Download as pdf or txt
You might also like
- Petroleum Refinery Relocation Projects: 5-Phases of Project ManagementFrom EverandPetroleum Refinery Relocation Projects: 5-Phases of Project ManagementNo ratings yet
- Aerospace Material Specification: Steel Cleanliness, Aircraft Quality Magnetic Particle Inspection ProcedureDocument15 pagesAerospace Material Specification: Steel Cleanliness, Aircraft Quality Magnetic Particle Inspection ProcedureMarcelino Navarrete EvaristoNo ratings yet
- Compressor Handbook (From Hydrocarbon Processing 1969)Document104 pagesCompressor Handbook (From Hydrocarbon Processing 1969)JNo ratings yet
- Littlefield Technologies ReportDocument1 pageLittlefield Technologies ReportHardik RupareliaNo ratings yet
- Capacity Requirement PlanningDocument19 pagesCapacity Requirement PlanningShivam AgarwalNo ratings yet
- Chapter 15Document7 pagesChapter 15ahmedsamanzaNo ratings yet
- Chapter 16Document7 pagesChapter 16ahmedsamanzaNo ratings yet
- DMSSF ACC003 Class PracticesDocument10 pagesDMSSF ACC003 Class PracticesJosh lamNo ratings yet
- BP PP Capacity PlanningDocument14 pagesBP PP Capacity PlanningAhmed TalaatNo ratings yet
- Knowledge: ElicitationDocument25 pagesKnowledge: ElicitationAnuj GuptaNo ratings yet
- Manufacturing AnalysisDocument13 pagesManufacturing Analysissayhigaurav07No ratings yet
- Lec - SCM360 Cap PLNGDocument15 pagesLec - SCM360 Cap PLNGCamran KhanNo ratings yet
- What Is Production PlanningDocument14 pagesWhat Is Production Planningroquelocox01No ratings yet
- Management: Presented By: Rohit Charpe Pranav VyasDocument23 pagesManagement: Presented By: Rohit Charpe Pranav VyasHardeep KaurNo ratings yet
- Compressor HandbookDocument104 pagesCompressor Handbookvincent100% (1)
- Capacity ManagementDocument7 pagesCapacity ManagementHarjeet Singh PundirNo ratings yet
- Ch-17 - Operation ScheduleDocument7 pagesCh-17 - Operation ScheduleAsif Iqbal 2016289090No ratings yet
- 16 Aspects of Production Planning - Operating Layout and Phase PlansDocument14 pages16 Aspects of Production Planning - Operating Layout and Phase PlansDebbee Jean FernandezNo ratings yet
- Chapter 5 Capacity ManagementDocument6 pagesChapter 5 Capacity ManagementKamble AbhijitNo ratings yet
- Functions and Activities in Facilities DesignDocument4 pagesFunctions and Activities in Facilities DesignwxvNo ratings yet
- Material Requirements Planning: Review and Discussion QuestionsDocument23 pagesMaterial Requirements Planning: Review and Discussion QuestionsOscar Jimmy SadaNo ratings yet
- Solution Cost Carter Usry 13th EditionDocument690 pagesSolution Cost Carter Usry 13th EditionUlfa Fadilatul Ula81% (16)
- Capacity Planning in SAPDocument35 pagesCapacity Planning in SAPManish Gupta100% (2)
- Cbmec1 M13 WedDocument5 pagesCbmec1 M13 Wedilalimngputingilaw3No ratings yet
- Mapping The Future State: Lean Manufacturing StrategyDocument3 pagesMapping The Future State: Lean Manufacturing StrategyArjun RajNo ratings yet
- Tiniv Ersity Oii Co (,On4Bo. Sri I-Anka Faculty of H'Llahiafjhlvlent CT Fi'InanceDocument6 pagesTiniv Ersity Oii Co (,On4Bo. Sri I-Anka Faculty of H'Llahiafjhlvlent CT Fi'InancebdiitNo ratings yet
- Rough Cut Capacity - RCCP Case Study - 2014 PDFDocument14 pagesRough Cut Capacity - RCCP Case Study - 2014 PDFTebaterrorNo ratings yet
- Page 29 Solution PDFDocument5 pagesPage 29 Solution PDFsagsachdevNo ratings yet
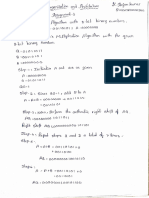
- COA Assignment-3Document6 pagesCOA Assignment-3Anjan Kumar KantepalliNo ratings yet
- SCM Unit 1Document16 pagesSCM Unit 1Aviral SaxenaNo ratings yet
- Contractors Find New Assignments As Teachers - Article (Contract Professional Magazine)Document2 pagesContractors Find New Assignments As Teachers - Article (Contract Professional Magazine)Matthew S. ChanNo ratings yet
- Manual Pavt: Te PlanDocument13 pagesManual Pavt: Te PlanRohit PatilNo ratings yet
- Neha 903 Sen 10 To 13Document20 pagesNeha 903 Sen 10 To 13761No ratings yet
- SMGT 1-100Document3 pagesSMGT 1-100GODWIN IKECHUKWUNo ratings yet
- Capacity Requirement PlanningDocument23 pagesCapacity Requirement Planningromagupta11No ratings yet
- Chapter 11Document9 pagesChapter 11ahmedsamanzaNo ratings yet
- A Scheduling Based Reorder Point System With Variable Lead Time in A Multi-Item Production EnvironmentDocument10 pagesA Scheduling Based Reorder Point System With Variable Lead Time in A Multi-Item Production EnvironmentManjiree Ingole JoshiNo ratings yet
- Advantages of ForecastingDocument3 pagesAdvantages of ForecastingCaleb MunyairiNo ratings yet
- Capacity Planning - Pdfcapacity PlanningDocument3 pagesCapacity Planning - Pdfcapacity PlanningPranjeet ChakravartyNo ratings yet
- Control de InventariosDocument11 pagesControl de Inventarioshugounam1No ratings yet
- Unit 3: Capacity Requirement Planning (CRP)Document25 pagesUnit 3: Capacity Requirement Planning (CRP)shubhamNo ratings yet
- Optimization MassMin04 FinalDocument12 pagesOptimization MassMin04 FinalColleen CallahanNo ratings yet
- Accman: Project ON Capacity PlanningDocument10 pagesAccman: Project ON Capacity PlanningMOHD.ARISH100% (1)
- A Bottleneck Is Any Resource Whose Capacity Is Equal or Less Than The Demand Placed Upon It.Document4 pagesA Bottleneck Is Any Resource Whose Capacity Is Equal or Less Than The Demand Placed Upon It.Pratik KumarNo ratings yet
- Line of Balance TechniqueDocument5 pagesLine of Balance TechniqueSamarjit Dey0% (2)
- Work Center:: Chapter - 17: Operations SchedulingDocument5 pagesWork Center:: Chapter - 17: Operations SchedulingHR TusherNo ratings yet
- Chap 004Document9 pagesChap 004bdeepakus100% (1)
- PPC Notes End SemDocument26 pagesPPC Notes End SemHrithik DalalNo ratings yet
- Chapter13 Operations SchedulingDocument17 pagesChapter13 Operations SchedulingNazmur RahmanNo ratings yet
- RCCPDocument15 pagesRCCPEvidente UnoNo ratings yet
- A Ga-Sa Multiobjective Hybrid Search Algorithm For Integrating Lot Sizing and Sequencing in Flow-Line SchedulingDocument12 pagesA Ga-Sa Multiobjective Hybrid Search Algorithm For Integrating Lot Sizing and Sequencing in Flow-Line SchedulingASHWEENA A/P SUNDARNo ratings yet
- RecommendationsDocument2 pagesRecommendationsAbhishek KumarNo ratings yet
- HRM ReportDocument14 pagesHRM ReportUsman JuttNo ratings yet
- Jit & TocDocument5 pagesJit & Tochraju_6100% (1)
- Reading 03-Rough Cut Capacity Planning - Supplement For Mps - 2011Document22 pagesReading 03-Rough Cut Capacity Planning - Supplement For Mps - 2011Fazri Yanth AlfarizziNo ratings yet
- Yellow Playful Doodle Digital Brainstorm Presentation 1Document24 pagesYellow Playful Doodle Digital Brainstorm Presentation 1marycrisdidal19No ratings yet
- Flow Shop Scheduling Problem A Computational StudyDocument14 pagesFlow Shop Scheduling Problem A Computational Studyrajesh rNo ratings yet
- Assthnment: SpecificationDocument6 pagesAssthnment: SpecificationsouravNo ratings yet
- Vazsonyi Scheduling in Job Shop Type Production Feb57Document32 pagesVazsonyi Scheduling in Job Shop Type Production Feb57Lvarsha NihanthNo ratings yet
- ENGR 103 - Spring 2014 Freshman Engineering Design LabDocument6 pagesENGR 103 - Spring 2014 Freshman Engineering Design LabAnmol AroraNo ratings yet
- Plant Layout Notes Chapter 1Document9 pagesPlant Layout Notes Chapter 1KUBAL MANOJ SHAMSUNDARNo ratings yet
- Merged DataDocument2 pagesMerged DataahmedsamanzaNo ratings yet
- Based On The Meeting Context ProvidedDocument6 pagesBased On The Meeting Context ProvidedahmedsamanzaNo ratings yet
- SAMANZADocument20 pagesSAMANZAahmedsamanzaNo ratings yet
- A Bayesian Combination Forecasting Model For Retail Supply Chain CoordinationDocument10 pagesA Bayesian Combination Forecasting Model For Retail Supply Chain CoordinationahmedsamanzaNo ratings yet
- Just in TimeDocument4 pagesJust in TimeahmedsamanzaNo ratings yet
- Chapter 15Document7 pagesChapter 15ahmedsamanzaNo ratings yet
- UntitledDocument4 pagesUntitledGlene NallaNo ratings yet
- Brainstorming 2Document14 pagesBrainstorming 2AmierahIzzatiAisyahNo ratings yet
- ENG201 Mid Term Past Paper 2Document6 pagesENG201 Mid Term Past Paper 2malik100% (1)
- Acessories ThermoDocument29 pagesAcessories ThermoValquiria MoraesNo ratings yet
- AP Bio Cram Chart 2021Document1 pageAP Bio Cram Chart 2021Evangeline YaoNo ratings yet
- Answers To Questions: MishkinDocument8 pagesAnswers To Questions: Mishkin?ᄋᄉᄋNo ratings yet
- STPDocument18 pagesSTPworldontopNo ratings yet
- HIECDocument39 pagesHIECMamata ManandharNo ratings yet
- Lesson 1Document36 pagesLesson 1Phước NguyễnNo ratings yet
- Seminar Topics NameDocument10 pagesSeminar Topics NameNilesh ThanviNo ratings yet
- English 8 Q2M3Document5 pagesEnglish 8 Q2M3Mark Jhoriz VillafuerteNo ratings yet
- Linguistic Survey of Biliran and Cabucgayan (Biliran Province)Document39 pagesLinguistic Survey of Biliran and Cabucgayan (Biliran Province)J. LapidNo ratings yet
- Stellar Gold Event Guide 2021Document7 pagesStellar Gold Event Guide 2021CozmynNo ratings yet
- GTB Jeremiah DownloadDocument87 pagesGTB Jeremiah DownloadEdwin PitangaNo ratings yet
- FF8 100% Early Card Mod RouteDocument30 pagesFF8 100% Early Card Mod RouteSalvatore QuartararoNo ratings yet
- ICMsystem DS E102Document4 pagesICMsystem DS E102Renato CapeliniNo ratings yet
- Assignment 4 of PPCDocument1 pageAssignment 4 of PPCEvelyn PengNo ratings yet
- P2NP To Amine With NaBH4-CopperDocument281 pagesP2NP To Amine With NaBH4-CopperIo TatNo ratings yet
- Sep 15 Final Cpsa LetterDocument19 pagesSep 15 Final Cpsa LetterFatima Berriah CamposNo ratings yet
- IVRSDocument15 pagesIVRSnithinreddy123456No ratings yet
- Themes of "Waiting For Godot" - Thematic ConceptDocument10 pagesThemes of "Waiting For Godot" - Thematic ConceptMuhammad IsmailNo ratings yet
- Surgical Manual - PremiumDocument80 pagesSurgical Manual - PremiumJadranka DjorgievaNo ratings yet
- 04 Measuring Sustainability and Sustainable LivelihoodsDocument27 pages04 Measuring Sustainability and Sustainable Livelihoodsahmed_1uk100% (1)
- A Mother's Work Is Never DoneDocument2 pagesA Mother's Work Is Never DoneKaustubh ChaturvediNo ratings yet
- MH. Mh. MH.: Septic Tank PlanDocument1 pageMH. Mh. MH.: Septic Tank PlanBess Adrane JurolanNo ratings yet
- Falsafah, Prinsip Dan Isu Dalam Kemahiran Berfikir Aras Tinggi (KBAT) Yang Berkaitan Dengan TIMSS Dan PISA Di MalaysiaDocument81 pagesFalsafah, Prinsip Dan Isu Dalam Kemahiran Berfikir Aras Tinggi (KBAT) Yang Berkaitan Dengan TIMSS Dan PISA Di Malaysiahalimi_foaedNo ratings yet
- Department of Electronics and Communication Engineering: Dhirajlal College of TechnologyDocument5 pagesDepartment of Electronics and Communication Engineering: Dhirajlal College of TechnologyRavi ChandranNo ratings yet
- Ice Hockey GoaliesDocument4 pagesIce Hockey GoaliesDylan HochreiterNo ratings yet
- Quality in Practice - Building Trust Through Quality at GerbDocument6 pagesQuality in Practice - Building Trust Through Quality at Gerbsakshi1404No ratings yet