessments: https://web.qpr.ford.com/sta/Ford_GTS.html
Supplier shall provide evidence of completed action plans for Engineering Specification (ES) and Part Print tolerance feasibility concerns identified during previous feasibility as
hnologies - Supplier shall provide evidence of completed risk mitigation plan for risks identified during the previous <Concept Ready / Application Ready> <CR/AR> risk assess
March 2019 Copyright © 2019 Ford Motor Company
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
March 2019 Copyright © 2019 Ford Motor Company
Rating R/Y/G
Rating R/Y/G
March 2019 Copyright © 2019 Ford Motor Company
7
10
11
March 2019 Copyright © 2019 Ford Motor Company
ocess Validation - Supplier shall provide evidence of completed risk mitigation plans for risks identified from process planning tools for all new and/or modified processes step
ied during previous feasibility assessments.
d parts: Provide dimensional data from first off parts as per the agreed plan during preliminary feasibility assessment
ng Technologies or Methods to the supplier - Supplier shall provide evidence of completed manufacturing <CR/AR> results demonstrating that the New technology or method
h the selected equipment.
tion plans - Supplier shall provide data collected at the equipment OEM as per the Equipment Validation Plan (EVP) developed during previous feasibility assessments.
g- Supplier shall provide evidence of completed action plans for any open issues identified during discrete simulation studies.
an - Supplier shall provide an updated Launch ramp-up plan (Production Acceleration) that:
upports program volumes with finished inventory (1 week for minor modified & 2 weeks for all other parts) in standard operating pattern by Job1
antity of burst runs to account for a new line, new process, new method, complex commodity or quantity of changes made to an existing line
y/equipment re-use (modifying current line to produce new parts) with supply overlap of current and new parts, bank build plan should cover both current production and new
odel mix restrictions, bank build plan should account for Ford’s ramp-up that may alter model mix plan from normal production assumptions.
March 2019 Copyright © 2019 Ford Motor Company
March 2019 Copyright © 2019 Ford Motor Company
March 2019 Copyright © 2019 Ford Motor Company
Deliverable
15.
Expectations
1.
2.
3.
4.
5.
6.
7,
Deliverable
16.
Expectations
1.
2.
3.
4.
Deliverable
17.
Expectations
1.
2.
3.
4.
5.
Deliverable
March 2019 Copyright © 2019 Ford Motor Company
h Control Plan completed with CC/SC linkage verification.
s the Pre-Launch Control Plan per the Automotive Industry Action Group (AIAG) "Advanced Product Quality Planning (APQP) and Control Plan" manual and involves their su
he Pre-Launch Control Plan.
nsure that the control plan defines the process step(s) and the control method(s) for each product and process characteristic.
sure that the Pre/Safe-launch Control Plan (including their sub-suppliers Pre/Safe-launch Control Plans) is agreed with the Site STA engineer and includes identification of cri
/process characteristics to determine the appropriate control methods. Not limited to existing SCCAF and control plan items (i.e. Manufacturing lessons learned, prior launch
ology risks, sub-tier, PTC). The Safe Lunch Control Plan includes product checks with increased frequency/sample size (including 100% checks) plus increased inspection fe
through checks. For more details, visit https://web.qpr.ford.com/sta/Safe_Launch_Work_Instruction_Supplier.pdf.
ected suppliers, Supplier must agree on an appropriate Exit Criteria with the Ford STA Site and Product Development (PD) Engineer to be demonstrated before switching fro
erial Production Control Plan.
y selected suppliers, Supplier can switch from Safe Launch Control Plan to Production Control Plan at OKTB GPDS milestone.
that all the Product Characteristics identified in the design record and engineering specifications (including Special Characteristics and Process Parameters as identified in th
ook) are addressed in the supplier's quality management system.
/PPAP Evidence Workbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/APQP_PPAP_Evidence_Workbook.xlsm
parts, supplier obtains required sign-offs by the Ford Product Development (PD) Engineer and STA Site Engineer on the Pre/Safe-launch control plan.
ing Powertrain programs, supplier ensures that approved process control methodology is in place for Pass Through Characteristics (including sub-suppliers), as applicable.
iance of supplier site to Supplier Manufacturing health Chart and ensure the Pre/Safe-Launch Control Plan has been updated accordingly
ion (DV) testing completed.
ponsible for component level Design Verification (DV) testing, the supplier shall have a documented Design Verification Plan and Report (DVP and R) that includes supplier/s
test(s) as applicable.
evidence of successful completion on all component level DV testing on the DVP and R.
lts must be approved by the Ford Product Development (PD) engineer.
responsible for component level Design Verification (DV) testing, the supplier obtains a written notification from Ford PD engineer indicating successful completion of the For
omponent Design Verification Plan and Report (DVP and R).
suppliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country
supplier must:
Necessary Witness Test with the appropriate Witness Authority
Report from Government / Witness Authority
marking approval (i.e.: e-mark, ccc mark) and instructions from Government / Witness Authority ( as applicable)
t Audit Report from Government / Witness Authority (as applicable).
parts, suppliers Design Verification (DV) testing should include the Material Color Durability Compliance Certification (MCDCC) as described in Decorative Component Approv
ative Component Approval Process (DCAP) under PPAP Instructions (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP.html
tools / Production Process / Equipment and Gauges are at the final manufacturing site production
Line (including sub-suppliers).
duction / hard tools, production process equipment, production gauges for the first production stream installed in their facility at the final manufacturing location, including sub-
ing any element(s) of the Home Line, then supplier must enter the missing element(s) in the "Build Support Plans" located in the PPAP and Part Pedigree tab. Supplier must
in the "Deliverable Action Plan".
that all checking aids and tooling are compliant with the latest part engineering specification and design level.
cking aids include fixtures, variable and attribute gauges, models, templates, mylars and boundary samples for Visual Checks specific to the product being submitted.
ave their Gauges completed and verified in accordance with the Gauge Single Point Lesson for Body Interior and Exterior Parts only. See Body Interior / Exterior Gauge Dev
Guideline Step #5.
nterior / Exterior Gauge Development and Implementation Guideline (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Gauge_Single_Point_Lesson.pdf
verable 17, supplier confirms that they are on track to deliver the hard tool and overall timing plans as developed for Deliverable numbers 3 and 9.
rownfield suppliers must complete/update the Greenfield/Brownfield Site Assessment Template.
field/Brownfield Site Assessment Template: https://web.qpr.ford.com/sta/GF_BF_Site_Assessment_Template.xlsx
March 2019 Copyright © 2019 Ford Motor Company
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
March 2019 Copyright © 2019 Ford Motor Company
Rating R/Y/G
Rating R/Y/G
Rating R/Y/G
Rating R/Y/G
March 2019 Copyright © 2019 Ford Motor Company
18.
Expectations
1.
2.
3.
Deliverable
19.
Expectations
1.
2.
3.
4.
5.
6.
March 2019 Copyright © 2019 Ford Motor Company
bility and Reproducibility results meet Ford Customer Specifics.
es the Measurement System Analysis (including Gauge Repeatability and Reproducibility - Gauge R and R) using the Automotive Industry Action Group (AIAG) Measuremen
nd Fords Customer Specifics to PPAP for Gauge R and R .
Customer Specifics to PPAP (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Ford_Specifics_for_PPAP.pdf
ove expectation, the supplier ensures the measurement system is effective and capable. Excerpt from Fords Customer Specifics to PPAP:
alf of the averages are outside the control limits on the average chart
charts, all values are within the control limits
5 distinct levels of process variation or study variation (Number of Distinct Categories (ndc)> = 5)
Rs greater than 10% of process variation may not be acceptable and risks are to be evaluated. Gauge error of more than 30% of process
ceptable.
Checks are identified as control method, an Attribute Gauge R&R using boundary samples is conducted for qualifying operators to perform this operation.
stances the use of percent of tolerance may be appropriate. The use of percent of tolerance should be approved by STA or PD or both, as applicable.
ave their Gauges completed and verified in accordance with the Body Interior / Exterior Gauge Development and Implementation Guideline for Body Interior and Exterior Par
terior Gauge Development and Implementation Guideline Step #5.
nterior / Exterior Gauge Development and Implementation Guideline (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Gauge_Single_Point_Lesson.pdf
from Run-at-Rate at Cycle Time on One Production Stream (including sub-suppliers).
s parts from the Run-at-Rate at Cycle Time on one Production Stream (also known as PPAP Phase 0) and meets the requirements for all affected activities including sub-sup
Global Phased Part Production Approval Process (PPAP) Requirements Handbook.
l Phased PPAP Requirements Handbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP_Requirements_Handbook.pdf
etion of Phase 0 must support Phase 1 PPAP by the TT IPD or Unit TT MRD timing.
the planned Run-at-Rate (Phase 0) date in Schedule A is inputted to the Vehicle Parts Progress or Manufacturing Parts Progress (VPP/MPP) systems. Supplier ensures com
uides.
stems are generally available for data entry after the DCV or Unit TD milestone.
P Training and other relevant documents that are located under the section "Global Phased PPAP VPP and MPP Guidance " (Requires Ford Supplier Portal access):
rd.com/sta/Phased_PPAP.html
that all operator/process instructions and visual aids are at the latest design level and accessible/visible at the work station.
es the "Phase 0 PPAP (Run-at-Rate)" tab of the Capacity Analysis Report and demonstrates compliance with the commercially communicated capacity requirements.
city Analysis Report (CAR) form (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP.html
Planning Web Guide for any operating pattern exceeding 5 days/week Average Production Weekly (APW) or 6 days/week Maximum Production Weekly (MPW), the supplier
rd Purchasing.
uTT capacity study is available, the supplier uses the APW and MPW associated with the LR or uTT capacity study as input into the Capacity Analysis Report.
s the Capacity Analysis Report to determine the APPC and MPPC responses to the LR or uTT capacity study and enters those values into GCP or MCPV PPC (Purchased P
een. The supplier should consult with the STA Site Engineer regarding the basis of the APPC and MPPC calculations.
port plan rate of climb chart is required with each Capacity Analysis Report submission (Capacity Planning, Phase 0, and Phase 3).
er cannot complete Run at Rate (Phase 0) by TT or uTT, the supplier must update and resubmit the Capacity Analysis Report Capacity Planning Worksheet, or, where feasib
completed rate of climb chart to their Site STA Engineer per agreed frequency until Run at Rate is achieved.
chart must indicate the supplier’s plan to meet Ford’s Ramp up requirements. It must clearly state the manufacturing operating pattern during ramp-up (days per week, shifts
March 2019 Copyright © 2019 Ford Motor Company
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
March 2019 Copyright © 2019 Ford Motor Company
Rating R/Y/G
Rating R/Y/G
March 2019 Copyright © 2019 Ford Motor Company
Deliverable
20.
Expectations
1.
2.
3.
4.
5.
6.
Deliverable
21.
Expectations
1.
2.
3.
4.
5.
6.
Deliverable
22.
Expectations
1.
2.
3.
March 2019 Copyright © 2019 Ford Motor Company
00% of print specifications (Minimum 5 piece layout).
all part dimensions specified in the Design Record have been measured using a capable variable measurement system. Supplier documents the results and ensures compli
s. Supplier measures a minimum of a 5 piece layout per production stream.
reams involving multiple cavities, tools etc., the supplier ensures parts are measured from every cavity, tool etc.
that the part(s) comply with the Ford Parts Branding Directive (E-108) and contain the required Ford identifications of part number, supplier code, and Ford Logo.
Branding Directive (E-108) (Requires Ford Supplier Portal access): https://web.purinfo.ford.com/
d to the Part Coordination Fixture (PCF) build(s) and Trim Coordination Build(s) (TCB), supplier meets the following minimum requirements:
100% Hard tooled parts, production sub-assemblies, with 88% Percentage of Inspection points Satisfying Tolerance (PIST) requirements, no
rts
Hard tooled, dimensionally known and grained
100% Hard tooled parts, production sub-assemblies, with 90-95% Percentage of Inspection points Satisfying Tolerance (PIST) requirements,
parts
tooled, dimensionally known and grained
eet the Part Layout/Data requirements per PCF and TCB Training.
submitted to Ford along with the parts.
oordination Fixture (PCF) training (Requires Ford Supplier Portal access): https://web.lean.ford.com/cqdc/doc/PCF_Lecture/PCF_Lecture.html
Coordination Build (TCB) training (Requires Ford Supplier Portal access): https://web.lean.ford.com/cqdc/doc/tcb_web/tcb_web.html
ntified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's regulatory
ve marked the necessary parts with appropriate Government / Witness Authority directed symbols / codes (i.e.: e-mark, ccc mark) prior to PSW submission to Ford
y be necessary prior to adding marking to the tool(s).
have Web Based Data Management (WBDM) input requirements as outline in their Engineering or Manufacturing Statement of Work (ESOW or MSOW), the supplier must e
ESOW or MSOW into the WBDM system from TT onwards for the specific duration and frequency
apability Study completed and Dimensional Variation Analysis (DVA) validated.
es the initial process capability studies for all Special Characteristics (CC, SC, HIs) per the guidelines outlined in the Automotive Industry Action Group (AIAG) Statistical Cont
stomer Specifics to PPAP. Supplier records the data in the APQP/PPAP Evidence Workbook and makes it available to Ford upon request.
control acceptable for CCs is one that prevents shipment of non-conforming product, regardless of the tier level of the point of CC manufacture, and is recorded in the APQP
s only acceptable if accompanied by continuous process parameter control ensuring CC compliance for every part.
the effectiveness of the CC controls in the APQP/PPAP Evidence Workbook regardless of the tier level of the point of CC manufacture.
Customer Specifics to PPAP (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Ford_Specifics_for_PPAP.pdf
/PPAP Evidence Workbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/APQP_PPAP_Evidence_Workbook.xlsm
itial process capability (Ppk) on any studied characteristic(s) is less than 1.67, then the supplier updates the Pre-Launch Control Plan to include 100% dimensional verification
e characteristic(s).
ve a plan to meet the process capability requirement of greater than or equal to 1.67 and/or work with Ford Product Development (PD) engineer to update the design.
that all necessary corrections to the measurement system are implemented prior to initiating the process capability study including visual check control methods.
am suppliers with design responsibility for the part, the supplier provides data to the Ford PD Engineer for updating the Dimensional Variation Analysis (DVA), as applicable.
ogram suppliers with design responsibility for the part, the supplier provides data to the Ford PD Engineer for updating the Variation Simulation Analysis (VSA), as applicable.
ontact the Ford PD Engineer for any clarifications.
parts, the supplier incorporates control methods to prevent shipping of non-conforming material to the customer in accordance with the Fords Customer Specifics to PPAP. S
Customer Specifics to PPAP.
dation (PV) Testing completed.
oduction Validation (PV) testing plan that supports testing timing, engineering specifications and Phase 1 PSW at the TT IPD or Unit TT MRD milestones. Supplier obtains ag
gineer.
t(s) does not require Production Validation (PV) testing, then the supplier must obtain approval from the Ford PD Engineer via e-mail to forego PV testing.
s Production Validation (PV) testing with Run-at-Rate (Phase 0) parts according to the Phased PPAP Handbook and documented as part of the Production Validation Plan an
eement and sign-off on the Production Validation Plan and Report (PVP and R) results from the Ford PD Engineer.
March 2019 Copyright © 2019 Ford Motor Company
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
March 2019 Copyright © 2019 Ford Motor Company
Rating R/Y/G
Rating R/Y/G
Rating R/Y/G
March 2019 Copyright © 2019 Ford Motor Company
4.
5.
Deliverable
23.
Expectations
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
March 2019 Copyright © 2019 Ford Motor Company
pliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country's re
supplier must:
cessary Witness Test with the appropriate Government / Witness Authority
Report from Witness Authority
marking approval (i.e.: E-mark, CCC mark) and instructions from Government / Witness Authority (as applicable)
t / Facility Audit Report from appropriate Government / Witness Authority (as applicable).
nt Government / Witness Authority Certification Documentation with PSW Submittal to Appropriate Ford Design & Release Engineer. This is
e PPAP submission to Site STA per program requirements.
Suppliers identified in Engineering Statement of Work (ESOW) as requiring Government Authority (may be Witness Authority) Approval confirming compliance to their country
supplier must submit relevant Government / Witness Authority Certification Documentation with PSW Submittal to the appropriate Ford Design & Release Engineer. This is in
n to Site STA per program requirements.
proval Report (AAR) Completed.
es all the requirements of the Appearance Approval Report (AAR) and get approval sign-off from the Ford Design Quality group.
pplies to suppliers with parts requiring Appearance Approval. All other suppliers will select "No" to the question "Is the deliverable applicable to this Schedule A?".
that the Appearance Approval Plan has been developed in accordance to the Ford Color Harmony Requirements, including the Decorative Component Approval Process (DC
ol Guideline.
Color Harmony Requirements under the section PPAP Instructions (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP.html
that the Prototype, Pre-Launch and Production Control Plans have been developed in accordance to the Paint Color Control Guideline (Step #1 and Step #2) of the Ford Col
ee link above.
receipt of the Color, Grain, and Gloss direction from the Color and Trim Program Direction Letter (PDL).
ewed the Color Trim Production Direction Letter (PDL) for completeness with the Color Harmony team. This review should also include reconciling the PDL with the Bill of Ma
Bill of Material (BOM) Analyst (or equivalent).
ported the Color Harmony Team with material specifications, process information and pictorials as requested and has completed all color changes required from the Color Harm
eloped, and communicated to the Color Harmony Team an Appearance Approval Plan for Vehicle Operation (VO) Fit and Function, Material Colorant Approval, Pre-Grain, an
roval.
se the Ford Laboratory Test Methods FLTM BI 109-01 Color Matching with Artificial Light. Supplier can obtain this information from the Ford PD Engineer.
the Material Color Durability Compliance Certification (MCDCC) in conjunction with the part Appearance Approval Report (AAR) sign-off.
plier should complete the Material Color Durability Compliance Certification (MCDCC) and get it signed off by the Ford Color and Materials Mastering Material Engineering gro
ppearance Approval Report (AAR).
AAR sign-off parts and the Corporate Master Plaque as the boundary samples.
ontact the Ford PD engineer for any clarifications.
March 2019 Copyright © 2019 Ford Motor Company
Planned Completion Actual
Date Completion Date
March 2019 Copyright © 2019 Ford Motor Company
Rating R/Y/G
March 2019 Copyright © 2019 Ford Motor Company
Deliverable
24.
Expectations
1.
Deliverable
25.
Expectations
1.
2.
3.
4.
5.
6.
Deliverable
26.
Expectations
1.
2.
3.
4.
Deliverable
27.
Expectations
1.
2.
March 2019 Copyright © 2019 Ford Motor Company
ements for Average Production Weekly / Maximum Production Weekly (APW / MPW) received.
that they have received capacity requirements for Average Production Weekly (APW) and Maximum Production Weekly (MPW) from the Ford Commodity buyer to plan their
ontact the Ford Commodity buyer and the Ford Program buyer for clarifications.
city Planning is complete.
pleted the Capacity Planning section of the Capacity Analysis Report (CAR) and confirms their Overall Equipment Effectiveness (OEE) plan using surrogate data supports th
nicated in Deliverable #24.
ta should be adjusted to align with the product variants, design, and manufacturing complexity as well as the industrialization ramp up lead time of the manufacturing process b
ity Analysis Report (CAR) form (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP.html
Planning Web Guide for any operating pattern exceeding 5 days/week Average Production Weekly (APW) or 6 days/week Maximum Production Weekly (MPW), the supplier
rd Purchasing.
pacity prove out plan should include demonstration of the product variants, design, and manufacturing complexity as well as the industrialization ramp up lead time of the man
alyzed within the required program timing.
n should be reviewed and updated accordingly for impact of any product design or manufacturing process changes as they occur.
that preliminary Process Flow Diagram is aligned with the capacity planning information including the Process Value Stream Mapping conducted for capacity analysis.
port plan rate of climb chart is required with the Capacity Analysis Report planning submission.
onnel completing Capacity Analysis Reports for Capacity Planning and/or for Phased PPAP must be trained, certified and registered as Capacity Planners in the Ford GCP/M
ructions to complete this requirement through the following link: https://www.lean.ford.com/cqdc/supplier_training.asp
oval form submitted
mitted the Material Planning and Logistics (MPandL) Approval Form to the Material Planning Logistic (MPandL) Engineer. Forms can be found in the MPandL in a box.
dL In A Box website (Requires Ford Supplier Portal access): https://comm.extsp.ford.com/sites/MPLB2B/Pages/MPLdefault.aspx
may vary depending on the destination as below:
outh America - Form 150E
E
a - APA1121
Form 150E
used once the Global Form is launched.
nds all the Packaging requirements under the Global Terms and Conditions Web Guide.
and L Analyst for any clarifications.
rms and Conditions Web Guide (Requires Ford Supplier Portal access): https://web.fsp.ford.com/gtc/production/index.jsp?category=guides
that they have reviewed and complied to the Global Export/Import Packaging Guidelines.
l Export/Import Packaging Guidelines (Requires Ford Supplier Portal access): https://web.fsp.ford.com/gtc/docs/globalexppkg.pdf
kaging is not available or approved at the TT IPD or Unit TT Material Required Date (MRD), then the supplier should obtain Ford MPandL approval to supply parts in appropri
D or Unit TT Material Required Date (MRD).
at Cycle Time to demonstrate Quality and Capability on all additional production Streams (including all sub-suppliers).
uires multiple production streams to meet Fords Capacity Requirements (Deliverable #24), then the supplier shall complete a Run-at-Rate, including a Capacity Analysis Rep
al production stream leading to a Production Verification (Phase 2 PSW declaration) as described in the Global Phased PPAP Requirements Handbook and the Ford's Custom
ll sub-suppliers.
l Phased PPAP Requirements Handbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP_Requirements_Handbook.pdf
Customer Specifics to PPAP (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Ford_Specifics_for_PPAP.pdf
he Production Verification (Phase 2 PSW declaration) date in the "Planned Completion Date" of the Schedule A."
es not require multiple production streams to meet Fords Capacity Requirements (See Deliverable #24), then the supplier must enter the Quality Verification (Phase 1 PSW) d
tion Date" of this deliverable.
March 2019 Copyright © 2019 Ford Motor Company
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
March 2019 Copyright © 2019 Ford Motor Company
Rating R/Y/G
Rating R/Y/G
Rating R/Y/G
Rating R/Y/G
March 2019 Copyright © 2019 Ford Motor Company
3.
Deliverable
28.
Expectations
1.
2.
3.
4.
5.
Deliverable
29.
Expectations
1.
Deliverable
30.
Expectations
1.
2.
3.
4.
5.
March 2019 Copyright © 2019 Ford Motor Company
the planned Production Verification (Phase 2) date in Schedule A is inputted to the Vehicle Parts Progress or Manufacturing Parts Progress (VPP/MPP) systems. Supplier en
P and MPP User Guides.
stems are generally available for data entry after the DCV or Unit TD milestone.
P Training and other relevant documents that are located under the section "Global Phased PPAP VPP and MPP Guidance " (Requires Ford Supplier Portal access):
rd.com/sta/Phased_PPAP.html
trol Plan completed with CC/SC linkage verification.
s the Production Control Plan using the Pre/Safe-Launch Control Plan as the basis. The Production Control Plan represents the control methodology appropriate for normal p
ndustry Action Group (AIAG) "Advanced Product Quality Planning and Control Plan" manual.
parts, supplier should obtain approval and sign-off from Ford Product Development (PD) and STA Site Engineers.
unctional team (Product Development and STA Site Engineers) will require the supplier to continue using the Pre/Safe-Launch Control Plan post-MP1 until <OKTB> (or until F
en demonstrated) before transitioning to the Production Control Plan. For Priority Selected Suppliers, the agreed Exit Criteria must be demonstrated, and evidences reviewed
on request before switching from Safe Launch to Production Control Plan.
that all the Product Characteristics identified in the design record and engineering specifications (including Special Characteristics and Process Parameters as identified in th
ook) are addressed in the supplier's quality management system.
plier Manufacturing Health Chart and updated Production Control Plan as required.
ers must complete Visit - 4 section of the APQP People Readiness Assessment.
APQP People Readiness Assessment is available as a tool for all suppliers to confirm people readiness for launch.
People Readiness Assessment: https://web.qpr.ford.com/sta/APQP_People_Readiness.xlsx
ontrol Plan must include a robust reaction plan that protects from escape of suspect parts to downstream processes and customers.
apability established.
es the Final Process Capability Study using mass production parts from all production streams and demonstrates capability from a production process that is stable, normal (o
n control.
mplement all the Permanent Corrective Actions prior to initiating the Final Process Capability.
ecord the data on the APQP/PPAP Evidence Workbook.
control acceptable for CCs is one that prevents shipment of non-conforming product, regardless of the tier level of the point of CC manufacture, and is recorded in the APQP
s only acceptable as a control method for CCs if accompanied by continuous process parameter control ensuring CC compliance for every part. Supplier confirms the effectiv
PQP/PPAP Evidence Workbook, regardless of the tier level of the point of CC manufacture.
/PPAP Evidence Workbook (Requires Ford Supplier Portal access): APQP_PPAP_Evidence_Workbook.xls
d - Supplier Demonstration of Weekly Production Volume (APW / MPW).
rates they (including their sub-suppliers) can meet the Ford Capacity Requirements (Deliverable #24) using the Capacity Analysis Report (CAR) as specified in the Global Ph
ocess (PPAP) Requirements Handbook.
port plan rate of climb chart is required with each Capacity Analysis Report submission.
er cannot complete Capacity Verification (Phase 3 PSW) by MP2, the supplier must complete and submit (weekly) a rate of climb chart to their Site STA Engineer until Capac
chart must indicate the supplier’s plan to meet Ford’s Ramp up requirements.
te the operating pattern during ramp-up in terms of days per week and shifts per day.
city Analysis Report (CAR) form (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP.html
e Launch Plan, Priority nominated suppliers may be required to submit ongoing OEE data into eCAR, in line with the agreed Exit Criteria. Further direction will be provided ba
ments. The agreed frequency of additional OEE data submission is to be submitted in eCAR under the 'Capacity Maintenance' tab until Exit Criteria has been achieved.
l Phased PPAP Requirements Handbook (Requires Ford Supplier Portal access): https://web.qpr.ford.com/sta/Phased_PPAP_Requirements_Handbook.pdf
the planned Capacity Verification (Phase 3 PSW) date in Schedule A is inputted to the Vehicle Parts Progress or Manufacturing Parts Progress (VPP/MPP) systems.
compliance to VPP and MPP User Guides.
stems are generally available for data entry after the DCV or Unit TD milestone.
P Training and other relevant documents that are located under the section "Global Phased PPAP VPP and MPP Guidance " (Requires Ford Supplier Portal access):
rd.com/sta/Phased_PPAP.html
Purchased Part Capacity (PPC) based on the Capacity Analysis Report (CAR) results in the Global Capacity Planning (GCP) or Manufacturing Capacity Planning Volume (MC
March 2019 Copyright © 2019 Ford Motor Company
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
Planned Completion Actual
Date Completion Date
March 2019 Copyright © 2019 Ford Motor Company
Rating R/Y/G
Rating R/Y/G
Rating R/Y/G
March 2019 Copyright © 2019 Ford Motor Company
March 2019 Copyright © 2019 Ford Motor Company
efer to the PPAP Warrant and Capacity Reporting Update Training for details.
Warranty and Capacity Reporting Update training (Requires Ford Supplier Portal access): https://web.lean.ford.com/cqdc/core_quality.asp
March 2019 Copyright © 2019 Ford Motor Company
March 2019 Copyright © 2019 Ford Motor Company
March 2019 Copyright © 2019 Ford Motor Company
Deliverable Timings Overview
The Deliverable Timings tab of the Schedule A contains the required deliverables, expectations, and the dates by which each deliverable is due, planned and actually completed.
The Deliverable Timings section also contains any evidence and / or action plans, which may be required for a given deliverable. (Suppliers will enter in Action Plans and any Help Needed.)
GPDS 3.0
CKPT-C
March 2019 Copyright © 2019 Ford Motor Company
March 2019 Copyright © 2019 Ford Motor Company
and any Help Needed.)
March 2019 Copyright © 2019 Ford Motor Company
Deliverable Timings Structure
133
Expectations
March 2019 Copyright © 2019 Ford Motor Company
Date Change
1-Feb-18 Release of updated APQP Deliverable #s and Timings to align with GPDS 3.0
27-Aug-18 Updated Deliverable #10 to clarify FDJ/TDJ/Unit FDJ milestones for drawing release.
6-Mar-19 Release of updated expectations to include Greenfield/Brownfield Site Assessment
Template.
28-Oct-19 Updated links in expectations, identified deliverables requiring completion evidence, and
updated due dates for Deliverable #10 and #24 (UN Parts).
23-Jul-20 Updated expectations in Deliverable #8 and #14 to include review of Ford STA Global
Manufacturing Process Standards and Assessments.
Corrected references from VP to DCV.
6-Jan-21 Correction in Deliverable #22.
18-May-21 Updated Preliminary and Final Feasibility deliverables to align with the updated
Manufacturing feasibility form.
26-Jul-22 Updated link to the APQP/PPAP Evidence Workbook.
Clarified expectations regarding SCCAF and updated link to the SCCAF template.
Added expectations for Foundation FMEAs.
Updated for APQP People Readiness Assessments for ALL priority suppliers.
Clarify bailment orders and FSS industrialization readiness.
18-Aug-23 Updated Deliverables #2, #15, #28, and #30 expectations with Safe Launch requirements
March 2019 Copyright © 2019 Ford Motor Company
You might also like
- Successful Instrumentation and Control Systems Design, Second EditionFrom EverandSuccessful Instrumentation and Control Systems Design, Second EditionRating: 4.5 out of 5 stars4.5/5 (10)
- Lifting Risk AssessmentDocument5 pagesLifting Risk AssessmentimranNo ratings yet
- PPQPDocument10 pagesPPQPMNo ratings yet
- VCC Phased PPAP Requirements Handbook - V2Document14 pagesVCC Phased PPAP Requirements Handbook - V2medi38No ratings yet
- ANPQP 2.3 - Phase DiagramDocument2 pagesANPQP 2.3 - Phase DiagramM80% (5)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Referee Report DillonDocument2 pagesReferee Report DillonHaseeb AliNo ratings yet
- NPI ChecklistDocument11 pagesNPI ChecklistMaria CruzNo ratings yet
- SQD-025 PPAP ChecklistDocument7 pagesSQD-025 PPAP ChecklistMadhan RajNo ratings yet
- Team Feasibility Commitment NewDocument1 pageTeam Feasibility Commitment NewSudhaNo ratings yet
- Feed Deliverable ListDocument8 pagesFeed Deliverable Listajuu100% (4)
- Delphi Comprehensive Control PlanDocument51 pagesDelphi Comprehensive Control Planss2mrattriNo ratings yet
- SAP PR Release Strategy Concept and Configuration Guide: A Case StudyFrom EverandSAP PR Release Strategy Concept and Configuration Guide: A Case StudyRating: 4 out of 5 stars4/5 (6)
- Should The United States Have Annexed The Philippines?Document3 pagesShould The United States Have Annexed The Philippines?John Cramerus100% (3)
- Underground Gravity Sewers Specification CVS02700 PDFDocument12 pagesUnderground Gravity Sewers Specification CVS02700 PDFNassim Sabri0% (1)
- Copia Di APQP - DeliverablesDocument18 pagesCopia Di APQP - DeliverablesdspinelliNo ratings yet
- Apqp Critical Supplier Status ReportDocument8 pagesApqp Critical Supplier Status ReportNeumar NeumannNo ratings yet
- PPAP Audit Check SheetDocument12 pagesPPAP Audit Check Sheetmahesh100% (1)
- PPAP ChecklistDocument2 pagesPPAP ChecklistSudhagarNo ratings yet
- PPQP - Supplier - Requirements - Guideline - 12-20-2018 Version 6.doc-GM Confidential1Document12 pagesPPQP - Supplier - Requirements - Guideline - 12-20-2018 Version 6.doc-GM Confidential1masprast.devegaNo ratings yet
- Production Part Approval Process (Ppap) Tracker - ChecklistDocument4 pagesProduction Part Approval Process (Ppap) Tracker - Checklistkrds chidNo ratings yet
- AQPP Check List NewDocument17 pagesAQPP Check List NewSuresh KumarNo ratings yet
- Ppap WorkbookDocument80 pagesPpap WorkbookalyankaNo ratings yet
- Navistar ApqpDocument18 pagesNavistar ApqpAbhijeet MitraNo ratings yet
- P Pir Process OverviewDocument28 pagesP Pir Process Overviewsachin_sawant1985No ratings yet
- List of PPAP DocsDocument4 pagesList of PPAP DocsSunilNo ratings yet
- Fiacbras (Bkq52) - 87271096 - Auditoria de Pcpa - RMDocument25 pagesFiacbras (Bkq52) - 87271096 - Auditoria de Pcpa - RMAtilio MendonçaNo ratings yet
- Quality System Procedure For Change Point ControlDocument3 pagesQuality System Procedure For Change Point Controlrajesh sharmaNo ratings yet
- Customer Input Requirement For APQPDocument1 pageCustomer Input Requirement For APQP36hallsteveNo ratings yet
- PPAP Supplier ExpectationsDocument18 pagesPPAP Supplier ExpectationsikrameNo ratings yet
- Tenneco PPAP Guidelines 2017-11-13Document50 pagesTenneco PPAP Guidelines 2017-11-13tuan mai vanNo ratings yet
- Phased PPAP Manual - June 2010Document22 pagesPhased PPAP Manual - June 2010frangeljediNo ratings yet
- Supplier Apqp Gated ReviewDocument1 pageSupplier Apqp Gated Reviewtanto_deep_15No ratings yet
- AristocratDocument38 pagesAristocratTiến ThànhNo ratings yet
- Part Submission WarrantDocument4 pagesPart Submission WarrantSam AnuNo ratings yet
- SAQP Elements OverviewDocument38 pagesSAQP Elements OverviewBoštjan Dokl MenihNo ratings yet
- Docsity Formatos de Apqp para Su Llenado y Aplicado 1Document64 pagesDocsity Formatos de Apqp para Su Llenado y Aplicado 1Alejandro Martinez OrtegaNo ratings yet
- Autocar Ppap Requirements Rev 5Document17 pagesAutocar Ppap Requirements Rev 5man hoNo ratings yet
- PPAPDocument40 pagesPPAPAtul SURVENo ratings yet
- 4100F-QAS-151 (Supplier Quality Assurance Manual)Document35 pages4100F-QAS-151 (Supplier Quality Assurance Manual)Sanjay KumarNo ratings yet
- Global Supplier Quality Manual PPAP RequirementsDocument36 pagesGlobal Supplier Quality Manual PPAP Requirementsmandeep.singh0009No ratings yet
- Apqp FormsDocument32 pagesApqp FormsVenuNo ratings yet
- APQP - Customer Input Requirement - Ver2Document3 pagesAPQP - Customer Input Requirement - Ver236hallsteveNo ratings yet
- Anpqp Version 2 1 - Accompagnateur - Day 2 On 2 Afternoon - 251108Document85 pagesAnpqp Version 2 1 - Accompagnateur - Day 2 On 2 Afternoon - 251108adrianNo ratings yet
- Ppap User GuideDocument60 pagesPpap User GuideTuyen Deple100% (1)
- F1021 PPAP Check List Instructions 04JN18Document9 pagesF1021 PPAP Check List Instructions 04JN18Sharmad TamhaneNo ratings yet
- Aqpaxi Phase 2.rev13Document7 pagesAqpaxi Phase 2.rev13Isabel SierraNo ratings yet
- 6.E Installation Qualification (IQ) : Here You Will Find Answers To The Following QuestionsDocument10 pages6.E Installation Qualification (IQ) : Here You Will Find Answers To The Following QuestionsFilipNo ratings yet
- PS - Copy of Supplier PSODocument11 pagesPS - Copy of Supplier PSODesmond MahadeoNo ratings yet
- Why Perform Production Part Approval Process (PPAP)Document6 pagesWhy Perform Production Part Approval Process (PPAP)Sourabh Patil100% (1)
- PPAP TrainingDocument40 pagesPPAP TrainingfranciscoNo ratings yet
- Formel Q New Parts Integral QPNDocument40 pagesFormel Q New Parts Integral QPNLa Esencia De Lo FragilNo ratings yet
- CSR Map ToolDocument51 pagesCSR Map ToolSarah JohnsonNo ratings yet
- GM 1927-16 - PcpaDocument12 pagesGM 1927-16 - PcpaNeumar NeumannNo ratings yet
- QualitysystemsDocument8 pagesQualitysystemsádfa caNo ratings yet
- Volvo ApqpDocument30 pagesVolvo ApqpAmolPagdalNo ratings yet
- PPAP Process Checklist / Sign Off Sheet InstructionsDocument7 pagesPPAP Process Checklist / Sign Off Sheet InstructionsSharmad TamhaneNo ratings yet
- Item What Purpose/is What Content When It Used Who Involve (PIC, Link) Where It's From What Major Challenges TE-12Document3 pagesItem What Purpose/is What Content When It Used Who Involve (PIC, Link) Where It's From What Major Challenges TE-12Pju CloughNo ratings yet
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- Formal Methods Applied to Complex Systems: Implementation of the B MethodFrom EverandFormal Methods Applied to Complex Systems: Implementation of the B MethodNo ratings yet
- CISA Exam-Testing Concept-PERT/CPM/Gantt Chart/FPA/EVA/Timebox (Chapter-3)From EverandCISA Exam-Testing Concept-PERT/CPM/Gantt Chart/FPA/EVA/Timebox (Chapter-3)Rating: 1.5 out of 5 stars1.5/5 (3)
- Sim 600Document1 pageSim 600Lupu ValentinNo ratings yet
- Power Electronics DissertationDocument5 pagesPower Electronics DissertationPayToWriteAPaperMilwaukee100% (1)
- Chapter 10 Quality AssuranceDocument8 pagesChapter 10 Quality AssuranceDiana Ahmad ZaidanNo ratings yet
- ANSI Flange CatalogueDocument28 pagesANSI Flange CatalogueSandeep SinghNo ratings yet
- 2019 CP Range Guide LR - PDDocument16 pages2019 CP Range Guide LR - PDmoisesNo ratings yet
- Pottery: Global Action Programme On Education For All Youth ProjectDocument28 pagesPottery: Global Action Programme On Education For All Youth ProjectJoao DuarteNo ratings yet
- Understanding Culture, Society and Politics: First Quarter Module 5 - Week 5-6Document24 pagesUnderstanding Culture, Society and Politics: First Quarter Module 5 - Week 5-6Rose Di100% (1)
- VT ReportDocument36 pagesVT ReportafNo ratings yet
- Senior Wing Cycle Test Serives (2022-2021) - 2Document10 pagesSenior Wing Cycle Test Serives (2022-2021) - 2Abhi ShNo ratings yet
- Accenture Bringing Science To SellingDocument16 pagesAccenture Bringing Science To SellingManmeet SinglaNo ratings yet
- Installation and User's Guide: IBM Tivoli Storage Manager For Windows Backup-Archive ClientsDocument800 pagesInstallation and User's Guide: IBM Tivoli Storage Manager For Windows Backup-Archive ClientsJavier GonzalezNo ratings yet
- 11.TBL Training Participant Manual 2021Document253 pages11.TBL Training Participant Manual 2021Adebabay DessieNo ratings yet
- DHR Rheology TheoryDocument341 pagesDHR Rheology TheoryMario StiflerNo ratings yet
- Maton Neck Adjustments Rev1Document11 pagesMaton Neck Adjustments Rev1golf12345No ratings yet
- Chasing Hurricane AndrewDocument16 pagesChasing Hurricane AndrewjohnosborneNo ratings yet
- Potensi Daur Ulang Sampah Upacara Adat Di Pulau Bali: Jurnal EcocentrismDocument8 pagesPotensi Daur Ulang Sampah Upacara Adat Di Pulau Bali: Jurnal Ecocentrismdaffa pratamaNo ratings yet
- EXTREME-Howto Config VRRP BasicsDocument9 pagesEXTREME-Howto Config VRRP BasicsSemperFiWMNo ratings yet
- UPSC-CSE-Yogesh-Kumbhejkar-8-2015 Exam View PDFDocument11 pagesUPSC-CSE-Yogesh-Kumbhejkar-8-2015 Exam View PDFB AspirantNo ratings yet
- Gs ManualDocument27 pagesGs ManualfauziNo ratings yet
- 1.1 General BackgroundDocument14 pages1.1 General BackgroundChris TanNo ratings yet
- Supercare Medical Services, Inc. Health Declaration Form: Remarks of Examining PhysicianDocument1 pageSupercare Medical Services, Inc. Health Declaration Form: Remarks of Examining PhysicianJunexielJalop100% (1)
- A Complete Guide For Physics: Gscience Classes Practice SetDocument2 pagesA Complete Guide For Physics: Gscience Classes Practice SetWillis ChekovNo ratings yet
- Deep Learning-Based Feature Extraction in Iris Recognition: Use Existing Models, Fine-Tune or Train From Scratch?Document9 pagesDeep Learning-Based Feature Extraction in Iris Recognition: Use Existing Models, Fine-Tune or Train From Scratch?Satyanarayan GuptaNo ratings yet
- CE8395 QB - by WWW - Easyengineering.net 1Document18 pagesCE8395 QB - by WWW - Easyengineering.net 1sureshkumarNo ratings yet
- Series 800M4QT Specification SheetDocument4 pagesSeries 800M4QT Specification SheetWattsNo ratings yet