Download as docx, pdf, or txt
You might also like
- Sandvik 12WET 25-04-2012.ppsDocument23 pagesSandvik 12WET 25-04-2012.ppsdaniel100% (6)
- Shop Practice No.2 Inside and Outside Caliper: Mapúa UniversityDocument12 pagesShop Practice No.2 Inside and Outside Caliper: Mapúa UniversitymarisonNo ratings yet
- Press Tool Master FileDocument196 pagesPress Tool Master FileIrwan Rony86% (80)
- Design and Calculations of Piercing & Blanking DieDocument89 pagesDesign and Calculations of Piercing & Blanking DieVipul MetaNo ratings yet
- Engineering Workshop Report 1Document16 pagesEngineering Workshop Report 1Hanzzel Charles80% (5)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Mec 123 PracticalDocument41 pagesMec 123 Practicalsanialiu2711No ratings yet
- Module 4Document62 pagesModule 4Sachin SharmaNo ratings yet
- PDPT Lecture NotesDocument100 pagesPDPT Lecture NotesManoj SinghNo ratings yet
- Press ToolDocument71 pagesPress Toolamolnjainajgmail.com 7507254906No ratings yet
- 202004032250570818prashant Engg Manufacturing Sheet Metal 3Document14 pages202004032250570818prashant Engg Manufacturing Sheet Metal 3GURU SAMY ANo ratings yet
- No ImportanceDocument28 pagesNo ImportanceAzar KustagiNo ratings yet
- Fitting - Fabrication Manual 2020Document14 pagesFitting - Fabrication Manual 2020Malik AbubakerNo ratings yet
- Sheet Metal DesignDocument33 pagesSheet Metal DesignNanda Sagar100% (3)
- App Module 2,3,4 NotesDocument38 pagesApp Module 2,3,4 NotesNikhil SekharanNo ratings yet
- WorkshopDocument10 pagesWorkshopAhmed KucherNo ratings yet
- Tool DesignDocument100 pagesTool DesignUDAYA KNo ratings yet
- Acknowledgement: Name FacultyDocument23 pagesAcknowledgement: Name FacultySurendra JoshiNo ratings yet
- Introduction To Tools and DiesDocument4 pagesIntroduction To Tools and DiesUmair KhattakNo ratings yet
- Fundamental Fitting Shop OperationsDocument9 pagesFundamental Fitting Shop Operationssuleman205100% (4)
- Machine ElementsDocument16 pagesMachine Elements4gen_1No ratings yet
- Me137 Lab2Document6 pagesMe137 Lab2Dan Rhoie MagcalasNo ratings yet
- Unit 3 Sheet Metal FormingDocument71 pagesUnit 3 Sheet Metal Formingmemsking545No ratings yet
- Expt: 1.: Practice Correctly Safety Procedures in The WorkshopDocument10 pagesExpt: 1.: Practice Correctly Safety Procedures in The WorkshopKamranNo ratings yet
- Design of Progressive Dies: K.Kishore Kumar Dr. A.Srinath, M.Naveen, R.D.pavan KumarDocument8 pagesDesign of Progressive Dies: K.Kishore Kumar Dr. A.Srinath, M.Naveen, R.D.pavan Kumarmis2hijosNo ratings yet
- Injection MoldingDocument25 pagesInjection MoldingHarshadNo ratings yet
- Tool and DieDocument15 pagesTool and DieJohn Jhay CanlasNo ratings yet
- Workshop Manual RIT FINALDocument70 pagesWorkshop Manual RIT FINALyashj8557No ratings yet
- MFT Lab Manual 2017-18 Even UpdatedDocument63 pagesMFT Lab Manual 2017-18 Even UpdatedPrakash ThangavelNo ratings yet
- Press Operations:: Sheet Metal WorkingDocument14 pagesPress Operations:: Sheet Metal WorkingMostafa ٌRabeaNo ratings yet
- 9 Unit 4: Turning: Search in BookDocument26 pages9 Unit 4: Turning: Search in BookArslanNo ratings yet
- Fitting ManualDocument38 pagesFitting Manual06sureshbalaji1988_8No ratings yet
- Dawit SolomonDocument24 pagesDawit Solomondawit solomonNo ratings yet
- Carpentry Sem 1Document94 pagesCarpentry Sem 1Lolu Moses IgaruNo ratings yet
- Shop Practice No.1 Dust Pan: Mapua UniversityDocument6 pagesShop Practice No.1 Dust Pan: Mapua UniversityKyle LoveNo ratings yet
- DiesDocument4 pagesDiesjohan pambudiNo ratings yet
- Production Technology: Department of Mechanical EngineeringDocument17 pagesProduction Technology: Department of Mechanical Engineeringrahul bhattNo ratings yet
- Design Analysis and Overview of Press Tool With Its Defects and RemediesDocument10 pagesDesign Analysis and Overview of Press Tool With Its Defects and Remediesh_eijy2743No ratings yet
- Threads and Thread Cutting Operations: Arul R ApmechDocument22 pagesThreads and Thread Cutting Operations: Arul R ApmecharulsivagiriNo ratings yet
- TR1 Dust PanDocument6 pagesTR1 Dust PanLA Dumanayos100% (1)
- Types of DiesDocument17 pagesTypes of DiesJayditya KumarNo ratings yet
- Takele ManufacturingDocument21 pagesTakele Manufacturingdawit solomonNo ratings yet
- Progressive DieDocument36 pagesProgressive DieYakshit GoelNo ratings yet
- Workshorp Practice 2 Lab ManualDocument22 pagesWorkshorp Practice 2 Lab Manualkhulekanicooleh404No ratings yet
- Workshop Project JUNE 2013 Sheet Metal Shop: Group 1Document13 pagesWorkshop Project JUNE 2013 Sheet Metal Shop: Group 1AdarshAgrawalaNo ratings yet
- Press Tool Design 8. Bending DiesDocument3 pagesPress Tool Design 8. Bending DiesGurdeep100% (1)
- A Project Report OnDocument38 pagesA Project Report Onmis2hijosNo ratings yet
- New Intro Last (KG) DecDocument45 pagesNew Intro Last (KG) DecN1234mNo ratings yet
- Unit 4Document135 pagesUnit 4Akeju AyodeleNo ratings yet
- Work shop (arc) ورشة البرادةDocument9 pagesWork shop (arc) ورشة البرادةhayder alaliNo ratings yet
- Dayton Tech StampingDocument78 pagesDayton Tech StampingRaghu VenkatNo ratings yet
- Ews Lab Manual - Au - 18.1.20241Document47 pagesEws Lab Manual - Au - 18.1.20241Priya SurvacyNo ratings yet
- Sheet Metal WorkingDocument10 pagesSheet Metal WorkingBhupendhar HarshawardanNo ratings yet
- Workshop RepDocument17 pagesWorkshop RepMuhammad AbtaheeNo ratings yet
- Pyramid Type Plate Bending MachineDocument10 pagesPyramid Type Plate Bending MachineAswin JosephNo ratings yet
- Nut and BoltDocument9 pagesNut and BoltDian DianNo ratings yet
- Presstool MasterDocument111 pagesPresstool MasterRajesh Kumar100% (2)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Elementary Course in Woodwork: Designed for use in high and technical schools, with one hundred and thirty-four illustrations: First EditionFrom EverandElementary Course in Woodwork: Designed for use in high and technical schools, with one hundred and thirty-four illustrations: First EditionNo ratings yet
- Elementary Course in Woodwork: Designed for use in high and technical schools, with illustrationsFrom EverandElementary Course in Woodwork: Designed for use in high and technical schools, with illustrationsNo ratings yet
- Chapter 3 Machine ElementDocument45 pagesChapter 3 Machine Elementabdibedasa86No ratings yet
- Abdi FeulDocument2 pagesAbdi Feulabdibedasa86No ratings yet
- Id SisDocument1 pageId Sisabdibedasa86No ratings yet
- 4 5994422091942728430Document1 page4 5994422091942728430abdibedasa86No ratings yet
- 7-Chap6 7 Fatigue 0Document87 pages7-Chap6 7 Fatigue 0abdibedasa86No ratings yet
- Liu Cun Xiang, Liu Xue Jun, Lin Tu Gan: Research On The Material and Structure of The Intelligent Clutch Control SystemDocument5 pagesLiu Cun Xiang, Liu Xue Jun, Lin Tu Gan: Research On The Material and Structure of The Intelligent Clutch Control Systemabdibedasa86No ratings yet
- AssinmentDocument1 pageAssinmentabdibedasa86No ratings yet
- Early Childhood Development Parental Coaching Level - II: Based On November 2023curriculum Version IIDocument57 pagesEarly Childhood Development Parental Coaching Level - II: Based On November 2023curriculum Version IIabdibedasa86No ratings yet
- New TameDocument8 pagesNew Tameabdibedasa86No ratings yet
- Connecting Rod Ashebir Biru'Document20 pagesConnecting Rod Ashebir Biru'abdibedasa86No ratings yet
- Img20231101 05472794Document1 pageImg20231101 05472794abdibedasa86No ratings yet
- Traffic Signs AODocument46 pagesTraffic Signs AOabdibedasa86No ratings yet
- Chaltu BedasaDocument6 pagesChaltu Bedasaabdibedasa86No ratings yet
- Badasa Research Final 2015Document40 pagesBadasa Research Final 2015abdibedasa86No ratings yet
- Abdi Wind TurbineDocument22 pagesAbdi Wind Turbineabdibedasa86No ratings yet
- Economics ProposalDocument17 pagesEconomics Proposalabdibedasa86No ratings yet
- Arduino Nixie Clock "Classic Rev4 and Rev5" "All in One": Operating Instructions Firmware V52Document13 pagesArduino Nixie Clock "Classic Rev4 and Rev5" "All in One": Operating Instructions Firmware V52josit31415No ratings yet
- Natural Space Vector Modulation PDFDocument14 pagesNatural Space Vector Modulation PDFRonald DeFourNo ratings yet
- Virtualization (Autosaved)Document59 pagesVirtualization (Autosaved)Sakshi KakadeNo ratings yet
- H834P062Document4 pagesH834P062awemetalNo ratings yet
- Synthetic Fluid For Automatic Transmissions: SpecificationsDocument1 pageSynthetic Fluid For Automatic Transmissions: SpecificationsAlejandro HidalgoNo ratings yet
- Husqvarna Service Manual For Cutters Trimmers Pruners Hedge Trimmers BlowersDocument224 pagesHusqvarna Service Manual For Cutters Trimmers Pruners Hedge Trimmers BlowersJames Allen CaldwellNo ratings yet
- ACSI SCSI Adapter Operating ManualDocument11 pagesACSI SCSI Adapter Operating ManualcaimanaterNo ratings yet
- Hach Sc200 ManualDocument210 pagesHach Sc200 ManualLuis ArmasNo ratings yet
- 1932 3248rs-Service PDFDocument150 pages1932 3248rs-Service PDFGuillermo Conrad100% (1)
- Philips Manual For BillDocument116 pagesPhilips Manual For BilltvshopNo ratings yet
- Roller Cilindrical RBCDocument56 pagesRoller Cilindrical RBCnazgulNo ratings yet
- Electric Drives: Drive: System Meant For Mechanical Motion ControlDocument33 pagesElectric Drives: Drive: System Meant For Mechanical Motion ControlSameer GulshanNo ratings yet
- Step 3: Wiring: GSM ModuleDocument4 pagesStep 3: Wiring: GSM ModuleGopinathManoharanNo ratings yet
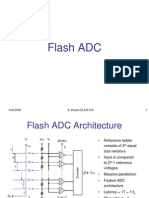
- Flash ADCDocument22 pagesFlash ADCmahpa313No ratings yet
- Aichi ISR602 Parts ManualDocument175 pagesAichi ISR602 Parts ManualVontext50% (2)
- Dortronics W5286-P23DAXE1 Pneumatic Button DsDocument2 pagesDortronics W5286-P23DAXE1 Pneumatic Button Dsbloper2No ratings yet
- ESTIMATEDocument2 pagesESTIMATEazharNo ratings yet
- Horizon SPF20 FC 20Document5 pagesHorizon SPF20 FC 20KBR Graphics CanadaNo ratings yet
- 223419Document20 pages223419FrankNo ratings yet
- Ate 310Document4 pagesAte 310Edder Moises Simon LozanoNo ratings yet
- Generating Electricity With Stepper MotorsDocument6 pagesGenerating Electricity With Stepper MotorsPulkit JainNo ratings yet
- Boq For Electrical Works in Sbi Racpc GunfoundryDocument5 pagesBoq For Electrical Works in Sbi Racpc GunfoundryMinakshiNo ratings yet
- Hkdse Ict CS11 Classification of Computer (Chapter 15.1) - AnswerDocument2 pagesHkdse Ict CS11 Classification of Computer (Chapter 15.1) - Answer4C 32 WONG SHU HANGNo ratings yet
- Switch Board ScheduleDocument4 pagesSwitch Board ScheduleSoham GarrixNo ratings yet
- GearDocument1 pageGearAndy SefayanNo ratings yet
- 187 Psid 200Document2 pages187 Psid 200rohmanNo ratings yet
- Fuselage Section: CautionDocument4 pagesFuselage Section: CautionSteven PentonNo ratings yet
- Finmon Mi64 Installer Manual Print Version 1.3Document52 pagesFinmon Mi64 Installer Manual Print Version 1.3sydney simonNo ratings yet
- Retrofit Reemplazo de FAV SVX 9000Document63 pagesRetrofit Reemplazo de FAV SVX 9000Enrique TorrezNo ratings yet