Download as pdf or txt
You might also like
- TRIMA Service ManualDocument52 pagesTRIMA Service ManualUku KukrusNo ratings yet
- ATR Ata - 61 - PropellerDocument121 pagesATR Ata - 61 - PropellerJesús Montalvo Fernández100% (5)
- As 4983-2010 Gas Fuel Systems For Forklifts and Industrial EnginesDocument9 pagesAs 4983-2010 Gas Fuel Systems For Forklifts and Industrial EnginesSAI Global - APACNo ratings yet
- 5990 A Body DatasheetDocument32 pages5990 A Body DatasheetconmachNo ratings yet
- Chapt 5 Feed CircuitsDocument6 pagesChapt 5 Feed CircuitsManuelNo ratings yet
- Hydraulic Pumps: Service Training Manual ECM 720Document10 pagesHydraulic Pumps: Service Training Manual ECM 720victor laraNo ratings yet
- CHPT 5 DrifterDocument4 pagesCHPT 5 DrifterManuelNo ratings yet
- Chapter 10 Rev 3 Rod ChangingDocument13 pagesChapter 10 Rev 3 Rod ChangingAnonymous 340A7vnwV1No ratings yet
- Chapt 6 AntijamDocument6 pagesChapt 6 AntijamManuelNo ratings yet
- 006 - RH120E - Servo SystemDocument26 pages006 - RH120E - Servo SystemOsvaldo UrbanoNo ratings yet
- Chapt 6 RotationDocument8 pagesChapt 6 RotationManuelNo ratings yet
- 005 - CAT-6040 - RH170B - Tank, Main Pumps + PMSDocument24 pages005 - CAT-6040 - RH170B - Tank, Main Pumps + PMSJorby Cuadros100% (4)
- Hydraulic Pumps: Service Training Manual CM 760/780Document7 pagesHydraulic Pumps: Service Training Manual CM 760/780victor laraNo ratings yet
- Chapter 7 Rev 2 Rotation CircuitsDocument19 pagesChapter 7 Rev 2 Rotation CircuitsAnonymous 340A7vnwV1No ratings yet
- Principle of Operation: EatonDocument12 pagesPrinciple of Operation: EatonДаня СторчеусNo ratings yet
- Series PAVC 33/38/65/100 General Description: Variable Volume Piston PumpsDocument7 pagesSeries PAVC 33/38/65/100 General Description: Variable Volume Piston PumpsHadi AlizadehNo ratings yet
- Steam Turbine Governing System 210mwDocument74 pagesSteam Turbine Governing System 210mwRajani Kanta MundaNo ratings yet
- Ch9Rotation CircuitDocument8 pagesCh9Rotation CircuitManuelNo ratings yet
- 26brake ValveDocument26 pages26brake ValveAlexander Mugabe100% (1)
- Chapter 12: Proportional Directional Control: ObjectivesDocument12 pagesChapter 12: Proportional Directional Control: ObjectivesSangmin KimNo ratings yet
- Chapt 2 PumpsDocument6 pagesChapt 2 PumpsManuelNo ratings yet
- Part 4 Hydraulic Control Principle and ParametersDocument22 pagesPart 4 Hydraulic Control Principle and ParametersrohanNo ratings yet
- Manual 820-Pp AsDocument12 pagesManual 820-Pp AsjabalpuramitNo ratings yet
- 34-a-load-sensing-control-increases-pump-and-circuit-efficiencyDocument2 pages34-a-load-sensing-control-increases-pump-and-circuit-efficiencymozafarNo ratings yet
- Serv1862 TXTDocument40 pagesServ1862 TXTlalo11715100% (1)
- ECM720 Train CompleteDocument205 pagesECM720 Train Completevitor santos100% (1)
- User Instructions: Installation Operation Maintenance Automax Valve Automation SystemsDocument16 pagesUser Instructions: Installation Operation Maintenance Automax Valve Automation Systemstpelly7No ratings yet
- " - 12" Circuit Balancing Valves: File No.: Date: Supersedes: DateDocument8 pages" - 12" Circuit Balancing Valves: File No.: Date: Supersedes: DateNorman GarduñoNo ratings yet
- 006 - Cat-6040AC - CAMP-SIL-BCS4 - Servo SystemDocument24 pages006 - Cat-6040AC - CAMP-SIL-BCS4 - Servo SystemhectorNo ratings yet
- 08 RH40E Attachment Functions FSDocument20 pages08 RH40E Attachment Functions FSOsvaldo Urbano100% (1)
- 006 - Cat-6040AC - CAMP-SIL-BCS4 - Servo SystemDocument24 pages006 - Cat-6040AC - CAMP-SIL-BCS4 - Servo SystemJorby CuadrosNo ratings yet
- Chapter 9 Feed CircuitDocument10 pagesChapter 9 Feed CircuitManuelNo ratings yet
- Hydraulic Symbols: Service Training Manual CM 760/780Document23 pagesHydraulic Symbols: Service Training Manual CM 760/780victor lara100% (1)
- 67792k InstructionsDocument2 pages67792k InstructionsdennysNo ratings yet
- Mpa 4150Document149 pagesMpa 4150GrahamNo ratings yet
- Hydraulic Symbols: Service Training Manual ECM 720Document24 pagesHydraulic Symbols: Service Training Manual ECM 720victor lara100% (1)
- DETAIL FCU For Material InventoryDocument4 pagesDETAIL FCU For Material Inventoryressurection.lufNo ratings yet
- VP FC Service Manual 10 28 08Document4 pagesVP FC Service Manual 10 28 08Fullan FullanNo ratings yet
- Pavc Complete Hy28 2662 CDDocument46 pagesPavc Complete Hy28 2662 CDMoein Emani100% (1)
- 010 6060 RH340B Swing System CATDocument34 pages010 6060 RH340B Swing System CATsubramani SrinivasanNo ratings yet
- Atb 935Document5 pagesAtb 935Raul Rodriguez JuarezNo ratings yet
- Connect 4 CC-4 - 4006SMART - INS - en - 0716Document7 pagesConnect 4 CC-4 - 4006SMART - INS - en - 0716ROBERTO RAFAELNo ratings yet
- 005 - Cat 6040AC - CAMP SIL BCS4 - Tank Pumps PMSDocument21 pages005 - Cat 6040AC - CAMP SIL BCS4 - Tank Pumps PMSJorby CuadrosNo ratings yet
- CV STM Sec 4 - Startup AdjDocument26 pagesCV STM Sec 4 - Startup AdjBams ArifinNo ratings yet
- Electrical Submersible Pump (ESP) : Components (Equipment Description) PTP-6.1Document19 pagesElectrical Submersible Pump (ESP) : Components (Equipment Description) PTP-6.1nawarsNo ratings yet
- 010 - 6060 - RH340B - Swing System - CATDocument37 pages010 - 6060 - RH340B - Swing System - CAThectorNo ratings yet
- Actuador Lineal ValtekDocument16 pagesActuador Lineal ValtekEduardo Landa GonzalezNo ratings yet
- Chapter 2 Rev 3 Hydraulic PumpsDocument9 pagesChapter 2 Rev 3 Hydraulic PumpsAnonymous 340A7vnwV1No ratings yet
- 04K inDocument1 page04K inАнтон МалыгинNo ratings yet
- Technical Service Information: Lincoln Ls 5R55SDocument6 pagesTechnical Service Information: Lincoln Ls 5R55SPlanta Damiana2No ratings yet
- Beaker Installation.: Hydraulic Circuit For BreakerDocument7 pagesBeaker Installation.: Hydraulic Circuit For BreakerMasterrNo ratings yet
- 010 - 6060 - RH340B - Swing System - CAT (Kompatibilitätsmodus) ) PDFDocument34 pages010 - 6060 - RH340B - Swing System - CAT (Kompatibilitätsmodus) ) PDFDanilson Benavidez100% (2)
- Overview of 140T CraneDocument163 pagesOverview of 140T Cranekr_abhijeet72356587100% (2)
- Chapter 2 Hyd PumpDocument8 pagesChapter 2 Hyd PumpManuelNo ratings yet
- Dynex Operating & Troubleshooting ManualDocument11 pagesDynex Operating & Troubleshooting ManualMr BeginerNo ratings yet
- ME471SimpleHydraulicCircuits PDFDocument4 pagesME471SimpleHydraulicCircuits PDFnguyennguyenNo ratings yet
- Arca Valve Manual - 830 POSITIONERDocument13 pagesArca Valve Manual - 830 POSITIONERAtul bhabad0% (1)
- DSC Part 2Document15 pagesDSC Part 2Nguyễn Hoàng LongNo ratings yet
- CAT - Feedwater Protection SystemDocument11 pagesCAT - Feedwater Protection SystemMurli RamchandranNo ratings yet
- Marvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Im 6088Document48 pagesIm 6088ManuelNo ratings yet
- ECM720 CoverDocument2 pagesECM720 CoverManuelNo ratings yet
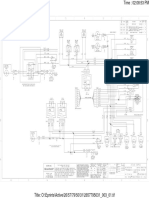
- Electrical Schematic 2657795031 003Document4 pagesElectrical Schematic 2657795031 003ManuelNo ratings yet
- Chapter 9 Feed CircuitDocument10 pagesChapter 9 Feed CircuitManuelNo ratings yet
- 570 670 672eDocument13 pages570 670 672eManuel100% (1)
- Chapter 4Document6 pagesChapter 4ManuelNo ratings yet
- Chapt 2 PumpsDocument6 pagesChapt 2 PumpsManuelNo ratings yet
- JD DrillDocument10 pagesJD DrillManuelNo ratings yet
- Chapter 7 Feed CricuitsDocument4 pagesChapter 7 Feed CricuitsManuelNo ratings yet
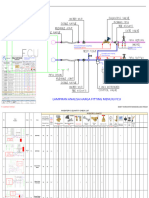
- Hyd Schematic 2657787657 003 01Document3 pagesHyd Schematic 2657787657 003 01ManuelNo ratings yet
- Chapter 2 Hyd PumpDocument8 pagesChapter 2 Hyd PumpManuelNo ratings yet
- IndexDocument1 pageIndexManuelNo ratings yet
- GX Dynapac InternationalDocument55 pagesGX Dynapac InternationalManuelNo ratings yet
- Spec Ranger Dx700 t4 4 en 16228 WebDocument3 pagesSpec Ranger Dx700 t4 4 en 16228 WebManuelNo ratings yet
- ROC D7 D9 and D7LF - 9851 2418 01g HighresDocument4 pagesROC D7 D9 and D7LF - 9851 2418 01g HighresManuelNo ratings yet
- Fdocuments - in Manual Installation Cummins 67l Paccar PX 6 Fitting 4 Jic 18 NPTDocument17 pagesFdocuments - in Manual Installation Cummins 67l Paccar PX 6 Fitting 4 Jic 18 NPTManuelNo ratings yet
- 3319 Roc 203Document1 page3319 Roc 203ManuelNo ratings yet
- Parker (P70CF, P70CP) Directional Control Valves, Open CenterDocument32 pagesParker (P70CF, P70CP) Directional Control Valves, Open CenterManuelNo ratings yet
- Cummins Engine EGR Fault CodesDocument4 pagesCummins Engine EGR Fault CodesManuelNo ratings yet
- ENG Scooptram RRC Operator Material - Uppdated - OscarDocument69 pagesENG Scooptram RRC Operator Material - Uppdated - OscarManuelNo ratings yet
- Sparte Parts - Boomer L1CDocument1,091 pagesSparte Parts - Boomer L1CManuelNo ratings yet
- Air Filters For Europiclon Air Cleaners PDFDocument4 pagesAir Filters For Europiclon Air Cleaners PDFManuel100% (1)
- Spec Ranger Dx700 t4 4 en 16228 WebDocument3 pagesSpec Ranger Dx700 t4 4 en 16228 WebManuelNo ratings yet
- Engine Air Replacement Filters: The New StandardDocument4 pagesEngine Air Replacement Filters: The New StandardManuelNo ratings yet
- Tekna Evo TPR: Dosing PumpDocument4 pagesTekna Evo TPR: Dosing PumpESTEBAN RICARDO PACHECO NUÑEZNo ratings yet
- Method Statement With Jsa For Pipeline Tie in (Final) (10-07-2019)Document29 pagesMethod Statement With Jsa For Pipeline Tie in (Final) (10-07-2019)Pradip PaulNo ratings yet
- 2GR FE CoolingDocument36 pages2GR FE CoolingLuks FernandezNo ratings yet
- Formula SAE Shock Absorber DesignDocument81 pagesFormula SAE Shock Absorber DesignJayakrishna Kandasamy0% (1)
- CPVR 20 TMD CaliberDocument13 pagesCPVR 20 TMD CaliberJitendra KadamNo ratings yet
- Generator Technical Excitation System SpecificationDocument20 pagesGenerator Technical Excitation System SpecificationjdanastasNo ratings yet
- Norsok S-001 - 2018.Document5 pagesNorsok S-001 - 2018.tiziano01gmail.com OsnaghiNo ratings yet
- Safety Stations G1909: Guardian EquipmentDocument2 pagesSafety Stations G1909: Guardian Equipmenteisenbarger5607No ratings yet
- Installation Operation and Maintenance Guide-2020Document4 pagesInstallation Operation and Maintenance Guide-2020Nour EdeinNo ratings yet
- Druck Dpi 612 Datasheet English 0Document16 pagesDruck Dpi 612 Datasheet English 0Michael Adu-boahenNo ratings yet
- Miura Z Boiler1 PDFDocument76 pagesMiura Z Boiler1 PDFKiran MahadanaNo ratings yet
- 5596 Operacion Ingles PDFDocument127 pages5596 Operacion Ingles PDFNodomed Info100% (1)
- Volume BoostersDocument12 pagesVolume BoosterswindoutNo ratings yet
- Installation, Operation and Maintenance Manual: Servo NXT - Modulating ControllerDocument16 pagesInstallation, Operation and Maintenance Manual: Servo NXT - Modulating ControllerDNo ratings yet
- 2T Series - ISO 6020/2: Tie Rods Hydraulic Cylinders CatalogDocument40 pages2T Series - ISO 6020/2: Tie Rods Hydraulic Cylinders CatalogAlexsandro Cavalcanti de SouzaNo ratings yet
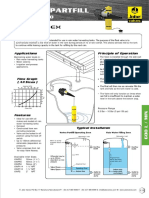
- Vortex Partfill: Product InfoDocument3 pagesVortex Partfill: Product InfoCastiel ArumugamNo ratings yet
- Compressed Gas Cylinders Safety-Jerome SpearDocument2 pagesCompressed Gas Cylinders Safety-Jerome SpearPercy PereiraNo ratings yet
- Catalog - Blodgett Combi Cos 101 (Torero) PDFDocument5 pagesCatalog - Blodgett Combi Cos 101 (Torero) PDFJose MarcanoNo ratings yet
- Technical Training Program Level-04-OperationDocument289 pagesTechnical Training Program Level-04-OperationmatadorNo ratings yet
- FR Error MercyDocument5 pagesFR Error MercyNoeRtjahya Ahmad100% (1)
- Macsteel Fluid Control Product Catalogue 2021Document32 pagesMacsteel Fluid Control Product Catalogue 2021GustavNo ratings yet
- 35 OxygenDocument142 pages35 OxygenduythienddtNo ratings yet
- 1398064817855-BK Bind PDFDocument59 pages1398064817855-BK Bind PDFShishir ChandrashekharNo ratings yet
- Sxda/Sxwa/Syda/Sywa: Metering PumpsDocument56 pagesSxda/Sxwa/Syda/Sywa: Metering PumpsZelminha StNo ratings yet
- 890080057-001 - HDU 2x27-108 GP-E2PTXYDocument222 pages890080057-001 - HDU 2x27-108 GP-E2PTXYRobsNo ratings yet
- MRS Suni Geri Tepme Aparatı ENGDocument41 pagesMRS Suni Geri Tepme Aparatı ENGnevinkaya2005No ratings yet
- QosinaCatalog 2020Document262 pagesQosinaCatalog 2020Stas KatzirNo ratings yet