
Dynamic Tensile Response
Dynamic Tensile Response
You might also like
- CICIND Model Code For Steel ChimneysDocument38 pagesCICIND Model Code For Steel ChimneysNikola BozovicNo ratings yet
- 02.UNIT-1 - Properties of Matter PDFDocument30 pages02.UNIT-1 - Properties of Matter PDFsindhuja100% (6)
- Corrosion of Ti6Al4V Pins Produced by Direct Metal Laser SinteringDocument8 pagesCorrosion of Ti6Al4V Pins Produced by Direct Metal Laser SinteringlandimarduarteNo ratings yet
- Optimising The Mechanical Properties of Ti-6Al-4V Components Produced by Wire + Arc Additive Manufacturing With Post-Process Heat TreatmentsDocument9 pagesOptimising The Mechanical Properties of Ti-6Al-4V Components Produced by Wire + Arc Additive Manufacturing With Post-Process Heat Treatmentsanand patelNo ratings yet
- Materials and Design: Shunyu Liu, Yung C. ShinDocument23 pagesMaterials and Design: Shunyu Liu, Yung C. ShinMahendra SukreNo ratings yet
- Metals 12 01210 v3Document11 pagesMetals 12 01210 v3Duygu GökkuşNo ratings yet
- Tensile Properties of Vacuum Heat-Treated Ti6Al4V Alloy Processed by Selective Laser MeltingDocument9 pagesTensile Properties of Vacuum Heat-Treated Ti6Al4V Alloy Processed by Selective Laser Meltingnick amirNo ratings yet
- Surface Roughness and Directional Fatigue Behavior of Ti6Al4VDocument9 pagesSurface Roughness and Directional Fatigue Behavior of Ti6Al4VArka GhoshNo ratings yet
- Tensile Properties of Vacuum Heat-Treated Ti64 Alloy Processed by SLMDocument9 pagesTensile Properties of Vacuum Heat-Treated Ti64 Alloy Processed by SLMFathia AlkelaeNo ratings yet
- Materials Science and Engineering C: Monnamme Tlotleng, Esther Akinlabi, Mukul Shukla, Sisa PityanaDocument10 pagesMaterials Science and Engineering C: Monnamme Tlotleng, Esther Akinlabi, Mukul Shukla, Sisa PityanaJuanita Hincapie BedoyaNo ratings yet
- Materials & Design: A.H. Plaine, A.R. Gonzalez, U.F.H. Suhuddin, J.F. Dos Santos, N.G. AlcântaraDocument6 pagesMaterials & Design: A.H. Plaine, A.R. Gonzalez, U.F.H. Suhuddin, J.F. Dos Santos, N.G. AlcântaraDavid SanchezNo ratings yet
- Friction Stir Spot Welding of Advanced High-Strength Steels - A Feasibility StudyDocument7 pagesFriction Stir Spot Welding of Advanced High-Strength Steels - A Feasibility StudyAlessandro NunesNo ratings yet
- A Comparison of The Ballistic Behaviour of Conventionally Si - 2020 - Defence TeDocument8 pagesA Comparison of The Ballistic Behaviour of Conventionally Si - 2020 - Defence Tematbaila247No ratings yet
- LBW SimufactDocument15 pagesLBW Simufactfathi.alfazaniNo ratings yet
- 1 s2.0 S0167844223001945 MainDocument14 pages1 s2.0 S0167844223001945 MainBENARD KIPSANGNo ratings yet
- Depth-Sensing Time-Dependent Response of Additively Manufactured Ti-6Al-4V AlloyDocument11 pagesDepth-Sensing Time-Dependent Response of Additively Manufactured Ti-6Al-4V AlloyMariana MarquesNo ratings yet
- Adem 201900220Document15 pagesAdem 201900220gebreNo ratings yet
- Metals: Finite Element Modeling of Residual Stress at Joint Interface of Titanium Alloy and 17-4PH Stainless SteelDocument13 pagesMetals: Finite Element Modeling of Residual Stress at Joint Interface of Titanium Alloy and 17-4PH Stainless SteelYash MittalNo ratings yet
- Laves phase control of inconel 718 superalloy fabricated by laser direct energy deposition via δ aging and solution treatmentDocument13 pagesLaves phase control of inconel 718 superalloy fabricated by laser direct energy deposition via δ aging and solution treatmentanshuNo ratings yet
- Effects of Powder Atomization Route and Post-Processing Thermal Treatments On The Mechanical Properties and Fatigue Resistance of Additively Manufactured 18ni300 Maraging SteelDocument13 pagesEffects of Powder Atomization Route and Post-Processing Thermal Treatments On The Mechanical Properties and Fatigue Resistance of Additively Manufactured 18ni300 Maraging SteelJimmy the ReverendNo ratings yet
- Friction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderDocument13 pagesFriction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderSripriyan K 100507No ratings yet
- 2019 Mitigation of Thermal Distortion in Wire Arc Additively Manufactured Ti6Al4V Part Using Active Interpass CoolingDocument12 pages2019 Mitigation of Thermal Distortion in Wire Arc Additively Manufactured Ti6Al4V Part Using Active Interpass CoolingStephen PanNo ratings yet
- Assignment # 2: Additive Manufacturing of Ti6Al4V AlloyDocument2 pagesAssignment # 2: Additive Manufacturing of Ti6Al4V AlloywaseemjuttNo ratings yet
- Applsci 12 05359 v3Document21 pagesApplsci 12 05359 v3Duygu GökkuşNo ratings yet
- AL-Nafeay 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012141Document22 pagesAL-Nafeay 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012141Thanaraj SanmughamNo ratings yet
- Rao2013 Article FrictionSurfacingOnNonferrousSDocument8 pagesRao2013 Article FrictionSurfacingOnNonferrousSCyril Joseph DanielNo ratings yet
- Additive Manufacturing: SciencedirectDocument8 pagesAdditive Manufacturing: SciencedirectPablo MaquedaNo ratings yet
- Materials and Design: Peng Li, Jinglong Li, Muhammad Salman, Li Liang, Jiangtao Xiong, Fusheng ZhangDocument8 pagesMaterials and Design: Peng Li, Jinglong Li, Muhammad Salman, Li Liang, Jiangtao Xiong, Fusheng ZhangVishwajeet GuptaNo ratings yet
- Effect of Fiber Laser Welding On The Fatigue Properties of Dissimilar Welded Joints Between DP980 and HSLA SteelsDocument7 pagesEffect of Fiber Laser Welding On The Fatigue Properties of Dissimilar Welded Joints Between DP980 and HSLA SteelsSripriyan K 100507No ratings yet
- 1 s2.0 S0257897222001001 MainDocument11 pages1 s2.0 S0257897222001001 MainM. AhmedNo ratings yet
- tmpBD0D TMPDocument12 pagestmpBD0D TMPFrontiersNo ratings yet
- Nd-Yag Laser Beam and Gta Welding of Ti-6Al-4V Alloy: Abdel-Monem El-Batahgy, Tarasankar DebroyDocument8 pagesNd-Yag Laser Beam and Gta Welding of Ti-6Al-4V Alloy: Abdel-Monem El-Batahgy, Tarasankar DebroyerpublicationNo ratings yet
- Materials Today: Proceedings: Sharda Pratap Shrivas, G.K. Agrawal, Shubhrata Nagpal, Amit Kumar KachhawahaDocument8 pagesMaterials Today: Proceedings: Sharda Pratap Shrivas, G.K. Agrawal, Shubhrata Nagpal, Amit Kumar KachhawahaMKM OfficialNo ratings yet
- Kumar 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012158Document11 pagesKumar 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012158Igce MechNo ratings yet
- Comparison of Welding Processes in Welding of Fillet Joints: June 2013Document9 pagesComparison of Welding Processes in Welding of Fillet Joints: June 2013Caline NunesNo ratings yet
- 1 s2.0 S2352492822010558 MainDocument11 pages1 s2.0 S2352492822010558 MainÁlvaro Nieto CastroNo ratings yet
- MECHANICALPROPERTIESANDPOROSITYOFTi 6al 4VALLOYPREPAREDBYSLMTECHNOLOGYDocument4 pagesMECHANICALPROPERTIESANDPOROSITYOFTi 6al 4VALLOYPREPAREDBYSLMTECHNOLOGYASHUTOSH PANDEYNo ratings yet
- Study of Microstructure, Mechanical Properties, and Corrosion Behavior of As-Cast Ni-Ti and Ti-6Al-4V AlloysDocument15 pagesStudy of Microstructure, Mechanical Properties, and Corrosion Behavior of As-Cast Ni-Ti and Ti-6Al-4V Alloysfarhad alefNo ratings yet
- 1975 - Tribaloy Intermetallic Materials New Wear and Corrosion Resistant AlloysDocument4 pages1975 - Tribaloy Intermetallic Materials New Wear and Corrosion Resistant AlloysDrenkensteinNo ratings yet
- A Comparative Study of Corrosion Behavior of An Additively Manufactured Al-6061 RAM2 With Extruded Al-6061 T6Document15 pagesA Comparative Study of Corrosion Behavior of An Additively Manufactured Al-6061 RAM2 With Extruded Al-6061 T6Annamalai NNo ratings yet
- Fracture Toughness and Fatigue Crack Growth Rate Properties in Wire + Arc Additive Manufactured Ti-6Al-4VDocument14 pagesFracture Toughness and Fatigue Crack Growth Rate Properties in Wire + Arc Additive Manufactured Ti-6Al-4VviverefeliceNo ratings yet
- Microstructural Study and Mechanical Characterization of Heat Treated Direct Metal Laser Sintered Ti6Al4V For Biomedical ApplicationsDocument13 pagesMicrostructural Study and Mechanical Characterization of Heat Treated Direct Metal Laser Sintered Ti6Al4V For Biomedical ApplicationsANIGANI SUDARSHAN REDDYNo ratings yet
- (Ferri 2008) Artikel High Cycle Fatigue Behaviour of Ti-6Al-4V Fabricated by Metal InjectionDocument7 pages(Ferri 2008) Artikel High Cycle Fatigue Behaviour of Ti-6Al-4V Fabricated by Metal InjectionChristian MohammadNo ratings yet
- Plazma Nitriding PaperDocument7 pagesPlazma Nitriding PaperShivasheesh KaushikNo ratings yet
- Impact of Print Orientation On Morphological and Mechanical Properties of L-PBF Based AlSi7Mg Parts For Aerospace ApplicationsDocument15 pagesImpact of Print Orientation On Morphological and Mechanical Properties of L-PBF Based AlSi7Mg Parts For Aerospace ApplicationsHamidreza JavidradNo ratings yet
- Cryogenic Mechanical Properties of Ti6Al4V Alloys With Three Levels of Oxygen ContentDocument9 pagesCryogenic Mechanical Properties of Ti6Al4V Alloys With Three Levels of Oxygen ContentvladimirNo ratings yet
- Effect of High Intensity Ultrasonic Treatment On Microstructural Modification and Hardness of A Nickel-Aluminum Bronze AlloyDocument10 pagesEffect of High Intensity Ultrasonic Treatment On Microstructural Modification and Hardness of A Nickel-Aluminum Bronze AlloyFathia AlkelaeNo ratings yet
- Effect of Heat Treatment On The Ratcheting Behaviour of Additively Manufactured and Thermo-Mechanically Treated Ti-6Al-4V AlloyDocument14 pagesEffect of Heat Treatment On The Ratcheting Behaviour of Additively Manufactured and Thermo-Mechanically Treated Ti-6Al-4V Alloywillste7ensNo ratings yet
- The Friction Stir Welding of Small-Diameter Pipe: An Experimental and Numerical Proof of Concept For Automation and ManufacturingDocument16 pagesThe Friction Stir Welding of Small-Diameter Pipe: An Experimental and Numerical Proof of Concept For Automation and ManufacturingShahbazAhmadNo ratings yet
- CIRP Annals - Manufacturing Technology: T. O ̈ Zel (2), M. Sima, A.K. Srivastava (3), B. KaftanogluDocument7 pagesCIRP Annals - Manufacturing Technology: T. O ̈ Zel (2), M. Sima, A.K. Srivastava (3), B. KaftanogluhanipaNo ratings yet
- Yin 2015Document11 pagesYin 2015carlosNo ratings yet
- TitaniumDocument11 pagesTitaniumSumantra AaryaNo ratings yet
- Anisotropic Response of Ti-6Al-4V Alloy Fabricated by 3D Printing SelectiveDocument7 pagesAnisotropic Response of Ti-6Al-4V Alloy Fabricated by 3D Printing Selectivenicoleta.popa2093No ratings yet
- Cryogenics: Qinyan Pan, Chuanjun Huang, Laifeng LiDocument7 pagesCryogenics: Qinyan Pan, Chuanjun Huang, Laifeng LipurnashisNo ratings yet
- MetalsDocument14 pagesMetalsa.h khNo ratings yet
- CopperProcessingandElectricalProperties PreprintDocument30 pagesCopperProcessingandElectricalProperties PreprintAbdelali AabadaNo ratings yet
- Heat Treatment of Ti-6Al-4V Produced by Lasercusing T. Becker, M. Van Rooyen & D. DimitrovDocument11 pagesHeat Treatment of Ti-6Al-4V Produced by Lasercusing T. Becker, M. Van Rooyen & D. Dimitrovnick amirNo ratings yet
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsDocument8 pagesA FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsАлександр Николаевич ПоляковNo ratings yet
- Bai 2017 IOP Conf. Ser. Mater. Sci. Eng. 167 012045Document5 pagesBai 2017 IOP Conf. Ser. Mater. Sci. Eng. 167 012045dietersimaNo ratings yet
- Materials: An Assessment of Subsurface Residual Stress Analysis in SLM Ti-6Al-4VDocument14 pagesMaterials: An Assessment of Subsurface Residual Stress Analysis in SLM Ti-6Al-4VHassan HabibNo ratings yet
- 1 s2.0 S2238785422010481 MainDocument15 pages1 s2.0 S2238785422010481 Mainavsriv07No ratings yet
- Gallium Nitride-enabled High Frequency and High Efficiency Power ConversionFrom EverandGallium Nitride-enabled High Frequency and High Efficiency Power ConversionGaudenzio MeneghessoNo ratings yet
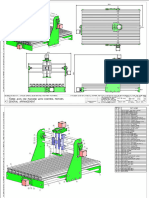
- Three Axis CNC Machine (Julius de Waal)Document6 pagesThree Axis CNC Machine (Julius de Waal)atef.selmi01No ratings yet
- Design and Application of Composite ComponentsDocument5 pagesDesign and Application of Composite Componentsatef.selmi01No ratings yet
- Study of Impact and Fatigue On 3D Printed CompositesDocument3 pagesStudy of Impact and Fatigue On 3D Printed Compositesatef.selmi01No ratings yet
- The Static and Dynamic Shear-Tension Mechanical Response ofDocument15 pagesThe Static and Dynamic Shear-Tension Mechanical Response ofatef.selmi01No ratings yet
- Enhancing The Mechanical Properties of SCF-PEKKDocument10 pagesEnhancing The Mechanical Properties of SCF-PEKKatef.selmi01No ratings yet
- C2 CAU Express B31.3Document57 pagesC2 CAU Express B31.3Bhoopendra Singh100% (1)
- F.Y. B.Arch. Pune University SyllabusDocument14 pagesF.Y. B.Arch. Pune University Syllabusअभिजीत शिंदे पाटीलNo ratings yet
- Reinforced Concrete Slab Under Point Load: Xample 2-004Document5 pagesReinforced Concrete Slab Under Point Load: Xample 2-004Jovanne LanggaNo ratings yet
- Llautó M38 CuZn37Document2 pagesLlautó M38 CuZn37Josep TanuNo ratings yet
- Thesis PDFDocument64 pagesThesis PDFHimal KafleNo ratings yet
- Chapter 6 ReDocument17 pagesChapter 6 ReJohnson AnthonyNo ratings yet
- Kutipan Dari Usp 1217Document5 pagesKutipan Dari Usp 1217scholastikaNo ratings yet
- Agma 938-A05 PDFDocument22 pagesAgma 938-A05 PDFRoro100% (1)
- Chapter 1Document30 pagesChapter 1hNo ratings yet
- Failure Theories, Static LoadsDocument15 pagesFailure Theories, Static LoadsLuiz CordeiroNo ratings yet
- Module 2 Mechanical Behaviour of Material (Part II) - Fatigue & CreepDocument15 pagesModule 2 Mechanical Behaviour of Material (Part II) - Fatigue & CreepKoushik moni BorthakurNo ratings yet
- Seam Strength of Corrugated Plate With High Strength SteelDocument15 pagesSeam Strength of Corrugated Plate With High Strength SteelMariano SalcedoNo ratings yet
- Mechanical Properties of Metals - Lecture 9, MetE 143Document53 pagesMechanical Properties of Metals - Lecture 9, MetE 143陈小花No ratings yet
- Beyer 2012Document15 pagesBeyer 2012Cristian SANo ratings yet
- Reactive Powder ConcreteDocument14 pagesReactive Powder Concretetuanhoa123No ratings yet
- Zone of Infulence For Tunnel Intersection1Document32 pagesZone of Infulence For Tunnel Intersection1roshansm1978No ratings yet
- Finite Element Analysis of RC Beams With Externally Bonded Simcon Laminates by Using ANSYSDocument8 pagesFinite Element Analysis of RC Beams With Externally Bonded Simcon Laminates by Using ANSYSInternational Journal of Application or Innovation in Engineering & Management100% (1)
- Dynamic Design For AnchorsDocument6 pagesDynamic Design For AnchorsFlorin BodogaNo ratings yet
- Discrete Element Modeling of Masonry Structures: Validation and ApplicationDocument23 pagesDiscrete Element Modeling of Masonry Structures: Validation and ApplicationroccaNo ratings yet
- 6535 Inter-Rivet BucklingDocument6 pages6535 Inter-Rivet Bucklingkmr128351No ratings yet
- Phinma Araullo University College of Information Technology and EngineeringDocument7 pagesPhinma Araullo University College of Information Technology and EngineeringBrian Paguio GalangNo ratings yet
- PP 3 AL BIDocument8 pagesPP 3 AL BIMech HoD DAITNo ratings yet
- STRUC Sabban Quiz 1Document8 pagesSTRUC Sabban Quiz 1Kent EbordaNo ratings yet
- Scope: Grade 2 Grade 5 Grade 8Document2 pagesScope: Grade 2 Grade 5 Grade 8Leonardo SivieroNo ratings yet
- 16 MC324 Strength of Materials IDocument2 pages16 MC324 Strength of Materials Ijorge luisNo ratings yet
- API FLANGE CAPABILITIES UNDER COMBINATIONS OF LOAD Case StudyDocument1 pageAPI FLANGE CAPABILITIES UNDER COMBINATIONS OF LOAD Case StudyElmigdad OmerNo ratings yet
- Flux-Cored Wire For Ar+CO Gas Shielded Arc Welding For ASTM A387 Gr.91 SteelDocument14 pagesFlux-Cored Wire For Ar+CO Gas Shielded Arc Welding For ASTM A387 Gr.91 Steelamit singhNo ratings yet
- Machine Design QP KtuDocument3 pagesMachine Design QP KtuAbhijith JoseNo ratings yet






























































































Download as pdf or txt
You might also like
- CICIND Model Code For Steel ChimneysDocument38 pagesCICIND Model Code For Steel ChimneysNikola BozovicNo ratings yet
- 02.UNIT-1 - Properties of Matter PDFDocument30 pages02.UNIT-1 - Properties of Matter PDFsindhuja100% (6)
- Corrosion of Ti6Al4V Pins Produced by Direct Metal Laser SinteringDocument8 pagesCorrosion of Ti6Al4V Pins Produced by Direct Metal Laser SinteringlandimarduarteNo ratings yet
- Optimising The Mechanical Properties of Ti-6Al-4V Components Produced by Wire + Arc Additive Manufacturing With Post-Process Heat TreatmentsDocument9 pagesOptimising The Mechanical Properties of Ti-6Al-4V Components Produced by Wire + Arc Additive Manufacturing With Post-Process Heat Treatmentsanand patelNo ratings yet
- Materials and Design: Shunyu Liu, Yung C. ShinDocument23 pagesMaterials and Design: Shunyu Liu, Yung C. ShinMahendra SukreNo ratings yet
- Metals 12 01210 v3Document11 pagesMetals 12 01210 v3Duygu GökkuşNo ratings yet
- Tensile Properties of Vacuum Heat-Treated Ti6Al4V Alloy Processed by Selective Laser MeltingDocument9 pagesTensile Properties of Vacuum Heat-Treated Ti6Al4V Alloy Processed by Selective Laser Meltingnick amirNo ratings yet
- Surface Roughness and Directional Fatigue Behavior of Ti6Al4VDocument9 pagesSurface Roughness and Directional Fatigue Behavior of Ti6Al4VArka GhoshNo ratings yet
- Tensile Properties of Vacuum Heat-Treated Ti64 Alloy Processed by SLMDocument9 pagesTensile Properties of Vacuum Heat-Treated Ti64 Alloy Processed by SLMFathia AlkelaeNo ratings yet
- Materials Science and Engineering C: Monnamme Tlotleng, Esther Akinlabi, Mukul Shukla, Sisa PityanaDocument10 pagesMaterials Science and Engineering C: Monnamme Tlotleng, Esther Akinlabi, Mukul Shukla, Sisa PityanaJuanita Hincapie BedoyaNo ratings yet
- Materials & Design: A.H. Plaine, A.R. Gonzalez, U.F.H. Suhuddin, J.F. Dos Santos, N.G. AlcântaraDocument6 pagesMaterials & Design: A.H. Plaine, A.R. Gonzalez, U.F.H. Suhuddin, J.F. Dos Santos, N.G. AlcântaraDavid SanchezNo ratings yet
- Friction Stir Spot Welding of Advanced High-Strength Steels - A Feasibility StudyDocument7 pagesFriction Stir Spot Welding of Advanced High-Strength Steels - A Feasibility StudyAlessandro NunesNo ratings yet
- A Comparison of The Ballistic Behaviour of Conventionally Si - 2020 - Defence TeDocument8 pagesA Comparison of The Ballistic Behaviour of Conventionally Si - 2020 - Defence Tematbaila247No ratings yet
- LBW SimufactDocument15 pagesLBW Simufactfathi.alfazaniNo ratings yet
- 1 s2.0 S0167844223001945 MainDocument14 pages1 s2.0 S0167844223001945 MainBENARD KIPSANGNo ratings yet
- Depth-Sensing Time-Dependent Response of Additively Manufactured Ti-6Al-4V AlloyDocument11 pagesDepth-Sensing Time-Dependent Response of Additively Manufactured Ti-6Al-4V AlloyMariana MarquesNo ratings yet
- Adem 201900220Document15 pagesAdem 201900220gebreNo ratings yet
- Metals: Finite Element Modeling of Residual Stress at Joint Interface of Titanium Alloy and 17-4PH Stainless SteelDocument13 pagesMetals: Finite Element Modeling of Residual Stress at Joint Interface of Titanium Alloy and 17-4PH Stainless SteelYash MittalNo ratings yet
- Laves phase control of inconel 718 superalloy fabricated by laser direct energy deposition via δ aging and solution treatmentDocument13 pagesLaves phase control of inconel 718 superalloy fabricated by laser direct energy deposition via δ aging and solution treatmentanshuNo ratings yet
- Effects of Powder Atomization Route and Post-Processing Thermal Treatments On The Mechanical Properties and Fatigue Resistance of Additively Manufactured 18ni300 Maraging SteelDocument13 pagesEffects of Powder Atomization Route and Post-Processing Thermal Treatments On The Mechanical Properties and Fatigue Resistance of Additively Manufactured 18ni300 Maraging SteelJimmy the ReverendNo ratings yet
- Friction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderDocument13 pagesFriction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderSripriyan K 100507No ratings yet
- 2019 Mitigation of Thermal Distortion in Wire Arc Additively Manufactured Ti6Al4V Part Using Active Interpass CoolingDocument12 pages2019 Mitigation of Thermal Distortion in Wire Arc Additively Manufactured Ti6Al4V Part Using Active Interpass CoolingStephen PanNo ratings yet
- Assignment # 2: Additive Manufacturing of Ti6Al4V AlloyDocument2 pagesAssignment # 2: Additive Manufacturing of Ti6Al4V AlloywaseemjuttNo ratings yet
- Applsci 12 05359 v3Document21 pagesApplsci 12 05359 v3Duygu GökkuşNo ratings yet
- AL-Nafeay 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012141Document22 pagesAL-Nafeay 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012141Thanaraj SanmughamNo ratings yet
- Rao2013 Article FrictionSurfacingOnNonferrousSDocument8 pagesRao2013 Article FrictionSurfacingOnNonferrousSCyril Joseph DanielNo ratings yet
- Additive Manufacturing: SciencedirectDocument8 pagesAdditive Manufacturing: SciencedirectPablo MaquedaNo ratings yet
- Materials and Design: Peng Li, Jinglong Li, Muhammad Salman, Li Liang, Jiangtao Xiong, Fusheng ZhangDocument8 pagesMaterials and Design: Peng Li, Jinglong Li, Muhammad Salman, Li Liang, Jiangtao Xiong, Fusheng ZhangVishwajeet GuptaNo ratings yet
- Effect of Fiber Laser Welding On The Fatigue Properties of Dissimilar Welded Joints Between DP980 and HSLA SteelsDocument7 pagesEffect of Fiber Laser Welding On The Fatigue Properties of Dissimilar Welded Joints Between DP980 and HSLA SteelsSripriyan K 100507No ratings yet
- 1 s2.0 S0257897222001001 MainDocument11 pages1 s2.0 S0257897222001001 MainM. AhmedNo ratings yet
- tmpBD0D TMPDocument12 pagestmpBD0D TMPFrontiersNo ratings yet
- Nd-Yag Laser Beam and Gta Welding of Ti-6Al-4V Alloy: Abdel-Monem El-Batahgy, Tarasankar DebroyDocument8 pagesNd-Yag Laser Beam and Gta Welding of Ti-6Al-4V Alloy: Abdel-Monem El-Batahgy, Tarasankar DebroyerpublicationNo ratings yet
- Materials Today: Proceedings: Sharda Pratap Shrivas, G.K. Agrawal, Shubhrata Nagpal, Amit Kumar KachhawahaDocument8 pagesMaterials Today: Proceedings: Sharda Pratap Shrivas, G.K. Agrawal, Shubhrata Nagpal, Amit Kumar KachhawahaMKM OfficialNo ratings yet
- Kumar 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012158Document11 pagesKumar 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012158Igce MechNo ratings yet
- Comparison of Welding Processes in Welding of Fillet Joints: June 2013Document9 pagesComparison of Welding Processes in Welding of Fillet Joints: June 2013Caline NunesNo ratings yet
- 1 s2.0 S2352492822010558 MainDocument11 pages1 s2.0 S2352492822010558 MainÁlvaro Nieto CastroNo ratings yet
- MECHANICALPROPERTIESANDPOROSITYOFTi 6al 4VALLOYPREPAREDBYSLMTECHNOLOGYDocument4 pagesMECHANICALPROPERTIESANDPOROSITYOFTi 6al 4VALLOYPREPAREDBYSLMTECHNOLOGYASHUTOSH PANDEYNo ratings yet
- Study of Microstructure, Mechanical Properties, and Corrosion Behavior of As-Cast Ni-Ti and Ti-6Al-4V AlloysDocument15 pagesStudy of Microstructure, Mechanical Properties, and Corrosion Behavior of As-Cast Ni-Ti and Ti-6Al-4V Alloysfarhad alefNo ratings yet
- 1975 - Tribaloy Intermetallic Materials New Wear and Corrosion Resistant AlloysDocument4 pages1975 - Tribaloy Intermetallic Materials New Wear and Corrosion Resistant AlloysDrenkensteinNo ratings yet
- A Comparative Study of Corrosion Behavior of An Additively Manufactured Al-6061 RAM2 With Extruded Al-6061 T6Document15 pagesA Comparative Study of Corrosion Behavior of An Additively Manufactured Al-6061 RAM2 With Extruded Al-6061 T6Annamalai NNo ratings yet
- Fracture Toughness and Fatigue Crack Growth Rate Properties in Wire + Arc Additive Manufactured Ti-6Al-4VDocument14 pagesFracture Toughness and Fatigue Crack Growth Rate Properties in Wire + Arc Additive Manufactured Ti-6Al-4VviverefeliceNo ratings yet
- Microstructural Study and Mechanical Characterization of Heat Treated Direct Metal Laser Sintered Ti6Al4V For Biomedical ApplicationsDocument13 pagesMicrostructural Study and Mechanical Characterization of Heat Treated Direct Metal Laser Sintered Ti6Al4V For Biomedical ApplicationsANIGANI SUDARSHAN REDDYNo ratings yet
- (Ferri 2008) Artikel High Cycle Fatigue Behaviour of Ti-6Al-4V Fabricated by Metal InjectionDocument7 pages(Ferri 2008) Artikel High Cycle Fatigue Behaviour of Ti-6Al-4V Fabricated by Metal InjectionChristian MohammadNo ratings yet
- Plazma Nitriding PaperDocument7 pagesPlazma Nitriding PaperShivasheesh KaushikNo ratings yet
- Impact of Print Orientation On Morphological and Mechanical Properties of L-PBF Based AlSi7Mg Parts For Aerospace ApplicationsDocument15 pagesImpact of Print Orientation On Morphological and Mechanical Properties of L-PBF Based AlSi7Mg Parts For Aerospace ApplicationsHamidreza JavidradNo ratings yet
- Cryogenic Mechanical Properties of Ti6Al4V Alloys With Three Levels of Oxygen ContentDocument9 pagesCryogenic Mechanical Properties of Ti6Al4V Alloys With Three Levels of Oxygen ContentvladimirNo ratings yet
- Effect of High Intensity Ultrasonic Treatment On Microstructural Modification and Hardness of A Nickel-Aluminum Bronze AlloyDocument10 pagesEffect of High Intensity Ultrasonic Treatment On Microstructural Modification and Hardness of A Nickel-Aluminum Bronze AlloyFathia AlkelaeNo ratings yet
- Effect of Heat Treatment On The Ratcheting Behaviour of Additively Manufactured and Thermo-Mechanically Treated Ti-6Al-4V AlloyDocument14 pagesEffect of Heat Treatment On The Ratcheting Behaviour of Additively Manufactured and Thermo-Mechanically Treated Ti-6Al-4V Alloywillste7ensNo ratings yet
- The Friction Stir Welding of Small-Diameter Pipe: An Experimental and Numerical Proof of Concept For Automation and ManufacturingDocument16 pagesThe Friction Stir Welding of Small-Diameter Pipe: An Experimental and Numerical Proof of Concept For Automation and ManufacturingShahbazAhmadNo ratings yet
- CIRP Annals - Manufacturing Technology: T. O ̈ Zel (2), M. Sima, A.K. Srivastava (3), B. KaftanogluDocument7 pagesCIRP Annals - Manufacturing Technology: T. O ̈ Zel (2), M. Sima, A.K. Srivastava (3), B. KaftanogluhanipaNo ratings yet
- Yin 2015Document11 pagesYin 2015carlosNo ratings yet
- TitaniumDocument11 pagesTitaniumSumantra AaryaNo ratings yet
- Anisotropic Response of Ti-6Al-4V Alloy Fabricated by 3D Printing SelectiveDocument7 pagesAnisotropic Response of Ti-6Al-4V Alloy Fabricated by 3D Printing Selectivenicoleta.popa2093No ratings yet
- Cryogenics: Qinyan Pan, Chuanjun Huang, Laifeng LiDocument7 pagesCryogenics: Qinyan Pan, Chuanjun Huang, Laifeng LipurnashisNo ratings yet
- MetalsDocument14 pagesMetalsa.h khNo ratings yet
- CopperProcessingandElectricalProperties PreprintDocument30 pagesCopperProcessingandElectricalProperties PreprintAbdelali AabadaNo ratings yet
- Heat Treatment of Ti-6Al-4V Produced by Lasercusing T. Becker, M. Van Rooyen & D. DimitrovDocument11 pagesHeat Treatment of Ti-6Al-4V Produced by Lasercusing T. Becker, M. Van Rooyen & D. Dimitrovnick amirNo ratings yet
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsDocument8 pagesA FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsАлександр Николаевич ПоляковNo ratings yet
- Bai 2017 IOP Conf. Ser. Mater. Sci. Eng. 167 012045Document5 pagesBai 2017 IOP Conf. Ser. Mater. Sci. Eng. 167 012045dietersimaNo ratings yet
- Materials: An Assessment of Subsurface Residual Stress Analysis in SLM Ti-6Al-4VDocument14 pagesMaterials: An Assessment of Subsurface Residual Stress Analysis in SLM Ti-6Al-4VHassan HabibNo ratings yet
- 1 s2.0 S2238785422010481 MainDocument15 pages1 s2.0 S2238785422010481 Mainavsriv07No ratings yet
- Gallium Nitride-enabled High Frequency and High Efficiency Power ConversionFrom EverandGallium Nitride-enabled High Frequency and High Efficiency Power ConversionGaudenzio MeneghessoNo ratings yet
- Three Axis CNC Machine (Julius de Waal)Document6 pagesThree Axis CNC Machine (Julius de Waal)atef.selmi01No ratings yet
- Design and Application of Composite ComponentsDocument5 pagesDesign and Application of Composite Componentsatef.selmi01No ratings yet
- Study of Impact and Fatigue On 3D Printed CompositesDocument3 pagesStudy of Impact and Fatigue On 3D Printed Compositesatef.selmi01No ratings yet
- The Static and Dynamic Shear-Tension Mechanical Response ofDocument15 pagesThe Static and Dynamic Shear-Tension Mechanical Response ofatef.selmi01No ratings yet
- Enhancing The Mechanical Properties of SCF-PEKKDocument10 pagesEnhancing The Mechanical Properties of SCF-PEKKatef.selmi01No ratings yet
- C2 CAU Express B31.3Document57 pagesC2 CAU Express B31.3Bhoopendra Singh100% (1)
- F.Y. B.Arch. Pune University SyllabusDocument14 pagesF.Y. B.Arch. Pune University Syllabusअभिजीत शिंदे पाटीलNo ratings yet
- Reinforced Concrete Slab Under Point Load: Xample 2-004Document5 pagesReinforced Concrete Slab Under Point Load: Xample 2-004Jovanne LanggaNo ratings yet
- Llautó M38 CuZn37Document2 pagesLlautó M38 CuZn37Josep TanuNo ratings yet
- Thesis PDFDocument64 pagesThesis PDFHimal KafleNo ratings yet
- Chapter 6 ReDocument17 pagesChapter 6 ReJohnson AnthonyNo ratings yet
- Kutipan Dari Usp 1217Document5 pagesKutipan Dari Usp 1217scholastikaNo ratings yet
- Agma 938-A05 PDFDocument22 pagesAgma 938-A05 PDFRoro100% (1)
- Chapter 1Document30 pagesChapter 1hNo ratings yet
- Failure Theories, Static LoadsDocument15 pagesFailure Theories, Static LoadsLuiz CordeiroNo ratings yet
- Module 2 Mechanical Behaviour of Material (Part II) - Fatigue & CreepDocument15 pagesModule 2 Mechanical Behaviour of Material (Part II) - Fatigue & CreepKoushik moni BorthakurNo ratings yet
- Seam Strength of Corrugated Plate With High Strength SteelDocument15 pagesSeam Strength of Corrugated Plate With High Strength SteelMariano SalcedoNo ratings yet
- Mechanical Properties of Metals - Lecture 9, MetE 143Document53 pagesMechanical Properties of Metals - Lecture 9, MetE 143陈小花No ratings yet
- Beyer 2012Document15 pagesBeyer 2012Cristian SANo ratings yet
- Reactive Powder ConcreteDocument14 pagesReactive Powder Concretetuanhoa123No ratings yet
- Zone of Infulence For Tunnel Intersection1Document32 pagesZone of Infulence For Tunnel Intersection1roshansm1978No ratings yet
- Finite Element Analysis of RC Beams With Externally Bonded Simcon Laminates by Using ANSYSDocument8 pagesFinite Element Analysis of RC Beams With Externally Bonded Simcon Laminates by Using ANSYSInternational Journal of Application or Innovation in Engineering & Management100% (1)
- Dynamic Design For AnchorsDocument6 pagesDynamic Design For AnchorsFlorin BodogaNo ratings yet
- Discrete Element Modeling of Masonry Structures: Validation and ApplicationDocument23 pagesDiscrete Element Modeling of Masonry Structures: Validation and ApplicationroccaNo ratings yet
- 6535 Inter-Rivet BucklingDocument6 pages6535 Inter-Rivet Bucklingkmr128351No ratings yet
- Phinma Araullo University College of Information Technology and EngineeringDocument7 pagesPhinma Araullo University College of Information Technology and EngineeringBrian Paguio GalangNo ratings yet
- PP 3 AL BIDocument8 pagesPP 3 AL BIMech HoD DAITNo ratings yet
- STRUC Sabban Quiz 1Document8 pagesSTRUC Sabban Quiz 1Kent EbordaNo ratings yet
- Scope: Grade 2 Grade 5 Grade 8Document2 pagesScope: Grade 2 Grade 5 Grade 8Leonardo SivieroNo ratings yet
- 16 MC324 Strength of Materials IDocument2 pages16 MC324 Strength of Materials Ijorge luisNo ratings yet
- API FLANGE CAPABILITIES UNDER COMBINATIONS OF LOAD Case StudyDocument1 pageAPI FLANGE CAPABILITIES UNDER COMBINATIONS OF LOAD Case StudyElmigdad OmerNo ratings yet
- Flux-Cored Wire For Ar+CO Gas Shielded Arc Welding For ASTM A387 Gr.91 SteelDocument14 pagesFlux-Cored Wire For Ar+CO Gas Shielded Arc Welding For ASTM A387 Gr.91 Steelamit singhNo ratings yet
- Machine Design QP KtuDocument3 pagesMachine Design QP KtuAbhijith JoseNo ratings yet