
Effect of Heat Treatment On The Microstructure and Mechanical Properties of The Al06CoCrFeNi High-Entropy Alloy
Effect of Heat Treatment On The Microstructure and Mechanical Properties of The Al06CoCrFeNi High-Entropy Alloy
You might also like
- CMIS 3214 - Assignment (2018-2019)Document8 pagesCMIS 3214 - Assignment (2018-2019)fernando shelaNo ratings yet
- Problem Set PPE Day 8Document3 pagesProblem Set PPE Day 8Mark JustinNo ratings yet
- Materials Science & Engineering ADocument11 pagesMaterials Science & Engineering AGopi TalluriNo ratings yet
- High Temperature Oxidation Behavior and Mechanism of Al0 3CuCr - 2022 - Corrosio PDFDocument14 pagesHigh Temperature Oxidation Behavior and Mechanism of Al0 3CuCr - 2022 - Corrosio PDFhk esatonNo ratings yet
- A Promising New Class of High-Temperature Alloys Eutectic High-Entropy AlloysDocument5 pagesA Promising New Class of High-Temperature Alloys Eutectic High-Entropy Alloyskelsiu1No ratings yet
- 2019 High Strength High Ductility in A Novel Fe40Ni11Mn30Al7.5Cr11Document11 pages2019 High Strength High Ductility in A Novel Fe40Ni11Mn30Al7.5Cr11Amigo AceNo ratings yet
- Journal of The American Ceramic Society - 2021 - Wang - Surface Structure and Quenching Effects in BiFeO3 BaTiO3 CeramicsDocument11 pagesJournal of The American Ceramic Society - 2021 - Wang - Surface Structure and Quenching Effects in BiFeO3 BaTiO3 CeramicsEngr.M.Umair JamalNo ratings yet
- Efectos de La Temperatura Sobre Las Propiedades Mecanicas de Deformaciom de Una (MEA) CrFeNiDocument16 pagesEfectos de La Temperatura Sobre Las Propiedades Mecanicas de Deformaciom de Una (MEA) CrFeNiLady PenalozaNo ratings yet
- Al and Mo Synergistic Enhancement of CoCrFeNi High-Entropy Alloy LaserDocument10 pagesAl and Mo Synergistic Enhancement of CoCrFeNi High-Entropy Alloy LasermichaelNo ratings yet
- Design and Tensile Properties of A BCC Ti-Rich High-Entropy Alloy With Transformation-Induced PlasticityDocument8 pagesDesign and Tensile Properties of A BCC Ti-Rich High-Entropy Alloy With Transformation-Induced PlasticityLeandro FeitosaNo ratings yet
- Montero Ocampo2002Document7 pagesMontero Ocampo2002bibek27597No ratings yet
- Materials Science & Engineering A: 0.3 X Peng Cheng, Yuhong Zhao, Xiaotao Xu, Shuai Wang, Yuanyang Sun, Hua HouDocument10 pagesMaterials Science & Engineering A: 0.3 X Peng Cheng, Yuhong Zhao, Xiaotao Xu, Shuai Wang, Yuanyang Sun, Hua HouPei Yu ChenNo ratings yet
- Simultaneous Hardening and Toughening of A High Entropy (NbTaZrW) C Ceramic Carbide Using SiC ParticleDocument12 pagesSimultaneous Hardening and Toughening of A High Entropy (NbTaZrW) C Ceramic Carbide Using SiC ParticleShirazEinstineNo ratings yet
- 1 s2.0 S2211379719311568 MainDocument5 pages1 s2.0 S2211379719311568 MainJihane EL HAMZAOUINo ratings yet
- Effects of Hot-Forging and SubsequentDocument14 pagesEffects of Hot-Forging and Subsequentwagdy87No ratings yet
- 1 s2.0 S1385894722033459 MainDocument11 pages1 s2.0 S1385894722033459 MainGourav PaliwalNo ratings yet
- CombinedManuscript 05102020Document39 pagesCombinedManuscript 05102020zawarikhanNo ratings yet
- 1 s2.0 S1385894723001651 MainDocument12 pages1 s2.0 S1385894723001651 MainGourav PaliwalNo ratings yet
- Ma2018 - Controlled Formation of Coherent Cuboidal Nanoprecipitates inDocument13 pagesMa2018 - Controlled Formation of Coherent Cuboidal Nanoprecipitates inuristerinNo ratings yet
- Microstructural Design For Improving Ductility of An Initially Brittle Refractory High Entropy AlloyDocument10 pagesMicrostructural Design For Improving Ductility of An Initially Brittle Refractory High Entropy AlloysatarupaNo ratings yet
- A Carbon Fiber Lamina Electrode Based On Macroporous Epoxy With VerticalDocument7 pagesA Carbon Fiber Lamina Electrode Based On Macroporous Epoxy With VerticalsudhirNo ratings yet
- Acta Materialia: Kaisheng Ming, Wenjun Lu, Zhiming Li, Xiaofang Bi, Jian WangDocument12 pagesActa Materialia: Kaisheng Ming, Wenjun Lu, Zhiming Li, Xiaofang Bi, Jian Wangshouxun JiNo ratings yet
- High Electrocaloric Effect in Barium Titanate Sodium Nioba 2020 Journal of MDocument10 pagesHigh Electrocaloric Effect in Barium Titanate Sodium Nioba 2020 Journal of MAhmed M. NawarNo ratings yet
- 1 s2.0 S2238785421005093 MainDocument17 pages1 s2.0 S2238785421005093 Mainsaki hajimaNo ratings yet
- 1 s2.0 S0008884613000604 MainDocument11 pages1 s2.0 S0008884613000604 Mainhans_conanNo ratings yet
- Chong FengDocument12 pagesChong FengGopi TalluriNo ratings yet
- Construction and Building Materials: Abid Nadeem, Shazim Ali Memon, Tommy Yiu LoDocument10 pagesConstruction and Building Materials: Abid Nadeem, Shazim Ali Memon, Tommy Yiu LoTariqAzizNo ratings yet
- Effects of Aging Treatment On The Evolution of Precipitated Phase inDocument11 pagesEffects of Aging Treatment On The Evolution of Precipitated Phase inmichaelNo ratings yet
- Electrochemical Dissolution Behavior of Haynes 214Document11 pagesElectrochemical Dissolution Behavior of Haynes 214marinaNo ratings yet
- Li 2018Document9 pagesLi 2018jasmalchggNo ratings yet
- Additive ManufacturingDocument17 pagesAdditive ManufacturingIt's RohanNo ratings yet
- 2016 A PreDocument27 pages2016 A PreLamiaa ZakyNo ratings yet
- A Fine-Grained NbMoTaWVCr RefractoryDocument11 pagesA Fine-Grained NbMoTaWVCr RefractoryMauricio RosasNo ratings yet
- 1 s2.0 S2214860421003213 MainDocument18 pages1 s2.0 S2214860421003213 Mainlethao2011No ratings yet
- Class Notes 3Document2 pagesClass Notes 3abdullah ibrahimNo ratings yet
- 1 s2.0 S2468217923000011 MainDocument7 pages1 s2.0 S2468217923000011 MainAbreham DerejeNo ratings yet
- Powder Technology: H. Ahmadian Baghbaderani, S. Shara Fi, M. Delshad ChermahiniDocument6 pagesPowder Technology: H. Ahmadian Baghbaderani, S. Shara Fi, M. Delshad ChermahiniBensebaaNo ratings yet
- Microstructure and Mechanical Properties of Fecocrnimn High-Entropy Alloy Produced by Mechanical Alloying and Vacuum Hot Pressing SinteringDocument8 pagesMicrostructure and Mechanical Properties of Fecocrnimn High-Entropy Alloy Produced by Mechanical Alloying and Vacuum Hot Pressing SinteringmststudentNo ratings yet
- Materials 13 04643 v2Document19 pagesMaterials 13 04643 v2arNo ratings yet
- Zhang 2020Document7 pagesZhang 2020AZ AnimalNo ratings yet
- Effect of Annealing Treatment On MicrostructuralDocument11 pagesEffect of Annealing Treatment On Microstructuralwagdy87No ratings yet
- Effects of Temperature and Microstructure On The Triblogical PropertiesDocument10 pagesEffects of Temperature and Microstructure On The Triblogical PropertiesEric TsaiNo ratings yet
- Low-Cycle Fatigue Properties of X70 HF-ERW PipesDocument11 pagesLow-Cycle Fatigue Properties of X70 HF-ERW PipesAyon RoyNo ratings yet
- 1 s2.0 S2214785320331151 MainDocument5 pages1 s2.0 S2214785320331151 MainAdji PutraNo ratings yet
- 1 s2.0 S2352847822001435 MainDocument8 pages1 s2.0 S2352847822001435 MainArunNo ratings yet
- Effect of Sub-Elevated Temperature On Mechanical Properties of ECC With.2020.120096Document11 pagesEffect of Sub-Elevated Temperature On Mechanical Properties of ECC With.2020.120096Sayed AwadNo ratings yet
- Vacuum: Ali Arab, Yansong Guo, Qiang Zhou, Pengwan ChenDocument8 pagesVacuum: Ali Arab, Yansong Guo, Qiang Zhou, Pengwan Chensreeiitm09No ratings yet
- Electrochem 03 00035 v3Document13 pagesElectrochem 03 00035 v3vijayamathubalan pandyNo ratings yet
- Effect of High Intensity Ultrasonic Treatment On Microstructural Modification and Hardness of A Nickel-Aluminum Bronze AlloyDocument10 pagesEffect of High Intensity Ultrasonic Treatment On Microstructural Modification and Hardness of A Nickel-Aluminum Bronze AlloyFathia AlkelaeNo ratings yet
- 2 Microstructure of Inconel AlloyDocument11 pages2 Microstructure of Inconel AlloyMuhammad Imran KhanNo ratings yet
- Ebook High Performance Tubular Protonic Ceramic Fuel Cells Via Highly Scalable Extrusion Process PDF Full Chapter PDFDocument31 pagesEbook High Performance Tubular Protonic Ceramic Fuel Cells Via Highly Scalable Extrusion Process PDF Full Chapter PDFsamantha.linn406100% (32)
- Construction and Building MaterialsDocument11 pagesConstruction and Building MaterialsAngga HartonoNo ratings yet
- Materials 15 08072Document15 pagesMaterials 15 08072edwinabj2001No ratings yet
- EFFECT OF THE MODIFIED ABLATION CASTING PROCESS ON THE MECHANICAL PROPERTIES AND MICROSTRUCTURE OF NEAR EUTECTIC AI-Si ALLOYDocument18 pagesEFFECT OF THE MODIFIED ABLATION CASTING PROCESS ON THE MECHANICAL PROPERTIES AND MICROSTRUCTURE OF NEAR EUTECTIC AI-Si ALLOYsalar dadashNo ratings yet
- Communication: Kinetics of The C Fi e Martensitic Transformation in Fine-Grained Fe-26Mn-0.14C Austenitic SteelDocument4 pagesCommunication: Kinetics of The C Fi e Martensitic Transformation in Fine-Grained Fe-26Mn-0.14C Austenitic SteelVizay KumarNo ratings yet
- Investigating The Micro and Nanomechanical Properties of CoCrFeNi-CxDocument9 pagesInvestigating The Micro and Nanomechanical Properties of CoCrFeNi-CxmichaelNo ratings yet
- 1 s2.0 S0925838822048770 MainDocument13 pages1 s2.0 S0925838822048770 MainDHEERAJ KUMAR SAININo ratings yet
- 1 s2.0 S2238785423001151 MainDocument16 pages1 s2.0 S2238785423001151 Mainlethao2011No ratings yet
- Thermal and Mechanical Properties of Fiber Reinforced High Performance SCC at Elevated Temperatures - Khaliq, Kodur PDFDocument11 pagesThermal and Mechanical Properties of Fiber Reinforced High Performance SCC at Elevated Temperatures - Khaliq, Kodur PDFMauricio GarcíaNo ratings yet
- Ductilizing Brittle High-Entropy Alloys Via Tailoring Valence Electronconcentrations of Precipitates by Controlled Elemental PartitioningDocument8 pagesDuctilizing Brittle High-Entropy Alloys Via Tailoring Valence Electronconcentrations of Precipitates by Controlled Elemental PartitioningmichaelNo ratings yet
- Precipitation-Hardened Highentropy Alloys For High-TemperatureDocument6 pagesPrecipitation-Hardened Highentropy Alloys For High-TemperaturemichaelNo ratings yet
- Biofilms in Bioelectrochemical Systems: From Laboratory Practice to Data InterpretationFrom EverandBiofilms in Bioelectrochemical Systems: From Laboratory Practice to Data InterpretationNo ratings yet
- Development of Aluminum Dross-Based Material For Engineering ApplicationDocument44 pagesDevelopment of Aluminum Dross-Based Material For Engineering ApplicationmichaelNo ratings yet
- Wear Behavior of Austempered and Quenched and TempDocument14 pagesWear Behavior of Austempered and Quenched and TempmichaelNo ratings yet
- Bifunctional Nanoprecipitates StrengthenDocument26 pagesBifunctional Nanoprecipitates StrengthenmichaelNo ratings yet
- Characterization of High-Entropy Alloys - Daniel Costas Bosque Characterization of High Entropy AlloysDocument34 pagesCharacterization of High-Entropy Alloys - Daniel Costas Bosque Characterization of High Entropy AlloysmichaelNo ratings yet
- Fmats 07 585602Document17 pagesFmats 07 585602michaelNo ratings yet
- Effects of Aging Treatment On The Evolution of Precipitated Phase inDocument11 pagesEffects of Aging Treatment On The Evolution of Precipitated Phase inmichaelNo ratings yet
- 293-Article Text-954-2-10-20210528Document9 pages293-Article Text-954-2-10-20210528michaelNo ratings yet
- Journal of Building Engineering: Julian Carrillo, Harold Lozano, Carlos ArtetaDocument13 pagesJournal of Building Engineering: Julian Carrillo, Harold Lozano, Carlos ArtetamichaelNo ratings yet
- A Review On The Effect of S Slag On MicrolageDocument14 pagesA Review On The Effect of S Slag On MicrolagemichaelNo ratings yet
- Alumina Aluminium Oxide Al2O3 A Refractory Ceramic OxideDocument4 pagesAlumina Aluminium Oxide Al2O3 A Refractory Ceramic OxidemichaelNo ratings yet
- Composition Design of High Entropy Alloys Using The Valence Electron Concentration To Balance Strength and DuctilityDocument10 pagesComposition Design of High Entropy Alloys Using The Valence Electron Concentration To Balance Strength and DuctilitymichaelNo ratings yet
- Production of Fractory Using Steel Salg and Aluminum DrossDocument22 pagesProduction of Fractory Using Steel Salg and Aluminum DrossmichaelNo ratings yet
- Utilizing Steel Slag in Environmental Application - An OverviewDocument8 pagesUtilizing Steel Slag in Environmental Application - An OverviewmichaelNo ratings yet
- Effects On Health of Prolonged Exposure To LowDocument4 pagesEffects On Health of Prolonged Exposure To LowmichaelNo ratings yet
- Environmental Benefit Assessment of Steel Slag UtilizationDocument58 pagesEnvironmental Benefit Assessment of Steel Slag UtilizationmichaelNo ratings yet
- Investigation of Mechanical Properties of Ribbed Reinforcement Steel Bars: A Case Study On Ethiopian Construction IndustryDocument12 pagesInvestigation of Mechanical Properties of Ribbed Reinforcement Steel Bars: A Case Study On Ethiopian Construction IndustrymichaelNo ratings yet
- 11-Article Text-34-1-10-20200911Document7 pages11-Article Text-34-1-10-20200911michaelNo ratings yet
- Broadbent2016 Article SteelSRecyclabilityDemonstratiDocument8 pagesBroadbent2016 Article SteelSRecyclabilityDemonstratimichaelNo ratings yet
- Finaland Published Paperof ZSFDocument8 pagesFinaland Published Paperof ZSFmichaelNo ratings yet
- High Frequency Induction Tube and Pipe Welding SolutionsDocument24 pagesHigh Frequency Induction Tube and Pipe Welding Solutionsmahmoud yarahmadiNo ratings yet
- Rubber Bulb Seals: Weather Resistant EPDM-Plain BackDocument5 pagesRubber Bulb Seals: Weather Resistant EPDM-Plain BackRaulNo ratings yet
- Ak 8975Document33 pagesAk 8975Vasantha MuralidharNo ratings yet
- 2023-11-25Document15 pages2023-11-25HAMZA PARDESI TVNo ratings yet
- Midterm Exam in General MathematicsDocument3 pagesMidterm Exam in General Mathematicsjoan datuNo ratings yet
- CFT30 IntroDocument35 pagesCFT30 Intromanos4tech100% (1)
- ISRO3 WWW Matterhere Com NRRDocument6 pagesISRO3 WWW Matterhere Com NRRParth PatelNo ratings yet
- Hydro 2 Evaporation LectureDocument19 pagesHydro 2 Evaporation Lecturebsnow5325No ratings yet
- Presented By: Rajesh M S (4mc04au013)Document18 pagesPresented By: Rajesh M S (4mc04au013)Vinod SubramaniamNo ratings yet
- Laplace QB - DSEDocument1 pageLaplace QB - DSEmirek22938No ratings yet
- CPS Cable Track ChainDocument1 pageCPS Cable Track ChainVijayakumar Hadron MechNo ratings yet
- MedianDocument42 pagesMedianIndu MalikNo ratings yet
- VTU Exam TipsDocument5 pagesVTU Exam Tipshanumantha12No ratings yet
- 20w Stereo Amplifier (2nd Revision) - Circuits Diagram and DetailsDocument3 pages20w Stereo Amplifier (2nd Revision) - Circuits Diagram and DetailsBerrie SchwarzNo ratings yet
- Kinematic ENGEODocument15 pagesKinematic ENGEOHedi HNo ratings yet
- MATHWORLD113 Topic 3 Problem SolvingDocument78 pagesMATHWORLD113 Topic 3 Problem SolvingKyle Henzy RiveraNo ratings yet
- Illustrated Parts List: RTLO-18918A-AS2 November 2012Document51 pagesIllustrated Parts List: RTLO-18918A-AS2 November 2012Carlos CáceresNo ratings yet
- Problem Bank 01: Assignment IDocument9 pagesProblem Bank 01: Assignment IUdayChanderAmbatiNo ratings yet
- Class 9 Math ch-6Document7 pagesClass 9 Math ch-6armanlamboj99No ratings yet
- Free Vibration of SDOFDocument11 pagesFree Vibration of SDOFADOBONo ratings yet
- 1901008-Basic Civil and Mechanical EngineeringDocument8 pages1901008-Basic Civil and Mechanical EngineeringMr. G. SathiyaseelanNo ratings yet
- Assignment # 2Document1 pageAssignment # 2Mod454No ratings yet
- Schonstedt GA-52Cx Magnetic LocatorDocument2 pagesSchonstedt GA-52Cx Magnetic Locatorbbutros_317684077No ratings yet
- Gloke Nazi Experiment PlazmaDocument8 pagesGloke Nazi Experiment PlazmaHanumanKivi100% (1)
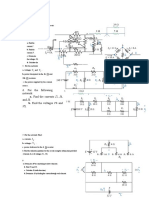
- For The Following Network and I8.: A. Find The Currents I2, I6, B. Find The Voltages V4 andDocument2 pagesFor The Following Network and I8.: A. Find The Currents I2, I6, B. Find The Voltages V4 andعبدالله عبدالحكيم عامرNo ratings yet
- Ec8701-Antennas and Microwave EngineeringDocument394 pagesEc8701-Antennas and Microwave EngineeringArjun GanesanNo ratings yet
- Hoja de Actividades InglesDocument7 pagesHoja de Actividades InglesArianny Añez SampayoNo ratings yet
- Typical Power Plant ELE-BOQDocument12 pagesTypical Power Plant ELE-BOQbuntysuratNo ratings yet











































































































Download as pdf or txt
You might also like
- CMIS 3214 - Assignment (2018-2019)Document8 pagesCMIS 3214 - Assignment (2018-2019)fernando shelaNo ratings yet
- Problem Set PPE Day 8Document3 pagesProblem Set PPE Day 8Mark JustinNo ratings yet
- Materials Science & Engineering ADocument11 pagesMaterials Science & Engineering AGopi TalluriNo ratings yet
- High Temperature Oxidation Behavior and Mechanism of Al0 3CuCr - 2022 - Corrosio PDFDocument14 pagesHigh Temperature Oxidation Behavior and Mechanism of Al0 3CuCr - 2022 - Corrosio PDFhk esatonNo ratings yet
- A Promising New Class of High-Temperature Alloys Eutectic High-Entropy AlloysDocument5 pagesA Promising New Class of High-Temperature Alloys Eutectic High-Entropy Alloyskelsiu1No ratings yet
- 2019 High Strength High Ductility in A Novel Fe40Ni11Mn30Al7.5Cr11Document11 pages2019 High Strength High Ductility in A Novel Fe40Ni11Mn30Al7.5Cr11Amigo AceNo ratings yet
- Journal of The American Ceramic Society - 2021 - Wang - Surface Structure and Quenching Effects in BiFeO3 BaTiO3 CeramicsDocument11 pagesJournal of The American Ceramic Society - 2021 - Wang - Surface Structure and Quenching Effects in BiFeO3 BaTiO3 CeramicsEngr.M.Umair JamalNo ratings yet
- Efectos de La Temperatura Sobre Las Propiedades Mecanicas de Deformaciom de Una (MEA) CrFeNiDocument16 pagesEfectos de La Temperatura Sobre Las Propiedades Mecanicas de Deformaciom de Una (MEA) CrFeNiLady PenalozaNo ratings yet
- Al and Mo Synergistic Enhancement of CoCrFeNi High-Entropy Alloy LaserDocument10 pagesAl and Mo Synergistic Enhancement of CoCrFeNi High-Entropy Alloy LasermichaelNo ratings yet
- Design and Tensile Properties of A BCC Ti-Rich High-Entropy Alloy With Transformation-Induced PlasticityDocument8 pagesDesign and Tensile Properties of A BCC Ti-Rich High-Entropy Alloy With Transformation-Induced PlasticityLeandro FeitosaNo ratings yet
- Montero Ocampo2002Document7 pagesMontero Ocampo2002bibek27597No ratings yet
- Materials Science & Engineering A: 0.3 X Peng Cheng, Yuhong Zhao, Xiaotao Xu, Shuai Wang, Yuanyang Sun, Hua HouDocument10 pagesMaterials Science & Engineering A: 0.3 X Peng Cheng, Yuhong Zhao, Xiaotao Xu, Shuai Wang, Yuanyang Sun, Hua HouPei Yu ChenNo ratings yet
- Simultaneous Hardening and Toughening of A High Entropy (NbTaZrW) C Ceramic Carbide Using SiC ParticleDocument12 pagesSimultaneous Hardening and Toughening of A High Entropy (NbTaZrW) C Ceramic Carbide Using SiC ParticleShirazEinstineNo ratings yet
- 1 s2.0 S2211379719311568 MainDocument5 pages1 s2.0 S2211379719311568 MainJihane EL HAMZAOUINo ratings yet
- Effects of Hot-Forging and SubsequentDocument14 pagesEffects of Hot-Forging and Subsequentwagdy87No ratings yet
- 1 s2.0 S1385894722033459 MainDocument11 pages1 s2.0 S1385894722033459 MainGourav PaliwalNo ratings yet
- CombinedManuscript 05102020Document39 pagesCombinedManuscript 05102020zawarikhanNo ratings yet
- 1 s2.0 S1385894723001651 MainDocument12 pages1 s2.0 S1385894723001651 MainGourav PaliwalNo ratings yet
- Ma2018 - Controlled Formation of Coherent Cuboidal Nanoprecipitates inDocument13 pagesMa2018 - Controlled Formation of Coherent Cuboidal Nanoprecipitates inuristerinNo ratings yet
- Microstructural Design For Improving Ductility of An Initially Brittle Refractory High Entropy AlloyDocument10 pagesMicrostructural Design For Improving Ductility of An Initially Brittle Refractory High Entropy AlloysatarupaNo ratings yet
- A Carbon Fiber Lamina Electrode Based On Macroporous Epoxy With VerticalDocument7 pagesA Carbon Fiber Lamina Electrode Based On Macroporous Epoxy With VerticalsudhirNo ratings yet
- Acta Materialia: Kaisheng Ming, Wenjun Lu, Zhiming Li, Xiaofang Bi, Jian WangDocument12 pagesActa Materialia: Kaisheng Ming, Wenjun Lu, Zhiming Li, Xiaofang Bi, Jian Wangshouxun JiNo ratings yet
- High Electrocaloric Effect in Barium Titanate Sodium Nioba 2020 Journal of MDocument10 pagesHigh Electrocaloric Effect in Barium Titanate Sodium Nioba 2020 Journal of MAhmed M. NawarNo ratings yet
- 1 s2.0 S2238785421005093 MainDocument17 pages1 s2.0 S2238785421005093 Mainsaki hajimaNo ratings yet
- 1 s2.0 S0008884613000604 MainDocument11 pages1 s2.0 S0008884613000604 Mainhans_conanNo ratings yet
- Chong FengDocument12 pagesChong FengGopi TalluriNo ratings yet
- Construction and Building Materials: Abid Nadeem, Shazim Ali Memon, Tommy Yiu LoDocument10 pagesConstruction and Building Materials: Abid Nadeem, Shazim Ali Memon, Tommy Yiu LoTariqAzizNo ratings yet
- Effects of Aging Treatment On The Evolution of Precipitated Phase inDocument11 pagesEffects of Aging Treatment On The Evolution of Precipitated Phase inmichaelNo ratings yet
- Electrochemical Dissolution Behavior of Haynes 214Document11 pagesElectrochemical Dissolution Behavior of Haynes 214marinaNo ratings yet
- Li 2018Document9 pagesLi 2018jasmalchggNo ratings yet
- Additive ManufacturingDocument17 pagesAdditive ManufacturingIt's RohanNo ratings yet
- 2016 A PreDocument27 pages2016 A PreLamiaa ZakyNo ratings yet
- A Fine-Grained NbMoTaWVCr RefractoryDocument11 pagesA Fine-Grained NbMoTaWVCr RefractoryMauricio RosasNo ratings yet
- 1 s2.0 S2214860421003213 MainDocument18 pages1 s2.0 S2214860421003213 Mainlethao2011No ratings yet
- Class Notes 3Document2 pagesClass Notes 3abdullah ibrahimNo ratings yet
- 1 s2.0 S2468217923000011 MainDocument7 pages1 s2.0 S2468217923000011 MainAbreham DerejeNo ratings yet
- Powder Technology: H. Ahmadian Baghbaderani, S. Shara Fi, M. Delshad ChermahiniDocument6 pagesPowder Technology: H. Ahmadian Baghbaderani, S. Shara Fi, M. Delshad ChermahiniBensebaaNo ratings yet
- Microstructure and Mechanical Properties of Fecocrnimn High-Entropy Alloy Produced by Mechanical Alloying and Vacuum Hot Pressing SinteringDocument8 pagesMicrostructure and Mechanical Properties of Fecocrnimn High-Entropy Alloy Produced by Mechanical Alloying and Vacuum Hot Pressing SinteringmststudentNo ratings yet
- Materials 13 04643 v2Document19 pagesMaterials 13 04643 v2arNo ratings yet
- Zhang 2020Document7 pagesZhang 2020AZ AnimalNo ratings yet
- Effect of Annealing Treatment On MicrostructuralDocument11 pagesEffect of Annealing Treatment On Microstructuralwagdy87No ratings yet
- Effects of Temperature and Microstructure On The Triblogical PropertiesDocument10 pagesEffects of Temperature and Microstructure On The Triblogical PropertiesEric TsaiNo ratings yet
- Low-Cycle Fatigue Properties of X70 HF-ERW PipesDocument11 pagesLow-Cycle Fatigue Properties of X70 HF-ERW PipesAyon RoyNo ratings yet
- 1 s2.0 S2214785320331151 MainDocument5 pages1 s2.0 S2214785320331151 MainAdji PutraNo ratings yet
- 1 s2.0 S2352847822001435 MainDocument8 pages1 s2.0 S2352847822001435 MainArunNo ratings yet
- Effect of Sub-Elevated Temperature On Mechanical Properties of ECC With.2020.120096Document11 pagesEffect of Sub-Elevated Temperature On Mechanical Properties of ECC With.2020.120096Sayed AwadNo ratings yet
- Vacuum: Ali Arab, Yansong Guo, Qiang Zhou, Pengwan ChenDocument8 pagesVacuum: Ali Arab, Yansong Guo, Qiang Zhou, Pengwan Chensreeiitm09No ratings yet
- Electrochem 03 00035 v3Document13 pagesElectrochem 03 00035 v3vijayamathubalan pandyNo ratings yet
- Effect of High Intensity Ultrasonic Treatment On Microstructural Modification and Hardness of A Nickel-Aluminum Bronze AlloyDocument10 pagesEffect of High Intensity Ultrasonic Treatment On Microstructural Modification and Hardness of A Nickel-Aluminum Bronze AlloyFathia AlkelaeNo ratings yet
- 2 Microstructure of Inconel AlloyDocument11 pages2 Microstructure of Inconel AlloyMuhammad Imran KhanNo ratings yet
- Ebook High Performance Tubular Protonic Ceramic Fuel Cells Via Highly Scalable Extrusion Process PDF Full Chapter PDFDocument31 pagesEbook High Performance Tubular Protonic Ceramic Fuel Cells Via Highly Scalable Extrusion Process PDF Full Chapter PDFsamantha.linn406100% (32)
- Construction and Building MaterialsDocument11 pagesConstruction and Building MaterialsAngga HartonoNo ratings yet
- Materials 15 08072Document15 pagesMaterials 15 08072edwinabj2001No ratings yet
- EFFECT OF THE MODIFIED ABLATION CASTING PROCESS ON THE MECHANICAL PROPERTIES AND MICROSTRUCTURE OF NEAR EUTECTIC AI-Si ALLOYDocument18 pagesEFFECT OF THE MODIFIED ABLATION CASTING PROCESS ON THE MECHANICAL PROPERTIES AND MICROSTRUCTURE OF NEAR EUTECTIC AI-Si ALLOYsalar dadashNo ratings yet
- Communication: Kinetics of The C Fi e Martensitic Transformation in Fine-Grained Fe-26Mn-0.14C Austenitic SteelDocument4 pagesCommunication: Kinetics of The C Fi e Martensitic Transformation in Fine-Grained Fe-26Mn-0.14C Austenitic SteelVizay KumarNo ratings yet
- Investigating The Micro and Nanomechanical Properties of CoCrFeNi-CxDocument9 pagesInvestigating The Micro and Nanomechanical Properties of CoCrFeNi-CxmichaelNo ratings yet
- 1 s2.0 S0925838822048770 MainDocument13 pages1 s2.0 S0925838822048770 MainDHEERAJ KUMAR SAININo ratings yet
- 1 s2.0 S2238785423001151 MainDocument16 pages1 s2.0 S2238785423001151 Mainlethao2011No ratings yet
- Thermal and Mechanical Properties of Fiber Reinforced High Performance SCC at Elevated Temperatures - Khaliq, Kodur PDFDocument11 pagesThermal and Mechanical Properties of Fiber Reinforced High Performance SCC at Elevated Temperatures - Khaliq, Kodur PDFMauricio GarcíaNo ratings yet
- Ductilizing Brittle High-Entropy Alloys Via Tailoring Valence Electronconcentrations of Precipitates by Controlled Elemental PartitioningDocument8 pagesDuctilizing Brittle High-Entropy Alloys Via Tailoring Valence Electronconcentrations of Precipitates by Controlled Elemental PartitioningmichaelNo ratings yet
- Precipitation-Hardened Highentropy Alloys For High-TemperatureDocument6 pagesPrecipitation-Hardened Highentropy Alloys For High-TemperaturemichaelNo ratings yet
- Biofilms in Bioelectrochemical Systems: From Laboratory Practice to Data InterpretationFrom EverandBiofilms in Bioelectrochemical Systems: From Laboratory Practice to Data InterpretationNo ratings yet
- Development of Aluminum Dross-Based Material For Engineering ApplicationDocument44 pagesDevelopment of Aluminum Dross-Based Material For Engineering ApplicationmichaelNo ratings yet
- Wear Behavior of Austempered and Quenched and TempDocument14 pagesWear Behavior of Austempered and Quenched and TempmichaelNo ratings yet
- Bifunctional Nanoprecipitates StrengthenDocument26 pagesBifunctional Nanoprecipitates StrengthenmichaelNo ratings yet
- Characterization of High-Entropy Alloys - Daniel Costas Bosque Characterization of High Entropy AlloysDocument34 pagesCharacterization of High-Entropy Alloys - Daniel Costas Bosque Characterization of High Entropy AlloysmichaelNo ratings yet
- Fmats 07 585602Document17 pagesFmats 07 585602michaelNo ratings yet
- Effects of Aging Treatment On The Evolution of Precipitated Phase inDocument11 pagesEffects of Aging Treatment On The Evolution of Precipitated Phase inmichaelNo ratings yet
- 293-Article Text-954-2-10-20210528Document9 pages293-Article Text-954-2-10-20210528michaelNo ratings yet
- Journal of Building Engineering: Julian Carrillo, Harold Lozano, Carlos ArtetaDocument13 pagesJournal of Building Engineering: Julian Carrillo, Harold Lozano, Carlos ArtetamichaelNo ratings yet
- A Review On The Effect of S Slag On MicrolageDocument14 pagesA Review On The Effect of S Slag On MicrolagemichaelNo ratings yet
- Alumina Aluminium Oxide Al2O3 A Refractory Ceramic OxideDocument4 pagesAlumina Aluminium Oxide Al2O3 A Refractory Ceramic OxidemichaelNo ratings yet
- Composition Design of High Entropy Alloys Using The Valence Electron Concentration To Balance Strength and DuctilityDocument10 pagesComposition Design of High Entropy Alloys Using The Valence Electron Concentration To Balance Strength and DuctilitymichaelNo ratings yet
- Production of Fractory Using Steel Salg and Aluminum DrossDocument22 pagesProduction of Fractory Using Steel Salg and Aluminum DrossmichaelNo ratings yet
- Utilizing Steel Slag in Environmental Application - An OverviewDocument8 pagesUtilizing Steel Slag in Environmental Application - An OverviewmichaelNo ratings yet
- Effects On Health of Prolonged Exposure To LowDocument4 pagesEffects On Health of Prolonged Exposure To LowmichaelNo ratings yet
- Environmental Benefit Assessment of Steel Slag UtilizationDocument58 pagesEnvironmental Benefit Assessment of Steel Slag UtilizationmichaelNo ratings yet
- Investigation of Mechanical Properties of Ribbed Reinforcement Steel Bars: A Case Study On Ethiopian Construction IndustryDocument12 pagesInvestigation of Mechanical Properties of Ribbed Reinforcement Steel Bars: A Case Study On Ethiopian Construction IndustrymichaelNo ratings yet
- 11-Article Text-34-1-10-20200911Document7 pages11-Article Text-34-1-10-20200911michaelNo ratings yet
- Broadbent2016 Article SteelSRecyclabilityDemonstratiDocument8 pagesBroadbent2016 Article SteelSRecyclabilityDemonstratimichaelNo ratings yet
- Finaland Published Paperof ZSFDocument8 pagesFinaland Published Paperof ZSFmichaelNo ratings yet
- High Frequency Induction Tube and Pipe Welding SolutionsDocument24 pagesHigh Frequency Induction Tube and Pipe Welding Solutionsmahmoud yarahmadiNo ratings yet
- Rubber Bulb Seals: Weather Resistant EPDM-Plain BackDocument5 pagesRubber Bulb Seals: Weather Resistant EPDM-Plain BackRaulNo ratings yet
- Ak 8975Document33 pagesAk 8975Vasantha MuralidharNo ratings yet
- 2023-11-25Document15 pages2023-11-25HAMZA PARDESI TVNo ratings yet
- Midterm Exam in General MathematicsDocument3 pagesMidterm Exam in General Mathematicsjoan datuNo ratings yet
- CFT30 IntroDocument35 pagesCFT30 Intromanos4tech100% (1)
- ISRO3 WWW Matterhere Com NRRDocument6 pagesISRO3 WWW Matterhere Com NRRParth PatelNo ratings yet
- Hydro 2 Evaporation LectureDocument19 pagesHydro 2 Evaporation Lecturebsnow5325No ratings yet
- Presented By: Rajesh M S (4mc04au013)Document18 pagesPresented By: Rajesh M S (4mc04au013)Vinod SubramaniamNo ratings yet
- Laplace QB - DSEDocument1 pageLaplace QB - DSEmirek22938No ratings yet
- CPS Cable Track ChainDocument1 pageCPS Cable Track ChainVijayakumar Hadron MechNo ratings yet
- MedianDocument42 pagesMedianIndu MalikNo ratings yet
- VTU Exam TipsDocument5 pagesVTU Exam Tipshanumantha12No ratings yet
- 20w Stereo Amplifier (2nd Revision) - Circuits Diagram and DetailsDocument3 pages20w Stereo Amplifier (2nd Revision) - Circuits Diagram and DetailsBerrie SchwarzNo ratings yet
- Kinematic ENGEODocument15 pagesKinematic ENGEOHedi HNo ratings yet
- MATHWORLD113 Topic 3 Problem SolvingDocument78 pagesMATHWORLD113 Topic 3 Problem SolvingKyle Henzy RiveraNo ratings yet
- Illustrated Parts List: RTLO-18918A-AS2 November 2012Document51 pagesIllustrated Parts List: RTLO-18918A-AS2 November 2012Carlos CáceresNo ratings yet
- Problem Bank 01: Assignment IDocument9 pagesProblem Bank 01: Assignment IUdayChanderAmbatiNo ratings yet
- Class 9 Math ch-6Document7 pagesClass 9 Math ch-6armanlamboj99No ratings yet
- Free Vibration of SDOFDocument11 pagesFree Vibration of SDOFADOBONo ratings yet
- 1901008-Basic Civil and Mechanical EngineeringDocument8 pages1901008-Basic Civil and Mechanical EngineeringMr. G. SathiyaseelanNo ratings yet
- Assignment # 2Document1 pageAssignment # 2Mod454No ratings yet
- Schonstedt GA-52Cx Magnetic LocatorDocument2 pagesSchonstedt GA-52Cx Magnetic Locatorbbutros_317684077No ratings yet
- Gloke Nazi Experiment PlazmaDocument8 pagesGloke Nazi Experiment PlazmaHanumanKivi100% (1)
- For The Following Network and I8.: A. Find The Currents I2, I6, B. Find The Voltages V4 andDocument2 pagesFor The Following Network and I8.: A. Find The Currents I2, I6, B. Find The Voltages V4 andعبدالله عبدالحكيم عامرNo ratings yet
- Ec8701-Antennas and Microwave EngineeringDocument394 pagesEc8701-Antennas and Microwave EngineeringArjun GanesanNo ratings yet
- Hoja de Actividades InglesDocument7 pagesHoja de Actividades InglesArianny Añez SampayoNo ratings yet
- Typical Power Plant ELE-BOQDocument12 pagesTypical Power Plant ELE-BOQbuntysuratNo ratings yet